- Tečaji za varilca
- Varjenje cevi
- Napake varilcev začetnikov
- Kako izbrati elektrode za varjenje
- Vžig obloka
- Kako zvariti šiv
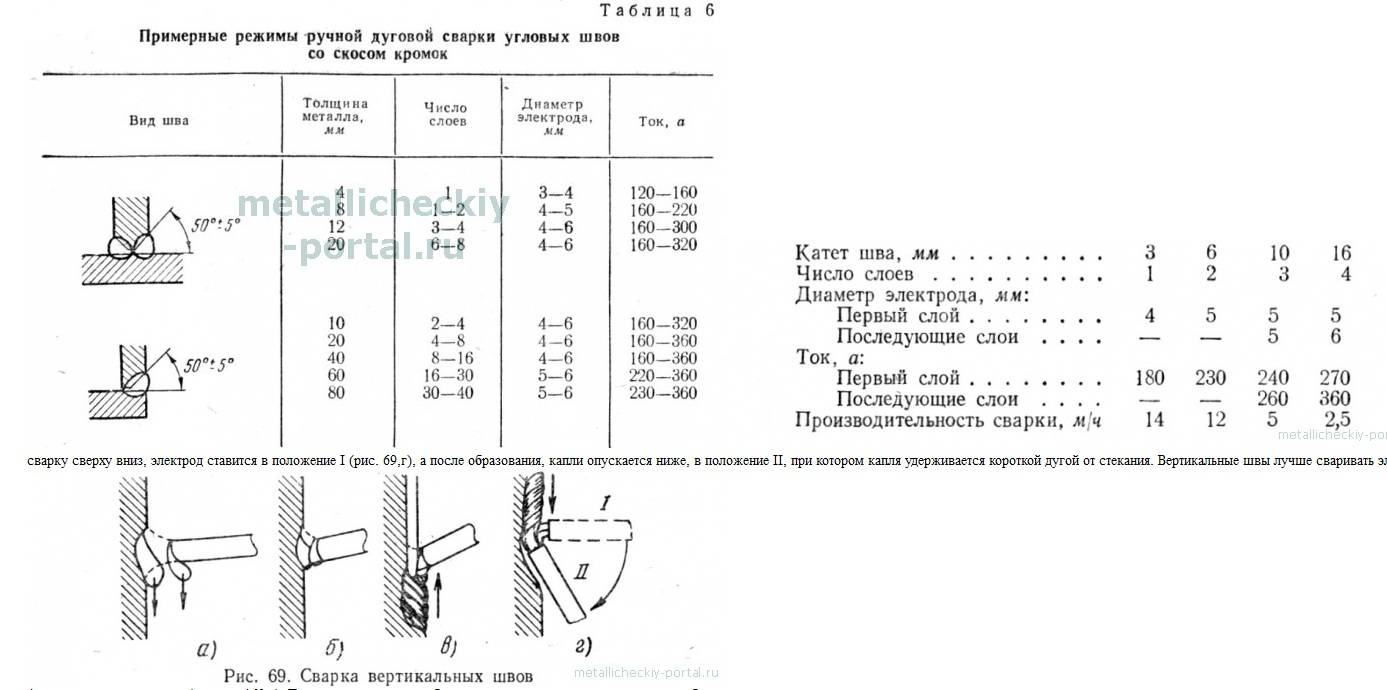
- Varjenje navpičnih šivov
- Kako variti vodoravni šiv
- Stropni šiv
- Varnostni ukrepi za električno varjenje
- Priprava na varjenje
- Nasveti: kako se naučiti kuhati z električnim varjenjem sami
- Tehnika ročnega obločnega varjenja. Kako kuhati z varjenjem
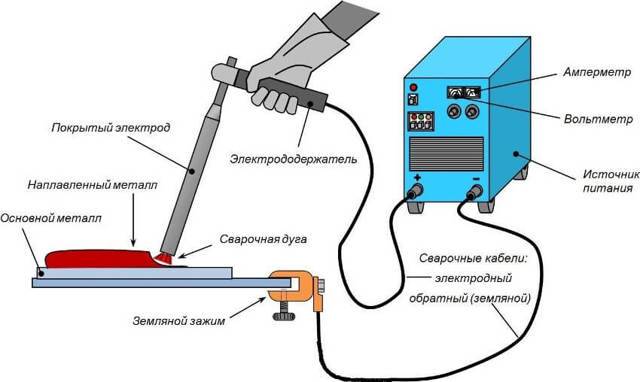
- Obločno varjenje
- polavtomatsko varjenje kovin z inertnim plinom (MIG)
- Orodja in oprema
- Vrste opreme
- Orodja in oprema
- Pogoste napake novincev
- Vrste varilnih strojev
- transformator
- pretvorniki
- Tehnologija električnega varjenja
- Kako prižgati lok
- Hitrost varjenja
Tečaji za varilca
Varjenje se lahko obvlada na posebnih tečajih. Usposabljanje varjenja na njih je razdeljeno na teorijo in praktične vaje. Študij lahko osebno ali na daljavo. Tečaji učijo tehnologijo varjenja za začetnike in druge pomembne modrosti. Pomembna je priložnost, da se naučite kuhati z varjenjem v praktičnih urah pod nadzorom učitelja. Študentje dobijo predstavo o razpoložljivi opremi za varjenje, izbiri elektrod, varnostnih pravilih.
