
- Ortofosforna kislina za tok
- Shematski diagram naprave
- Za kaj je kolofonija?
- Akumulatorska spajkalna naprava
- Pooblastila in naloge
- Prvi koraki: priprava ročaja bodočega spajkalnika
- Priprava utorov za napajalno žico
- Izbira toka
- Kaj lahko nadomesti spajkalno kislino?
- Navodila za tesnjenje majhnih lukenj
- Osnovni operativni postopki
- Značilnosti spajkanja kovin
- Možne okvare
- Pomembna podrobnost je konica spajkalnika
- Sposobnosti spajkanja
- Končna montaža 12V spajkalnika
- Usposabljanje
- delovno mesto
- Izbira spajkalnika po moči
- Spajkalnik za delo
- Deli za spajkanje
- Spajkalna fosforjeva kislina
- Pripravljalna faza
- Vrste operacij spajkanja
Ortofosforna kislina za tok
Druga pogosta vrsta spajkalne kisline je fosforjeva kislina, H3PO4. Prav tako idealno odstrani oksidni film s kovinskih površin in preprečuje njegovo obnavljanje.
Referenca: H3PO4 (ortofosforna kislina) je sestavni del številnih protikorozijskih spojin za obdelavo kovin.
Za kakovostno spajkanje elementov iz niklja ali kroma se taka kislina uporablja nerazredčena. Hkrati sestava, pripravljena z njeno uporabo, vključuje 1/3 etanola ali etilnega alkohola.
POMEMBNO VEDETI: Tehnologija in značilnosti varjenja titana
Delež fosforne kisline je 32%, 6% pa na kolofonijo.
Zelo pogosto se H3PO4 kombinira s cinkovim kloridom, medtem ko njegova masa v končnem toku lahko doseže 50%.
Uporaba fosforne kisline ni omejena na spajkanje nikljevih zlitin, uporablja se za povezovanje elementov iz nerjavnega jekla, bakra, aluminija in nizko legiranega jekla.
Ortofosforna kislina je sestavni del klasičnega aktivnega toka "F-38 N", katerega uporaba omogoča spajkanje bakrovih zlitin in čistega bakra, različnih jekel in krom-nikljevih zlitin.
"F-38 N" je odlična možnost za izvajanje delovnega procesa na težko dostopnih mestih, ima možnost zaščite spajkanih elementov pred korozijo.
video:
Sestavni sestavini "F-38 N" sta: dietilamin klorovodikove kisline in 25 % ortofosforna kislina.
Ortofosforna spajkalna sestava je označena kot požarno in eksplozijsko odporna
Hkrati je priporočljivo, da izdelek hranite in uporabljate z vsemi previdnostnimi ukrepi.
V primeru stika s kožo ga spirajte vsaj 10 minut pod tekočo vodo.
Shematski diagram naprave
Naprava nima zapletenih struktur in tehničnih podrobnosti. Shema vezja je precej jasna in z lastnimi rokami lahko enostavno sestavite močan spajkalnik. Celoten komplet naprave vključuje:
- Palica iz bakrenega materiala.
- Kovinsko ohišje.
- Kovinska cev.
- grelna komponenta.
- Izolacijski ročaj.
- Vilice.
- Žica (element za napajanje).

Nizkonapetostni spajkalnik
Kaj potrebujete za izdelavo domačega 220-voltnega spajkalnika? Za namene električne varnosti priporočamo izdelavo nizkonapetostnega spajkalnika za 12-14 voltov, čeprav se načelo montaže ne razlikuje v temeljnih značilnostih. Za delo boste potrebovali naslednje materiale, orodja:
- Li-Ion baterija za ponovno polnjenje Uporabite lahko stare baterije prenosnika ali izvijača.
- Majhen kos bakrene žice, po možnosti premera do 2 mm. Dolžina ni večja od 6 cm, ta segment bomo potrebovali kot navitje spirale.
- Cevi iz toplotno odpornih steklenih vlaken. Premer cevi je prednostno 3,8 mm in 1 mm. Takšna cev je namenjena kot ohišje za kovinsko ohišje za grelno komponento. Lahko pa uporabite tudi izolacijski material nedelujočega kotlička.
- Žica je nikroma, priporočljivo je vzeti žico s premerom 0,3 mm. Poiščite material v starem, pokvarjenem sušilniku za lase. Dolžino takšne žice bomo izbrali empirično, pri čemer bomo upoštevali vse glavne strukturne zmogljivosti naprave, vključno z baterijo, če jo nameravate namestiti na spajkalnik namesto na električno žico.
- Majhen segment iz teleskopske antene s premerom 4 mm, dolžina takega dela je približno 3 cm.
- Za želo vzamemo majhen kos enožilne bakrene žice. Premer je najbolje vzeti s hitrostjo 3,8 mm.
- Žica, zasnovana za povezavo vira napajanja s spajkalnikom.
- Za ročaj izberemo leseno ali plastično cev z dobrimi električnimi izolacijskimi lastnostmi.
Načeloma je to osnova nabora materialov, namenjenih za začetek naloge, kako narediti spajkalnik z lastnimi rokami.
Za kaj je kolofonija?
Malo ljudi ve, zakaj je kolofonija potrebna pri spajkanju. Če želite odgovoriti na to vprašanje, morate razumeti, da je to smolna snov, ki je tok. Med povezovanjem delov s spajkalnikom se na površini, ki jo je treba obdelati, tvori oksidni film. Spajka ne omogoča povezovanja delov. Če želite odstraniti ta film, morate uporabiti fluks ali kolofonijo. Smolna snov se učinkovito spopada s to nalogo pri temperaturi več kot 150 stopinj.









Kolofonija se uporablja pri spajkanju za izboljšanje parametrov spojev. Pomagal bo pri soočanju s težavami, povezanimi z nezadostnim pretokom spajkanja. Počasi lahko napolni šiv in zmanjša trdnost spoja. Uporablja se predvsem smola za prenovo doma. V proizvodnji se uporabljajo resne kompozicije z izboljšanimi lastnostmi in lastnostmi.