Učite se lahko individualno ali v skupini.Vsaka možnost ima svoje prednosti. Pri individualnem študiju lahko obvladate le tista znanja, ki vam bodo lahko koristila v prihodnosti. Toda pri študiju v skupini je priložnost slišati analizo napak svojih sošolcev in tako pridobiti dodatno znanje.
Po opravljenih tečajih in opravljenih izpitih, ki potrjujejo pridobljeno znanje in praktične spretnosti, se izda potrdilo o odobrenem vzorcu.
Varjenje cevi
Z elektroobločnim varjenjem je možno izdelati vodoravni šiv, ki poteka po obodu cevi, in navpični, ki poteka ob strani, ter zgornji in spodnji šiv. Najbolj priročna možnost je spodnji šiv.

Jeklene cevi je treba variti od konca do konca, hkrati pa variti vse robove vzdolž višine sten. Med delovanjem je treba elektrodo namestiti pod kotom 45 stopinj - to se naredi, da se zmanjša dotok znotraj izdelkov. Širina šiva mora biti 2-3 mm, višina - 6-8 mm. Če se varjenje prekriva, je zahtevana širina že 6-8 mm, višina pa 3 mm.
Neposredno pred začetkom dela je treba izvesti pripravljalne postopke:
- Predmet morate očistiti.
- Če so robovi cevi deformirani, jih poravnajte ali odrežite s kotno brusilko ali s preprostim brusilnikom.
- Robove, kjer bo prešel šiv, je treba očistiti do sijaja.
Po pripravi se lahko lotite dela. Vse spoje je treba variti neprekinjeno, v celoti varjenje. Cevni spoji širine do 6 mm so varjeni v 2 slojih, s širino 6–12 mm v 3 slojih in s širino stene več kot 19 mm v 4 slojih. Glavna značilnost je nenehno čiščenje cevi iz žlindre, t.j.po vsaki končani plasti jo je treba očistiti žlindre in šele nato skuhati novo. Pri delu na prvem šivu je treba biti še posebej previden, treba je stopiti vse motnosti in robove. Prvi sloj skrbno preverimo za razpoke, če so prisotne, jih je treba stopiti ali razrezati in ponovno zavariti.
Vse naslednje plasti varimo s počasnim obračanjem cevi. Zadnji sloj je varjen z gladkim prehodom na osnovno kovino.
Napake varilcev začetnikov
Če se želite naučiti kuhati z električnim varjenjem, morate upoštevati glavne napake, ki jih naredijo začetniki:
- Prehitro premikanje elektrode, kar povzroči neenakomeren šiv.
- Prepočasno premikanje šiva, medtem ko v kovini nastanejo luknje in opekline.
- Preveč neenakomeren in raven šiv. Glavna napaka tukaj je v kotu elektrode.
- Odpoved kovine. To se zgodi, ker 5 mm reže med kovino in elektrodo ni bilo opaženo, torej je bila reža premajhna.
- V nasprotnem primeru, ko je reža prevelika, kovina ne prevre.
Vse zgoraj navedene napake so le najhujše. Še veliko je odtenkov, ki jih je mogoče razumeti le z izkušnjami.
Pri varjenju tankostenskih kovin ali profilov je potreben previden pristop k delu. Tanke dele lahko varimo tako, da nanesemo očiščeno elektrodo in varimo neposredno nanjo.
Varjenje neželeznih kovin je presenetljivo drugačno, saj zahteva druge elektrode. Prav tako je potrebno posebno zaščitno okolje. Zdaj lahko kupite univerzalne naprave, ki kuhajo skoraj vsako kovino.
Obstajajo tudi polavtomatske naprave za delo s tankostenskimi kovinami.Njegovo bistvo je v odlaganju posebne žice.
Kako izbrati elektrode za varjenje
Elektroda je kovinska palica, ki omogoča prevajanje toka do obdelovanca, ki ga želite variti. Obstajajo različne znamke elektrod, ampak za varjenje jekla, so primerne običajne elektrode za pretvornik s premerom 3 mm. Debelejša kot je kovina, večji je premer elektrod za varjenje.

Zelo pomembno je, da so elektrode za usposabljanje za varjenje kakovostne in seveda suhe. Pri uporabi vlažnih elektrod je tudi za izkušenega varilca zelo težko zagnati lok in ga ohraniti v stabilnem stanju.
Zato, če se odločite, da se naučite variti, morate za te namene uporabljati samo visokokakovosten potrošni material.
Vžig obloka
Nato morate vklopiti pretvornik. Ta najpreprostejši postopek za električno varjenje se izvede z vklopom preklopnega stikala. Trenutna vrednost je treba nastaviti z regulatorjem, ki ga je enostavno videti na sprednji plošči enote. Za izbrano elektrodo je primeren tok 100 A. Spustite masko in nadaljujte.

Najprej morate razviti spretnost vžiga loka. Z novo elektrodo se to naredi tako, da jo preprosto povlečete čez del. Zapomni si, kako prižigaš vžigalice. Če je bila elektroda že v uporabi, potem morajo potrkati po površini kovine. Dogaja se, da se elektroda v rokah začetnikov drži kovine. To je enostavno popraviti z ostrim nagibom elektrode na stran. V primeru, da ni bilo mogoče odtrgati, morate izklopiti pretvornik. Potem bodo slepe točke izginile same.





Vžgana elektroda tvori varilni lok. Če ga želite vzdrževati, se morate naučiti, kako vzdrževati razdaljo do kovine 3-5 mm.Pri približevanju lahko pride do kratkega stika, ki ga spremlja zlepljenje. Ko se odmaknete, bo lok izginil.
Kako zvariti šiv
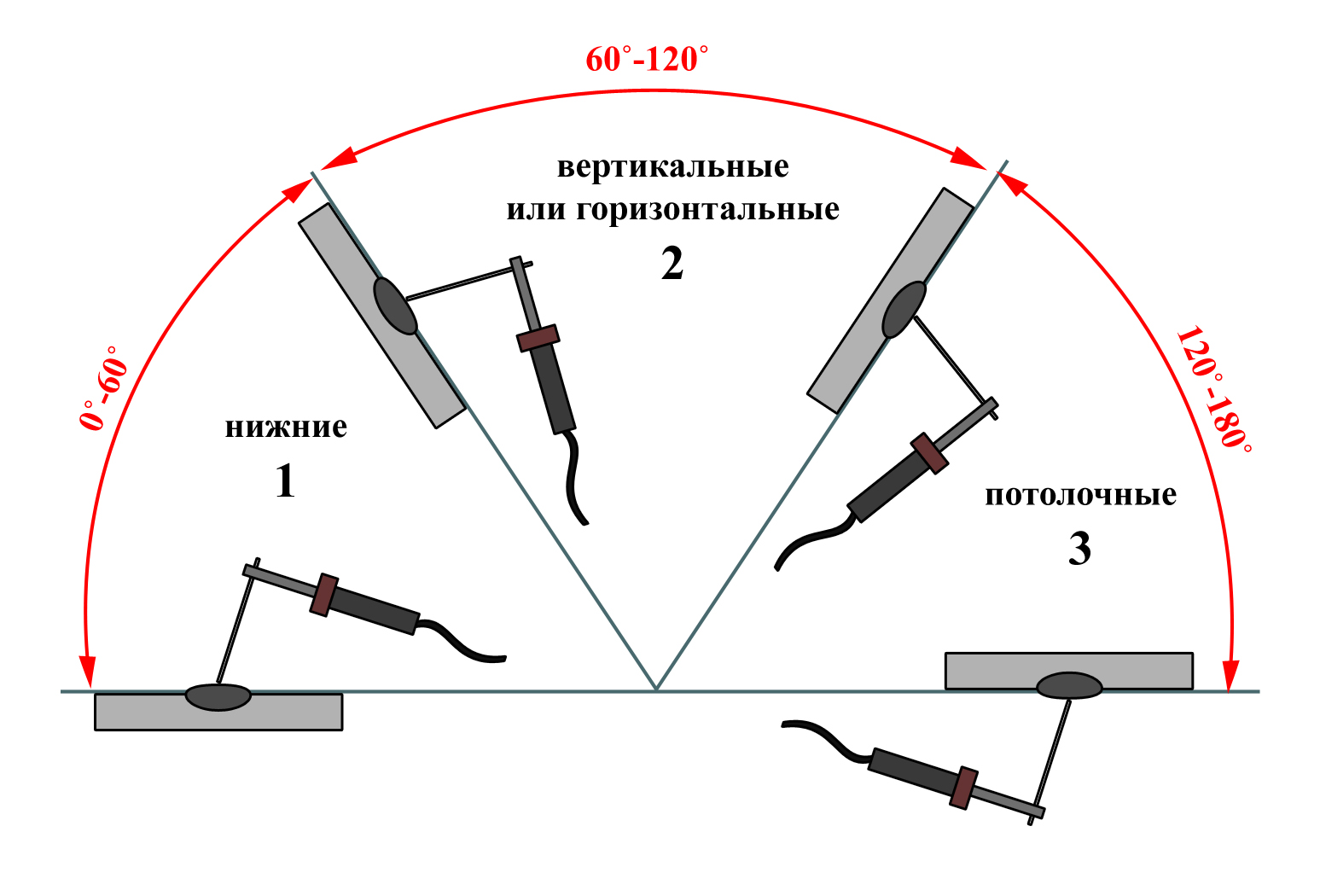
Pri varjenju v spodnjem položaju tudi za varilca začetnika ne nastanejo težave. Toda vse druge določbe zahtevajo poznavanje tehnologije. Vsako stališče ima svoja priporočila. Tehnika izdelave zvarov vsake vrste je obravnavana spodaj.
Varjenje navpičnih šivov