Smolo se lahko uporablja ne samo za spajkanje radijskih komponent in žic. Na podlagi tega se izdelujejo laki in barve. Je ena od komponent pri izdelavi plastike. Z njeno pomočjo se obdelujejo strune na glasbilih. V filmski industriji se kolofonija uporablja za ustvarjanje učinkov.
Kolofonija, lastnosti kolofonije in lastnosti spajkanja
Akumulatorska spajkalna naprava
Če razumete, kako zamenjati običajen spajkalnik, je priporočljivo, da najprej posvetite pozornost tej napravi. Z njim bo mogoče spajkati tudi na najbolj nedostopnih mestih brez dostopa do elektrike, na višini itd.
Za sestavljanje takšnega domačega spajkalnika boste potrebovali naslednje:
- baterija.
- Spajkanje s kolofonijo.
- Par žic.
- Grafitni svinčnik.
- Krokodilska sponka.
Dejansko postopek, ki se izvaja z uporabo takšnega domačega spajkalnika, ni spajkanje, ampak varjenje. Vse se naredi na naslednji način. Vzameš 2 žici in na vrhu naviješ nekaj zavojev spajke s smolo v notranjosti. Nato morate priključiti katero koli baterijsko elektrodo na izdelke, ki jih želite spajkati. Povežite drugo elektrodo z grafitnim vodilom svinčnika. Najprej ga je treba očistiti. Nato se morate za delček sekunde dotakniti spajkalne palice. Pojavil se bo lok, pod vplivom visoke temperature se bo spajka v trenutku stopila, kar bo zagotovilo zelo zanesljivo spajkanje.
Ta metoda je primerna za povezovanje žic s premerom največ 1 mm. Če držite grafitno palico na konici žic malo dlje, lahko zvarite bakrene žice. Pred uporabo takšnega spajkalnika je priporočljivo malo vaditi na nepotrebnih izdelkih.
Pooblastila in naloge
- Spajkalnik za mikrovezje - moč 10-20 W
- Spajkalnik za radijske komponente - moč 30-40 W
- Univerzalni spajkalnik - 60 W
- Spajkalnik za debele žice in velike dele - 80-100 W
V prodaji najdete tudi močnejše spajkalnike - od 100 W, ki se uporabljajo za grobo popravilo konstrukcij trupa v zunanjih pogojih. Toda za te namene je po našem mnenju bolje uporabiti poseben sušilnik za lase ali svetilko.
Ko odgovarjamo na vprašanje, kateri spajkalnik izbrati za mikrovezje, takoj poudarimo, da je pri tej zadevi glavna težava hkratno taljenje spajkalnih točk vseh krakov mikrovezja. Zato morate za mikrovezje (pomnilniške čipe, krmilnike itd.) previdno uporabiti bodisi sušilnik za spajkanje bodisi spajkalnik, da stopite mesto vsakega stika in uporabite posebno orodje (bodisi bakreno žično pletenico ali odspajkalnik črpalka), da iz nje izberete kositer. Za te namene je primeren spajkalnik z močjo 20-30 vatov.
Prvi koraki: priprava ročaja bodočega spajkalnika
Za začetek je bil vzet lesen ročaj (bolje je vzeti breza ali javor), obrnjen "pod roko" in brušen. Lahko ji dam kakršno koli obliko, vendar prvič nisem opravil dodatnega dela. Prav tako ne sme biti predolgo, čeprav je to stvar okusa.
 Lesen ročaj za uporabo kot ročaj
Lesen ročaj za uporabo kot ročaj
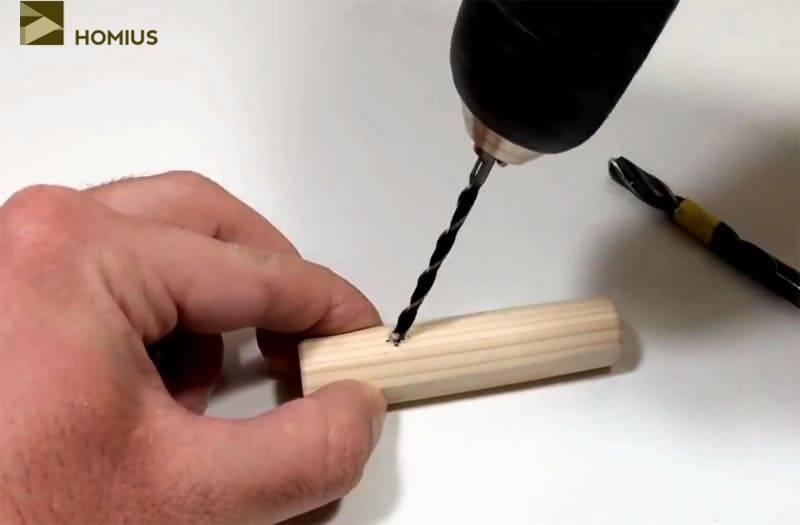
Nato je v delo vstopil vrtalnik z debelim svedrom, na katerem sem s pomočjo električnega traku označil omejevalnik luknje. Globina 2-3 cm za 12 V mini spajkalnik je bila povsem dovolj. Luknja, narejena na sredini ročaja s konca, bo služila za namestitev električne vtičnice in vlečenje žic do grelnega elementa.
Na hrbtni strani je bila izvrtana enaka luknja, ki bo služila za namestitev konice spajkalnika.