Med varjenjem delov v navpičnem položaju staljena kovina zdrsne navzdol pod delovanjem gravitacije. Da kapljice ne bi odletele, se uporablja krajši lok (konica elektrode je bližje zvarnemu bazenu). Nekateri mojstri, če elektrode dopuščajo (ne lepijo), jih praviloma naslonijo na del.
Priprava kovine (utoritev) se izvede v skladu z vrsto spoja in debelino delov, ki jih je treba variti. Nato so pritrjeni v vnaprej določenem položaju, povezani s korakom nekaj centimetrov s kratkimi prečnimi šivi - "klepi". Ti šivi ne omogočajo premikanja delov.
Navpični šiv je lahko varjen od zgoraj navzdol ali od spodaj navzgor. Bolj priročno je delati od spodaj navzgor: tako lok potisne varilni bazen navzgor in prepreči, da bi se spustil navzdol. Tako je lažje narediti kakovosten šiv.
Kako variti navpični šiv od spodaj navzgor: položaj elektrode in možni premiki
Ta video prikazuje, kako pravilno zvariti navpični šiv z električnim varjenjem s premikanjem elektrode od spodaj navzgor brez ločitve. Prikazana je tudi tehnika kratkega zvitka. V tem primeru se premiki elektrode pojavijo samo navzgor in navzdol, brez vodoravnega premika, šiv je skoraj raven.
Možno je povezati dele v navpičnem položaju z ločnim ločevanjem. Za varilce začetnike je to morda bolj priročno: v času ločevanja ima kovina čas, da se ohladi. S to metodo lahko elektrodo celo položite na polico varjenega kraterja. Lažje je. Vzorec gibanja je skoraj enak kot brez premora: od strani do strani, z zankami ali "kratkim valjčkom" - navzgor in navzdol.
Kako kuhati navpični šiv z vrzeljo, si oglejte naslednji video. Ista video vadnica prikazuje učinek trenutne moči na obliko šiva. Na splošno mora biti tok 5-10 A manjši od priporočenega za določeno vrsto elektrode in debelino kovine. Toda, kot je prikazano v videoposnetku, to ni vedno res in je določeno eksperimentalno.
Včasih je navpični šiv varjen od zgoraj navzdol. V tem primeru pri zagonu loka držite elektrodo pravokotno na površine, ki jih želite variti. Po vžigu v tem položaju segrejte kovino, nato spustite elektrodo in kuhajte v tem položaju. Varjenje navpičnega šiva od zgoraj navzdol ni zelo priročno, zahteva dober nadzor zvarnega bazena, vendar na ta način lahko dosežete dobre rezultate.
Kako variti navpični šiv z električnim varjenjem od zgoraj navzdol: položaj elektrode in gibanje njene konice
Kako variti vodoravni šiv
Vodoravni šiv na navpični ravnini se lahko izvede tako od desne proti levi kot od leve proti desni. Ni razlike, komu je bolj priročno, tako kuha. Tako kot pri varjenju navpičnega šiva se bo kopel spuščala navzdol. Zato je kot nagiba elektrode precej velik. Izbere se glede na hitrost gibanja in trenutne parametre.Glavna stvar je, da kopel ostane na mestu.
Varjenje vodoravnih šivov: položaj in premiki elektrode
Če kovina teče navzdol, povečajte hitrost gibanja in manj segrejte kovino. Drug način je prelom loka. V teh kratkih intervalih se kovina nekoliko ohladi in ne odteče. Tok lahko tudi nekoliko zmanjšate. Le vsi ti ukrepi se izvajajo postopoma in ne vsi naenkrat.
Spodnji video prikazuje, kako pravilno variti kovino v vodoravnem položaju. Drugi del videa o navpičnih šivih.
Stropni šiv
Ta vrsta varjenega spoja je najtežja. Zahteva visoko usposobljenost in dober nadzor zvarnega bazena. Za izvedbo tega šiva se elektroda drži pod pravim kotom na strop. Lok je kratek, hitrost gibanja je konstantna. Izvajajte predvsem krožne gibe, ki razširijo šiv.








Varnostni ukrepi za električno varjenje
Električno varjenje kovine ne spremlja samo sproščanje toplote, isker itd. Če z njim ravnate nepravilno, lahko zlahka dobite električni udar.
Zato, preden prvič vzamete držalo za elektrodo, izpolnite številne naslednje zahteve:
- Zaščitite oči. Za te namene obstajajo posebne maske za varilce ali njihove predhodnike, ščitniki s svetlobnimi filtri;
- Obvezno delajte v kombinezonu, izdelan mora biti iz negorljivih materialov, roke in noge morajo biti pokrite;
- Uporabljajte gumirane čevlje in rokavice, varilske gamaše. Tako zmanjšate tveganje električnega udara.
Ne smemo pozabiti, da je električno varjenje med drugim nevarno tudi zaradi električnega udara. Zato je nemogoče kuhati z varjenjem na ulici, ko celo rahlo dežuje. Prav tako ne morete kuhati v posodah iz goriva, plina itd.Za zaščito rok in nog vedno nosite gumirane kombinezone.

Danes se za varjenje v gospodinjstvu najpogosteje uporabljajo inverterji. To so lahke in mobilne naprave, ki lahko varijo jeklo, lito železo in nerjaveče jeklo.
Priprava na varjenje
Usposabljanje za električno varjenje je praktičen proces, ki zahteva nekaj usposabljanja. Najprej morate poskrbeti za varnost. Delo varilca je precej nevarno:
- Možnost opeklin zaradi brizganja staljene kovine;
- Zastrupitev s strupenimi izločki pri visokih temperaturah;
- Možnost električnega udara;
- Poškodbe oči, če ne nosite zaščitnih očal.

Prava izbira opreme in opreme za električno varjenje je ključ do varnega postopka. Za varilna dela boste potrebovali:
Obleka iz gostega blaga, ki popolnoma pokriva telo, roke in noge;
Za zaščito oči lahko uporabite posebna očala, vendar priporočamo, da ste pozorni na maske. Prav tako bodo zaščitili obraz in so varnejši v procesu varjenja;
Kakovostna oprema za varjenje;
elektrode;
vedro vode za odpravo morebitnih požarov;
Pravo mesto za varjenje
Bolje je ostati na prostem in odstraniti vse bližnje vnetljive predmete.
Sodobni trg predstavlja širok izbor električnih varilnih strojev, katerih raznolikost je razdeljena na tri glavne vrste:
- Transformator, ki pretvarja izmenični tok za varjenje. Ta vrsta varilnega stroja pogosto ne daje stabilnega električnega loka, vendar poje veliko napetosti;
- Usmernik se pretvarja v enosmerni tok iz potrošniškega omrežja.Te naprave omogočajo pridobitev električnega loka visoke stabilnosti;
- Pretvornik vam omogoča pretvorbo toka iz gospodinjskega omrežja v enosmerni tok za varjenje. Za te enote je značilna enostavnost vžiga loka in visoka zmogljivost.
Varjenje za začetnike: video vadnice - oglejte si in se naučite nians.
Začetnikom svetujemo, da izberejo elektrode, kot so trdne palice, ki so prevlečene s potrošno sestavo. Za začetnika varilca bo lažje narediti enakomeren šiv s takšnimi elektrodami. Velikost palic za začetnika je 3 mm.