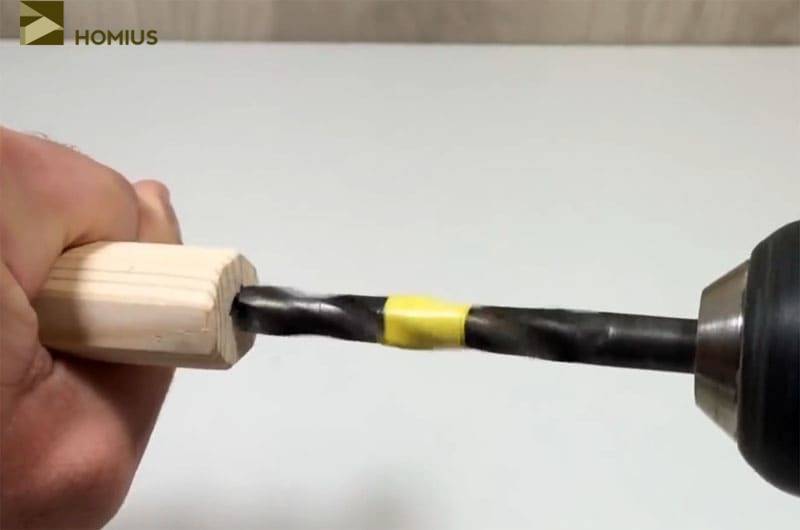 Na obeh straneh ročaja spajkalnika izvrtamo enake luknje
Na obeh straneh ročaja spajkalnika izvrtamo enake luknje
Priprava utorov za napajalno žico
Na razdalji 2-3 cm od roba, kjer je predvidena namestitev vtičnice za vtič, naredimo oznake za dve luknji (na nasprotnih straneh). Za udobje merjenja razdalje lahko uporabite isti vrtalnik z globino, označeno z električnim trakom.Ko smo z markerjem določili lokacijo lukenj, se spet lotimo svedra, vendar z že tanjšim svedrom.
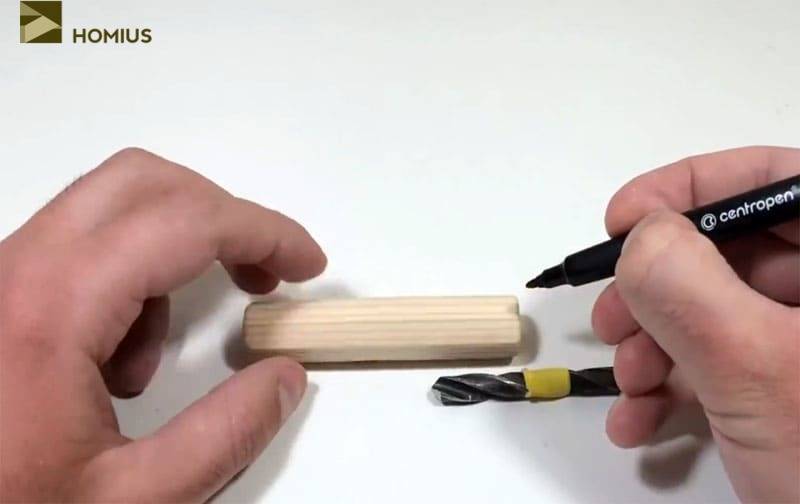 Označimo točke vrtanja lukenj za žice
Označimo točke vrtanja lukenj za žice
Vrtanje pod žicami je treba opraviti pod rahlim kotom - tako jih bo kasneje lažje raztegniti. Posledično bi se moralo izkazati tako, da žica vstopi s konca in se pod rahlim preponom položi naprej, do nasprotnega konca ročaja, na katerem bo nameščena konica spajkalnika.
 Vrtanje tanjših lukenj pod kotom za lažje polaganje žice
Vrtanje tanjših lukenj pod kotom za lažje polaganje žice
Zdaj se morate prepričati, da žice, ki se raztezajo iz vtičnice vzdolž ročaja, ne motijo pri delu s spajkalnikom. Da bi to naredil, sem od lukenj do roba, kjer se bo nahajal želo, izrezal utore. To je enostavno narediti z navadnim pisarniškim nožem. Seveda, če bi bil ročaj izdelan iz bora, bi bilo veliko lažje prerezati vlakna, vendar je bil tak material takoj "označen". Razlog za to je bil, da ni bil predviden dodatni premaz ročaja, kar pomeni, da je obstajala možnost, da bi se pri delu roke umazale v smolo.
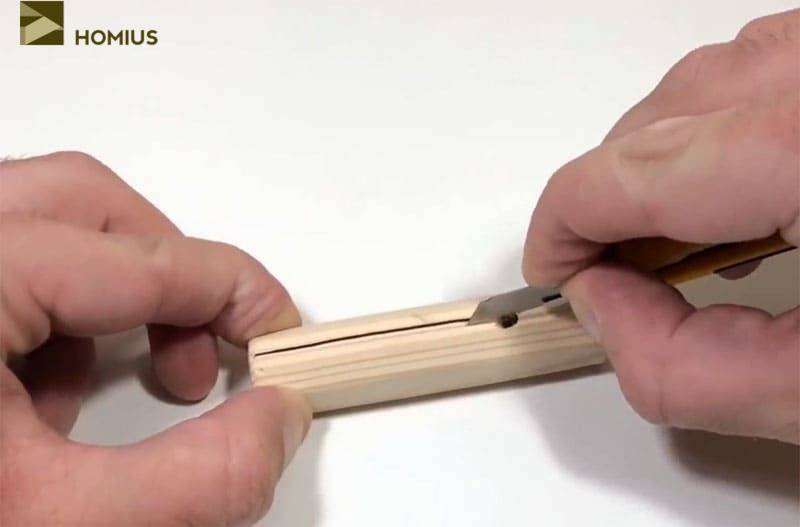 Izrežemo utore, v katere bo kasneje položena žica
Izrežemo utore, v katere bo kasneje položena žica
Ko so žlebovi izrezani, jih je priporočljivo nekoliko obdelati z navadno okroglo pilo za iglo. Dejansko naj bi kljub rokodelski izdelavi 12 V spajkalnika delovali, kar pomeni, da natančnost tukaj sploh ne bo odveč. Kot rezultat, smo dobili ročaj z luknjami na obeh straneh in utori za žico, ki je pripravljena za nadaljnje delo - sestavljanje polnila naprave za spajkanje žic.









 Ročaj je pripravljen, lahko začnete sestavljati
Ročaj je pripravljen, lahko začnete sestavljati
Izbira toka
Gre za spajkanje bakrenih delov.Za železo in aluminij obstajajo posebne kislinske sestave, to je tema za ločen material.