Nasveti: kako se naučiti kuhati z električnim varjenjem sami
Kovinsko konstrukcijo je povsem mogoče zvariti sami v 1 dnevu, če veste, koliko elektrod potrebujete, katere morate uporabiti in pod pogojem, da izdelek ni prevelik.
In kaj še morate upoštevati, da se naučite kuhati sami:
Za varilca je pomembno, da ne le pravilno dela, ampak se nauči tudi osnov, zlasti, kakšen način delovanja je potreben za določen material, saj je kovina lahko jeklo, zlitine ali tkanine, kot je barva met .
Bodite prepričani, da preučite metode, s katerimi lahko naredite določen šiv.
Pri izbiri elektrod in varilne žice je treba pravilno pristopiti.
Če sprva ni treba postati strokovnjak najvišje kategorije, se lahko sami naučite varjenja, če gledate video vadnice, risbe s šivi in tudi preučujete nasvete strokovnjakov. Usposabljanje bo dolgo, a morda produktivno, še posebej, če boste postopoma poskušali izdelati šive, s čimer boste povečali količino delovnih izkušenj.

Mnogi ljudje raje uporabljajo resant, saj tehnika zdrži dolgotrajne obremenitve, kar vam omogoča, da zadevo hitro pripeljete do konca. Pri prvih poskusih dela z varjenjem je bolje uporabiti pravi pretvornik, šele nato z velikimi izkušnjami je mogoče s katero koli drugo napravo. Kar zadeva elektrode, je priporočljivo izbrati "3". So enostavni za uporabo, najpomembneje pa je, da ne obremenjujejo električnega omrežja.
Na splošno je varilna oprema razdeljena na vrste - transformator, usmernik, inverter. Zakaj priljubljenost ostaja za inverterji? So kompaktni, lahki in zelo enostavni za uporabo za začetnika. Pri prvih korakih k učenju varjenja je vredno vzeti enostavnejše vrste kovin in po možnosti enakomerne elemente, da ne bi zapletli naloge.






Pred varjenjem morate pripraviti:
- Vedro z vodo;
- Kladivo za vzbujanje žlindre;
- železna krtača;
- Maska, ki ščiti predel obraza in vratu;
- Rokavice iz posebne tkanine, impregnirane s sestavo za preprečevanje vžiga in izgorevanja platna;
- Posebna oblačila z dolgimi rokavi.
Ne pozabite, da je varjenje požarno nevarno, zato je strogo prepovedano biti v bližini vnetljivih ali vnetljivih predmetov, da bi izključili resne posledice.
Tehnika ročnega obločnega varjenja. Kako kuhati z varjenjem
Preden nadaljujemo s praktičnimi vajami, bi vas rad še enkrat spomnil na varnostne ukrepe. V bližini delovnega mesta ni lesenih delovnih miz in gorljivih materialov. Na delovno mesto obvezno postavite posodo z vodo. Zavedajte se nevarnosti požara.
Da bi ugotovili, kako pravilno variti z varjenjem, vam predstavljamo podrobna navodila in videoposnetek postopka varjenja.
Najprej poskusite zadeti lok in ga zadržati želeni čas. Če želite to narediti, upoštevajte naš nasvet:
- S kovinsko krtačo je potrebno očistiti površine delov, ki jih je treba variti, pred umazanijo in rjo. Po potrebi se njihovi robovi prilagodijo drug drugemu.
- Najbolje je, da se naučite pravilno kuhati z električnim varjenjem z enosmernim tokom, zato priključite "pozitivni" terminal na del, namestite elektrodo v objemko in nastavite želeno jakost toka na varilni napravi.
- Nagnite elektrodo glede na obdelovanec pod kotom približno 60° in jo počasi prenesite čez kovinsko površino. Če se pojavijo iskre, dvignite konec palice za 5 mm, da vžgete električni lok. Morda vam ni uspelo dobiti isker zaradi plasti prevleke ali žlindre na robu elektrode. V tem primeru tapnite del s konico elektrode, kot je predlagano v videoposnetku, kako pravilno variti z električnim varjenjem. Nastajajoči lok se vzdržuje s 5 mm varilno režo skozi celoten postopek varjenja.
- Če se lok prižge zelo nejevoljno in se elektroda ves čas drži kovinske površine, povečajte tok za 10-20 A. Če se elektroda zatakne, pretresite držalo od strani do strani, po možnosti celo s silo.