Pravzaprav je to osebna želja vsakega. Preizkusiti morate samo različne sestave in sami določiti najboljše. Nekomu je všeč spajkalna maščoba (konsistence kot mast), nekomu je všeč tekoči tok. Govorili bomo o tradicionalni kolofoniji.
Natančneje - kako pravilno spajkati z njim.
Ta fluks na osnovi borove smole ima odlične čistilne lastnosti. Zagotavlja mehansko in kemično čiščenje, poleg tega pa dobro ščiti površino pred oksidacijo pri segrevanju. Obstaja samo ena pomanjkljivost: kolofonija je v svoji čisti obliki trdna. To pomeni, da ga ni mogoče vnaprej nanesti na dele, ki jih je treba spojiti. Vendar pa je tehnologija
- ko se kolofonije dotaknemo s konico spajkalnika, na njej poberemo spajko;
- noge dela ali žice potopimo v tok s spajkalnikom (tali se), medtem ko je površina prekrita s tanko plastjo spajkanja;
- podobno nanesite spajko na mesto spajkanja;
- kositrni del (žico) povežemo z mestom spajkanja;
- dotaknite se toka s spajkalnikom, nato poberite spajko, jo ponovno potopite v kolofonijo;
- želo takoj prenesite na območje spajkanja.
Deli so na ta način spajkani že desetletja. Z določeno spretnostjo, omejitvami po izbiri materialov ni povezave. Ta tehnika je idealna za trening. Če ga obvladate, se bodo ostale metode zdele še lažje.
Kaj lahko nadomesti spajkalno kislino?
Ni veliko snovi, ki bi jih lahko obravnavali kot alternativo tej kislini. Nekatere od njih je enostavno pripraviti doma, čeprav ni vedno mogoče pridobiti želenih lastnosti.
Ena najpreprostejših in cenovno dostopnih snovi, ki jih je mogoče uporabiti namesto spajkalne kisline, je vodna raztopina navadnega aspirina. Če ga želite dobiti, morate samo vzeti tableto, jo zdrobiti za hitrejše raztapljanje, vliti v posodo z vodo in dobro premešati, dokler ne ostane niti en trdi delček. Uporaba nastale raztopine je podobna drugim vrstam fluksa. Nedvomna prednost takšne snovi je njena absolutna neškodljivost in varnost.
Uporabite lahko tudi citronsko ali ocetno kislino, vendar nista tako učinkovita kot spajkanje. Prodajajo se že v razredčeni obliki, zato z njimi niso potrebne dodatne manipulacije.
Druga možnost je koncentrirana klorovodikova kislina. Je ena glavnih sestavin prvotnega fluksa, vendar se lahko uporablja tudi za izdelavo spajkalne kisline doma. Zaradi svoje visoke agresivnosti vam omogoča, da se kakovostno znebite najrazličnejših vrst onesnaženja in zagotavlja zanesljivo zaščito. Vendar pa je nevaren za zdravje in lahko poškoduje občutljive dele, zato je treba te vidike upoštevati pri spajkanju.
Dobro se je izkazala aktivna spajkalna maščoba, ki se dobro spopada z onesnaženjem. Prav tako je njegova nedvomna prednost enostavna uporaba in enostavnost postavitve na površino izdelka. Vendar je tako kot spajkalna kislina zelo agresivna snov, ki predstavlja tveganje za zdravje ljudi in ni priporočljiva za uporabo s tankimi kovinskimi izdelki.
Vredna alternativa spajkalni kislini je fosforjeva kislina.Je enostaven za uporabo, cenovno ugoden, dobro se spopada z oksidi, maščobami in drugimi filmi in usedlinami, hkrati pa je nežen do kovin.
Če originalne spajkalne kisline ni pri roki, lahko samostojno pripravite zamenjavo zanjo doma. Seveda ne bo imela tako bogate sestave, vendar se bo še vedno odlično spopadla z nalogami, ki so ji dodeljene.
Navodila za tesnjenje majhnih lukenj
Ta metoda je primerna za tesnjenje majhnih lukenj. premer do 5-7 mm, na primer v posodi, ki pušča. Najprej morate skrbno očistiti območje okoli luknje. To naredite z brusnim papirjem, pilo ali naribano opeko. Če boste spajkali emajlirane izdelke, morate najprej odstraniti emajl za približno 5 mm okoli luknje. Če želite to narediti, pritrdite vogal nekega kovinskega predmeta na rob luknje in z rahlim udarcem s kladivom odtrgajte emajl.
Temeljito očistite golo kovino. Vzemite drobno sesekljano kolofonijo in z njo napolnite mesto spajkanja. V prisotnosti jedkane klorovodikove kisline izdelek premažite z njo. Na notranjo stran izdelka položite kos pločevine ali, še bolje, tretnik, na luknjo. Nato morate izdelek segreti. To lahko storite preko kerozinske ali alkoholne svetilke, peč primus, celo električni štedilnik. V primeru emajlirane posode je najbolj zaželena žgana peč. Zagotovil bo segrevanje majhnega dela izdelka in ne bo poškodoval preostalega dela sklenine. Počakajte, da se pločevinka stopi, in posodo odstranite z ognja. Staljeni kositer bo zagotovil močno in zanesljivo spajkanje.
Osnovni operativni postopki
 Tehnološki zemljevid ali diagram "pravilnega" spajkanja s spajkalnikom predlaga naslednji postopek za izvedbo operacij.
Tehnološki zemljevid ali diagram "pravilnega" spajkanja s spajkalnikom predlaga naslednji postopek za izvedbo operacij.
Pred neposrednim spajkanjem površine spajkanih predmetov očistimo močne umazanije in korozijskih nanosov, nato pa jih očistimo do značilnega sijaja.
Po tem se spajkalna mesta delov obdelajo s predhodno pripravljenim fluksom, s katerim je mogoče izboljšati pogoje za širjenje spajkanja po kontaktni površini.
Nato se blazinica ali območje spajkanja podvrže zaščitnemu kositriranju, katerega bistvo je, da nanje nanesemo staljeno spajko v tekoče stanje. Hkrati se potrošni material enakomerno porazdeli po površini delov, ki jih je treba spajkati, in zagotavlja nastanek zanesljive toplotne povezave.
Pri pripravi delov za kositriranje dajejo prednost pastoznim fluksom, ki se priročno nanašajo in zlahka sperejo. Pred obdelavo in spajkanjem se deli predhodno povežejo z mehanskim zvijanjem ali stiskanjem s kleščami.
Po pritrditvi se nanje ponovno nanese tok, nato pa se kontaktna točka segreje s hkratnim vnosom spajkalne palice (njegova sestava se lahko razlikuje od sestave materiala, ki je bil uporabljen za kositriranje).
Nemogoče se je naučiti, kako pravilno spajkati z lastnimi rokami, če se ne naučite, kako kositrirati konico spajkalnika. Za kositranje, potem ko se spajkalnik popolnoma segreje, je treba delovno konico trdno pritisniti na katero koli površino, prekrito s folijo, in z njo podrgniti staljeno kolofonijo s spajko.









To operacijo je treba ponavljati, dokler se na robovih bakrene konice ne pojavi značilen film spajkanja, ki zagotavlja dober oprijem na katero koli kovino.
Vprašanje, kako pravilno spajkati, se pojavi skupaj z zanimanjem, zakaj je spajkanje potrebno in kaj je z njim mogoče storiti. Včasih so spajkali predvsem lonce in samovarje, danes pa je mogoče spajkati tudi visokotehnološke stvari.
Značilnosti spajkanja kovin
Za kakovostno povezavo je pomembno upoštevati določena navodila, delo se razlikuje od spajkanja z navadno spajko. Spajkalna kislina se uporablja v mnogih primerih, pred delom je pomembno slediti korakom:
Spajkalna kislina se uporablja v mnogih primerih, pred delom je pomembno slediti korakom:
- Grobo umazanijo, oksidacijo kovine očistimo z brusnim papirjem ali pilo.
- Fluks se previdno nanese s čopičem ali posebnim razpršilnikom, raztopina je v tekočem stanju, zato se zlahka porazdeli po površini.
- Kositiranje se pojavi z nanosom spajkanja, izdelki so pritrjeni skupaj.
Po koncu postopka je potrebno odstraniti preostalo raztopino. To lahko storite z navadno milnico ali raztopino sode.
Če najdete napako, izberite del besedila in pritisnite Ctrl+Enter.
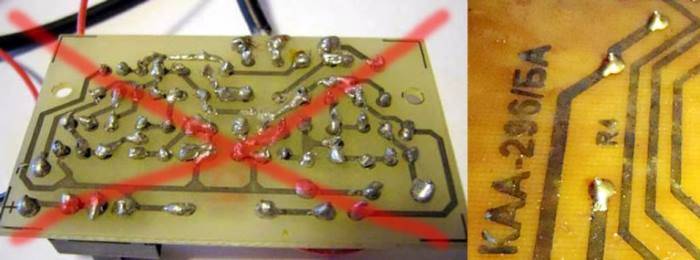
Možne okvare
 Najpogostejša okvara spajkalnika (ne glede na vrsto in moč) je izgorevanje navitja grelnika ali delni medsebojni kratek stik.
Najpogostejša okvara spajkalnika (ne glede na vrsto in moč) je izgorevanje navitja grelnika ali delni medsebojni kratek stik.
Kaže se v tem, da se spajkalnik sploh ne segreje, torej izgubi učinkovitost.
Zapiranje posameznih zavojev sčasoma praviloma vodi tudi do izgorevanja celotne spirale, ko navadna popravila ne pomagajo več, spiralo pa je treba popolnoma previti. Pod najugodnejšimi pogoji je lahko pomanjkanje segrevanja spajkalnika posledica naslednjih razlogov:
- slab stik na stičišču napajalne žice in koncev navitja (spirale);
- okvara omrežnega vtiča;
- zlom enega od jeder v sami vrvi.
Vse te okvare se odkrijejo z vizualnim pregledom ali s pomočjo testerja, vklopljenega v načinu "Continuity", po katerem se opravijo popravila.
Pomembna podrobnost je konica spajkalnika
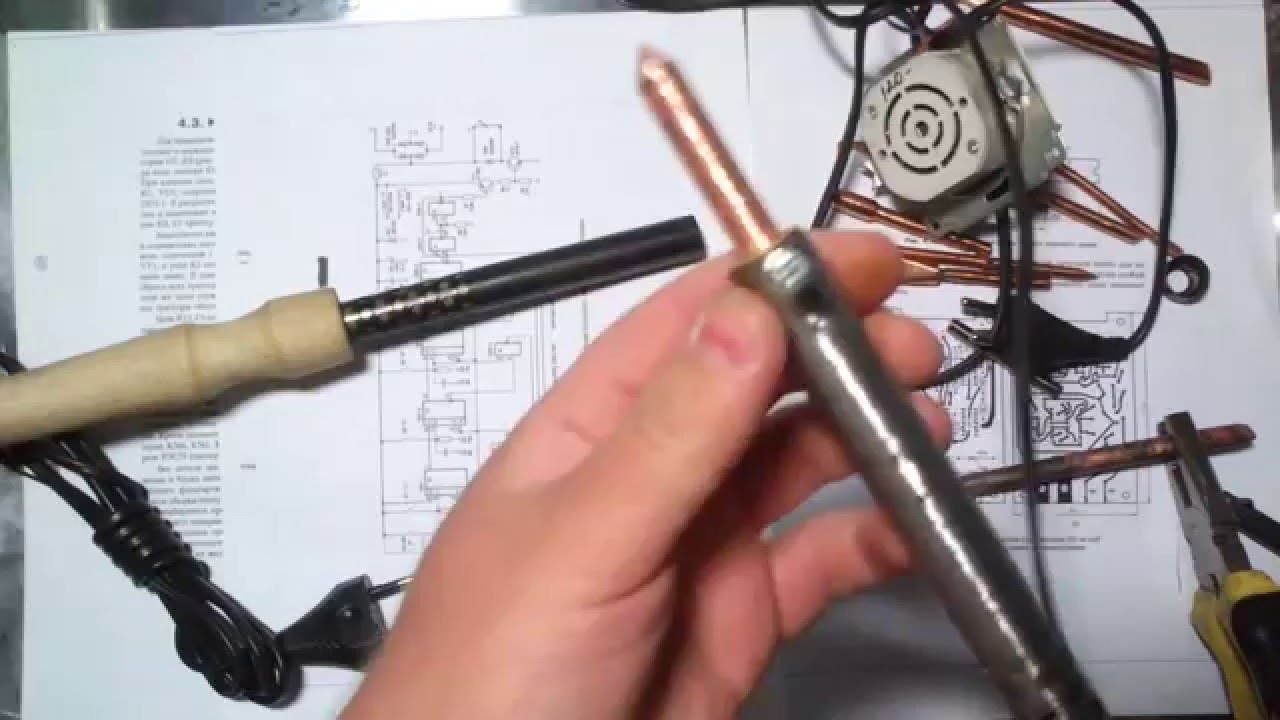
Kakovost spajkanja in udobje pri uporabi sta močno odvisna od konice, ki se uporablja v spajkalniku. Želo iz bakrene palice dobro prevaja toploto in se nanjo odlično oprime spajka. Toda pri segrevanju je tak želo nenehno prekrit z oksidi in zoglenel, zaradi česar zahteva stalno čiščenje.