- Ne pozabite, da bo palica ves čas izgorela, zato vam bo le ohranjanje razmika 3-5 mm omogočilo, da ohranite stabilen lok.
Ko ste se naučili udariti lok, poskusite počasi premikati elektrodo proti sebi, medtem ko izvajate gibe z amplitudo 3-5 mm od strani do strani.Poskusite usmeriti talino od oboda proti sredini zvarnega bazena. Po varjenju približno 5 cm dolgega šiva odstranite elektrodo in pustite, da se deli ohladijo, nato pa s kladivom udarite na stičišču, da zrušite žlindro. Pravilen šiv ima monolitno valovito strukturo brez kraterjev in nehomogenosti.
Čistost šiva je neposredno odvisna od velikosti loka in pravilnega premikanja elektrode med varjenjem. Oglejte si videoposnetek o kuhanju z varjenjem, posnet z zaščitnimi filtri. V takšnih videoposnetkih lahko jasno vidite, kako vzdrževati lok in premikati elektrodo, da dobite visokokakovosten šiv. Lahko podamo naslednja priporočila:
- Zahtevana dolžina loka se vzdržuje s translacijskim gibanjem palice vzdolž osi. Med taljenjem se dolžina elektrode zmanjša, zato je treba držalo s palico nenehno približevati delu in pri tem upoštevati zahtevano razdaljo. To je tisto, kar je poudarjeno v številnih videoposnetkih o tem, kako se naučiti kuhati.
- Vzdolžno premikanje elektrode povzroči odlaganje tako imenovanega filamentnega valja, katerega širina je običajno 2-3 mm večja od premera palice, debelina pa je odvisna od hitrosti gibanja in jakosti toka. Navojni valj je pravi ozek zvar.
- Za povečanje širine šiva se elektroda premakne čez svojo linijo in izvaja nihajne povratne gibe. Širina zvara bo odvisna od velikosti njihove amplitude, zato se velikost amplitude določi glede na specifične pogoje.
Postopek varjenja uporablja kombinacijo teh treh gibov, da tvori zapleteno pot.
Po pregledu videoposnetka o varjenju z električnim varjenjem in preučevanju diagramov takšnih poti lahko ugotovite, katere od njih je mogoče uporabiti za prekrivanje ali čelno varjenje, z navpično ali stropno razporeditvijo delov itd.
Med delovanjem se bo elektroda slej ko prej popolnoma stopila. V tem primeru se varjenje ustavi in palica v držalu se zamenja. Za nadaljevanje dela žlindro podremo in zažgemo lok na razdalji 12 mm od kraterja, ki je nastal na koncu šiva. Nato se konec starega šiva zlije z novo elektrodo in delo se nadaljuje.
Obločno varjenje
Ročno obločno varjenje se pogosto uporablja v vseh sektorjih nacionalnega gospodarstva in v vsakdanjem življenju za spajanje elementov kovinskih konstrukcij. Njegove posebne lastnosti v primerjavi z drugimi vrstami varjenih spojev so:
- Relativno nizki stroški varilnega stroja in potrošnega materiala, ki so elektrode.
- Pridobivanje visokokakovostnih varjenih spojev običajnih vrst kovin, vključno z nerjavnimi zlitinami.
- Možnost opravljanja varilnih del na številnih težko dostopnih mestih - to olajšata majhna teža in enostavnost priključitve opreme na električno energijo.

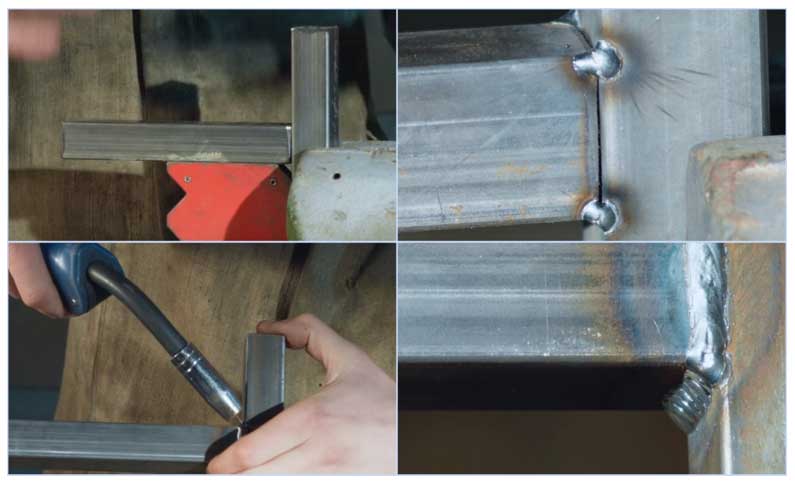
riž. 7 Varjenje tanke profilne cevi - vrsta šivov
Izvajanje del z električnim obločnim varjenjem je sestavljeno iz naslednjih korakov:
- Konci cevi so pripravljeni za varjenje, za to so očiščeni rje, nato pa so surovci nastavljeni na zahtevano razdaljo, da napolnijo šiv s kovino iz staljene elektrode, pogosto se za to uporabljajo posebne naprave.