Druga vrsta konice je nikljana kovinska palica. Odlikuje ga odsotnost neprijetnega nastajanja lestvice in je priročen pri nakitu z majhnimi detajli. Vendar ga ni mogoče očistiti, ker. to lahko privede do odstranitve prevleke in izgube lepilnih lastnosti za spajko.
Večina sodobnih spajkalnikov ima ostro stožčasto konico. Omogoča vam, da se varno dotaknete sosednje žice, da se približate nogi radijske komponente in jo obdelate.
Kompleti za spajkalnik so lahko opremljeni tudi s ploščatimi konicami. Ta oblika bolje prenaša toploto na masivni del in vam omogoča, da ga hitro segrejete in spajkate ali, nasprotno, spajkate.
Sposobnosti spajkanja
Priložnosti za pravilno spajkanje kovinskih delov in izdelkov je več kot dovolj. Na ta način se izvede veliko montažnih in popravil. Tukaj je nekaj najpomembnejših:
- možno je spajkati bakrene cevi, ki so del notranjih vodov toplotnih izmenjevalnikov in hladilnih enot;
- spajkalni elementi različnih elektronskih vezij;
- izvajati popravila, spajkanje nakita, očal;
- pritrdite karbidne rezalne vložke na držala orodja za obdelavo kovin;
- v vsakdanjem življenju se spajkanje pogosto uporablja tudi, ko je treba ravne bakrene dele pritrditi na metalizirane površine listov;
- sposobnost kvalitativnega kositriranja površin je lahko koristna za zaščito kovinskih konstrukcij pred korozijo.
Poleg tega je z obravnavanim postopkom mogoče spajkati dele iz kovin različne strukture, pa tudi zatesniti različne vrste togih spojev.
Končna montaža 12V spajkalnika
Za končno fazo montaže sta bila potrebna še 2 kosa tankega toplotno odpornega kambrika. Oblečeni so bili na "brčke" tankih bakrenih žic, na katere je bil pritrjen grelni element. Njihovi prosti konci so bili zasukani z žicami, ki so prihajale iz električne vtičnice. Po tem sem pomislil, da bi bilo lepo na ročico namestiti majhno preklopno stikalo, ki vam bo omogočilo, da izklopite napajanje grelnika, ne da bi izvlekli napajanje iz vtičnice ali vtičnice v ročaju spajkalnika. Ampak to je posebno. Če bo kdo od bralcev zbral takšno napravo, ne pozabite na to možnost.








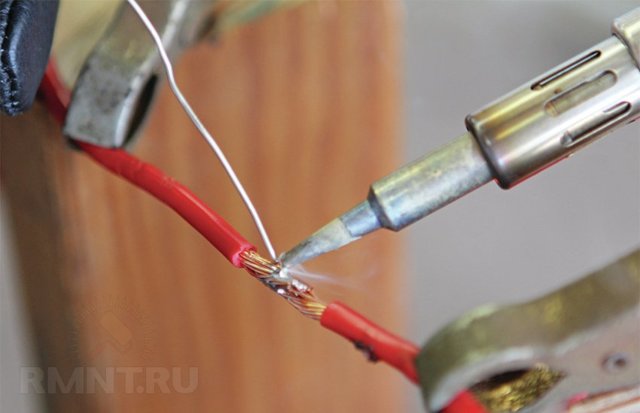

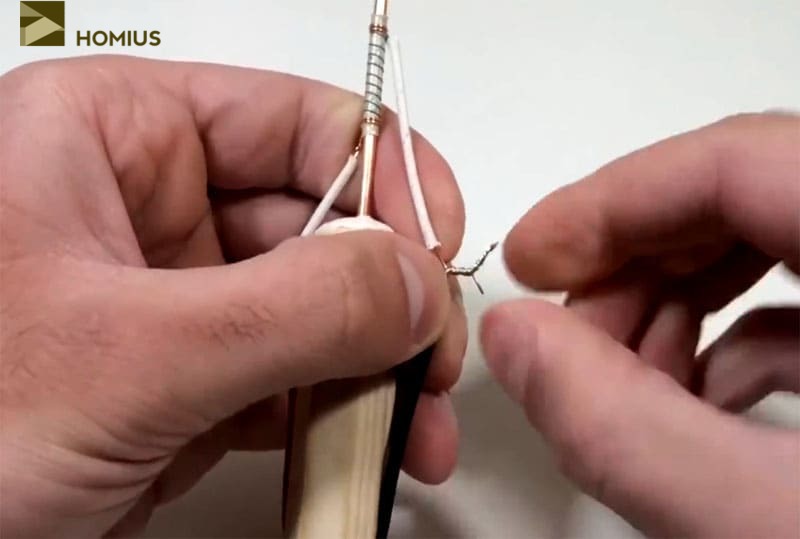 Žice zavijemo čim tesneje - stik mora biti dober
Žice zavijemo čim tesneje - stik mora biti dober
Usposabljanje
delovno mesto
Vedno spajkajo pri običajni splošni razsvetljavi (ne slabše od 500 luksov), po potrebi ustvarijo udobnejše pogoje, uporabijo vir lokalne razsvetljave.
Poskrbeti je treba za dobro prezračevanje.Najboljše rezultate doseže napa, v odsotnosti pa jih občasno spajkamo, da prezračujemo prostor pred hlapi kolofonije (vsako uro z intenzivnim delom).
Izbira spajkalnika po moči
Spajkanje s spajkalniki različnih zmogljivosti. Običajno se domneva, da:
- spajkalniki z nizko močjo (20 - 50 W) so priročni za delo z elektroniko, omogočajo spajkanje tankih žic;
- S 100-vatnim orodjem se spajkajo bakrene plasti z debelino največ 1 mm;
- 200 W ali več vam omogoča spajkanje tako masivnih delov, ki na začetku zahtevajo uporabo močnih spajkalnikov.
Moč naprave je enostavno oceniti vizualno: 50-vatni spajkalnik se izkaže za nekoliko večji od nalivnega peresa, medtem ko ima 200-vatni spajkalnik skupno dolžino približno 35-40 cm.
Spajkalnik za delo
Pred prvo uporabo Iz ohišja je treba odstraniti ostanke tovarniške masti. Izgorevanje vodi do pojava dima in neprijetnega vonja. Zato se spajkalnik vklopi skozi podaljšek in ga četrt ure izpostavi ulici skozi okno.
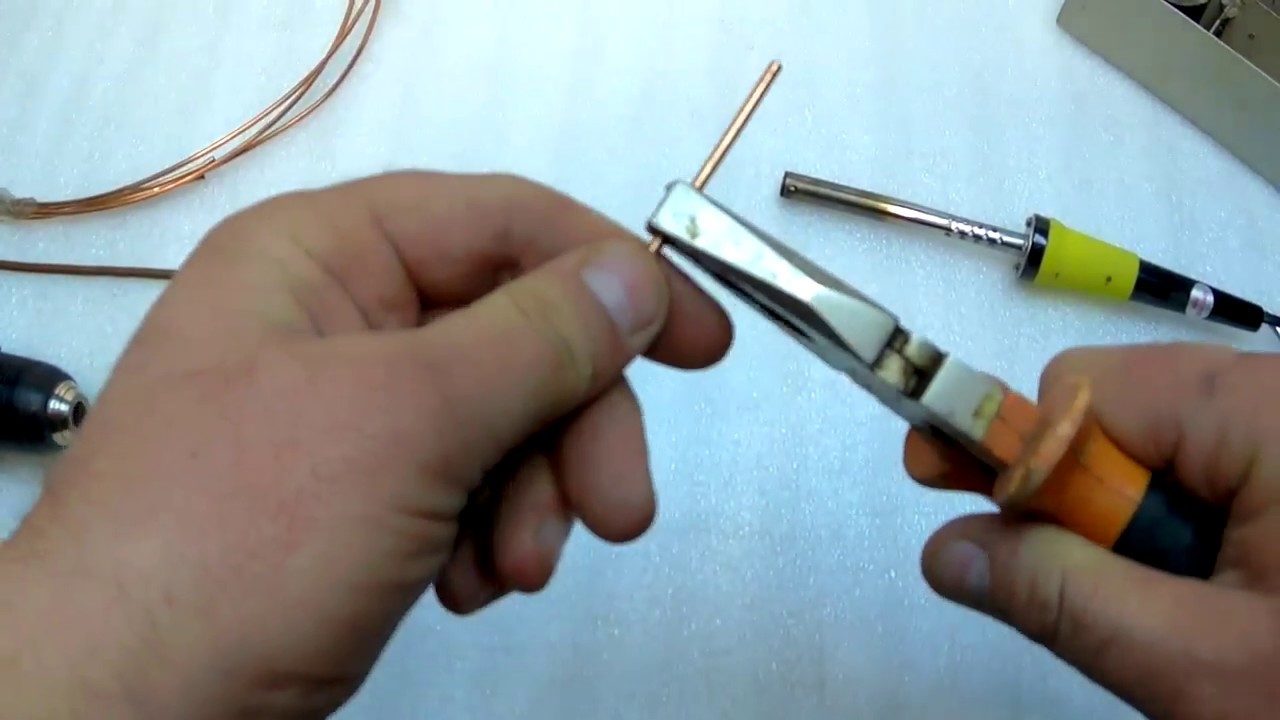
Nato se konica spajkalnika kuje s kladivom: bakreno tesnilo podaljša življenjsko dobo. Konica žela je oblikovana:
- pod kotom ali na rezu - za točkovno delo (primer je prikazan na sliki 5);
- v obliki noža - s takim želom je hkrati spajkanih več kontaktov (tipično za mikrovezja);
- posebno - spajkajo nekatere vrste radijskih komponent.
Slika 5. Primer univerzalnega ostrenja konice spajkalnika in pravilnega cinkanja njenega delovnega območja
Preden začnete spajkati, morate konico očistiti iz oksidnega filma. Ta postopek se izvaja z drobnozrnatim brusnim papirjem ali žametno pilo, pa tudi kemično: potapljanje v kolofonije. Očiščeno želo je kalajisano s spajkom.
Po potrebi lahko na točki spajkate z močnim spajkalnikom.Da bi to naredili, se na njeno konico navije bakrena žica s premerom 0,5 - 1 mm, ki s prostim koncem segreje spajko.
Deli za spajkanje
Spajkanje vedno v več fazah. Najprej pripravite površino kovinskega prevodnika:
- odstranitev oksidnega filma, ki mu sledi razmaščevanje;
- kositrnje (nalaganje plasti kositra na kontaktne površine).
Nato lahko dele povežete.
Očistite žice, ki so bile v uporabi.
Oksidni film odstranimo z datoteko, brusnim papirjem, rezilom noža. Pri gibkih žicah se vsaka žica obdela.
Izolacijo emajlirane žice odstranimo tako, da jo povlečemo po površini PVC cevi, na katero jo pritisnemo s segretim vbodom.
Znak pripravljenosti je enakomerno sijoča površina brez ostankov oksidnega filma.
Vedno so spajkani z razmaščevanjem, t.j. obrišite površino s krpo, ki ne pušča vlaken, ali krpo, navlaženo z acetonom ali belim špiritom.
Nove žice nimajo oksidnega filma. Servisirajo se takoj po odstranitvi izolacije.
Bakreni vodnik je treba cinkati pod fluksom, po segrevanju naj spajka prekrije kovinsko površino s tanko plastjo. V prisotnosti upognjenosti spajkanje ni priporočljivo, žica je nameščena navpično in poteka skozi spajkalnik od zgoraj navzdol. Odvečna staljena spajka nato teče v želo.
Če je potrebno spajkati aluminij, se postopki čiščenja in kositranja kombinirajo. Če želite to narediti, postavite žico, prekrito s kolofonijo, v brusni papir, jo segrejte s hkratnim vrtenjem.
Kakovost toka nekaterih vrst se zmanjša med dolgotrajnim skladiščenjem, pa tudi pod vplivom atmosferske vlage. Zato so takšni tokovi spajkani z dodatnim nadzorom roka uporabnosti.
To je zanimivo: Kako zvari navpični zvar za začetnike: razmislite z vseh strani
Spajkalna fosforjeva kislina
Izkušeni obrtniki - inženirji elektronike in domači radioamaterji vedo, da za kakovostno povezavo ne boste potrebovali le spajkalnika, temveč tudi dodatne pripomočke. Za spajkanje se uporablja fluks in spajka, slednja je izdelana na osnovi svinca in kositra, ki se pogosto ponuja v obliki žice. Značilnosti razmerja žice, pretoka se lahko razlikujejo v parametrih, odvisno od vrste izdelka.









Flux deluje kot druga komponenta, običajna oblika se uporablja v obliki kolofonije. Pomaga kvalitativno, hitro spajkati dele bakrene sestave, žice in druge materiale. Spajkalna kislina lahko deluje z materiali iz medenine, niklja, nerjavnega jekla itd.

Pripravljalna faza
 Preden se naučite pravilnih tehnik za ravnanje s spajkalnikom in spajkalnikom doma, morate opraviti poseben tečaj, ki vključuje učenje spajkanja in vsega, kar je pred tem postopkom. Učite se lahko sami, vendar pri obvladovanju dela z nakitom, zapletenimi elektronskimi vezji ne morete brez izkušenega mentorja.
Preden se naučite pravilnih tehnik za ravnanje s spajkalnikom in spajkalnikom doma, morate opraviti poseben tečaj, ki vključuje učenje spajkanja in vsega, kar je pred tem postopkom. Učite se lahko sami, vendar pri obvladovanju dela z nakitom, zapletenimi elektronskimi vezji ne morete brez izkušenega mentorja.
Z vidika organizacije procesa je spajkanje kovin s posebnimi spajkami niz operacij, ki so vsebinsko precej preproste. Vendar kljub navidezni enostavnosti ne morejo vsi prvič pravilno spajkati. Na prvem srečanju je nekaj težav, povezanih s pomanjkanjem jasne ideje, kaj in v kakšnem zaporedju narediti.
Priporočljivo je upoštevati določena pravila za pripravo na operacije spajkanja, katerih bistvo je naslednje:
- potrebno je izbrati pravo glavno delovno orodje za spajkanje;
- skrbite za izdelavo priročnega in funkcionalnega stojala, pripravite prostor, kjer boste morali večino časa spajkati;
- študent se mora založiti z ustreznim potrošnim materialom, brez katerega takšen postopek ne more (spojka, tekočina ali pasta fluks).

In končno, mora začetni uporabnik obvladati osnovne tehnološke metode spajkanja, ki vključujejo določeno zaporedje namenskih dejanj.
Spajkate lahko z električnim spajkalnikom, plinom gorilnik ali spajkalnik svetilka. Plošče, mikrovezja so običajno spajkana s posebnimi sušilniki za lase, toplotnimi postajami, ki zagotavljajo enakomerno ogrevanje. Izbira ene ali druge vrste orodja in stojala ali držala zanj je določena s temperaturnimi pogoji, pod katerimi naj bi izvajal delovne operacije.
Naslednja zahteva po naročilu vključuje pripravo obveznih komponent, ki vam omogočajo pravilno spajkanje katere koli kovinske povezave. Sem spadajo različne vrste spajk, aditivov za fluks in posebne tekočine za spajkanje, potrebne za izboljšanje njegove kakovosti (kolofonijske in alkoholne sestavke za kositriranje).
Vrste operacij spajkanja
Raznolikost načinov spajkanja je razložena s številnimi različnimi dejavniki, ki določajo kakovost in učinkovitost spajkanja. Takšni dejavniki vključujejo ne le vrsto spajkalne naprave in vrsto spajke, ki se uporablja v procesu, temveč tudi tehnološke značilnosti oblikovanja šiva. Za površinsko montažo delov na ploščo se morate naučiti pravilno uporabljati spajkalno masko.
V vsakem primeru morate za pravilno spajkanje poznati tališče kovine, s katero delate. Vpliva na izbiro orodja za spajkanje, pa tudi na tokove in spajke. V skladu z določenim parametrom so spajkalni materiali razdeljeni na taljive (do 450 stopinj) in ognjevzdržne (več kot 450 stopinj).