- Varilni stroj se vklopi, nastavi zahtevani tok v skladu z vgrajenim indikatorjem, elektroda se vstavi v držalo, priključeno na varilni stroj, drugi konec je pritrjen na cev.
- Položaj delov, ki jih je treba variti med seboj, je fiksiran s točkovnim varjenjem (klepi), po katerem se izvede električno varjenje z uporabo zaščitnih oblačil, maske in rokavic varilca.
- Na koncu dela se lestvica podrti in šiv očisti s kovinsko krtačo.
polavtomatsko varjenje kovin z inertnim plinom (MIG)
Zahvaljujoč sodobnim tehnologijam je postalo mogoče na najpreprostejši način variti profile v domačih razmerah, kar ne zahteva veliko izkušenj in dolgoletnega usposabljanja kot varilec.
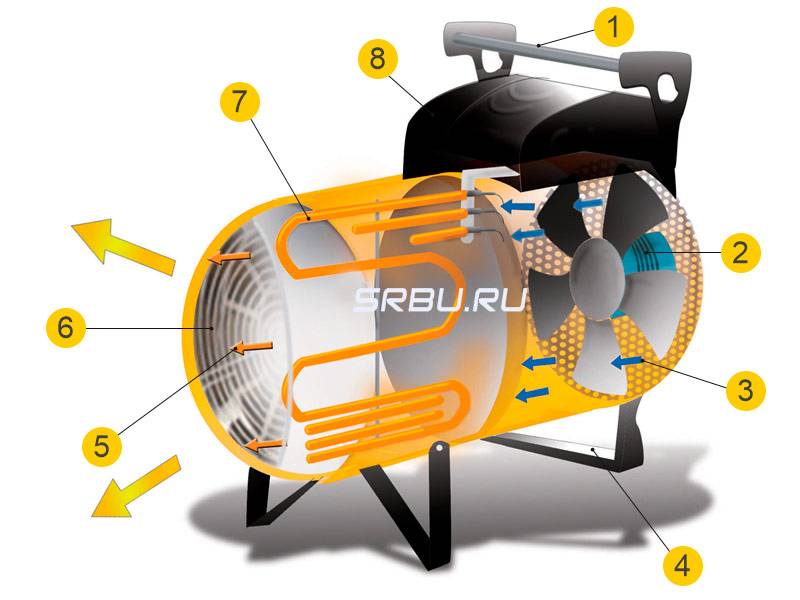
riž. 8 Kako deluje MIG
Polavtomatsko varjenje z inertnim plinom (MIG) je evolucijski korak v razvoju običajnega obločnega varjenja, v primerjavi s katerim ima naslednje prednosti:
- Namesto elektrode se skozi gorilnik v varilni bazen samodejno dovaja posebna žica s premerom od 0,6 do 1,2 mm, navita v kolute - to avtomatizira postopek in skrajša čas menjave elektrod.
- Skupaj z žico se skozi varilni tulec v gorilnik dovaja inertni plin (običajno mešanica ogljikovega dioksida in argona) - to preprečuje nastanek žlindre in izboljša kakovost zvara.
Zahvaljujoč tej tehnologiji ima polavtomatsko varjenje naslednje prednosti pred električnim obločnim varjenjem:
- Omogoča varjenje tankih obdelovancev debeline 0,5 mm.
- Kuha jeklo, nerjaveče jeklo, lito železo, aluminij in neželezne kovine.
- Pri opravljanju dela ni žlindre in praktično ni dima - to je manj škodljivo za zdravje, izboljša kakovost šiva v primerjavi z električnimi obločnimi metodami.
Pomanjkljivosti MIG vključujejo obsežnost (potrebna je masivna plinska jeklenka in sistem za dovod žice do gorilnika) in nezmožnost dela v močnem vetru, ki izpihuje plin iz varilnega območja.
riž. 9 Varjenje tankostenskih profilnih cevi v okolju inertnega plina
Orodja in oprema
Tehnika ročnega obločnega varjenja je razmeroma preprosta in se izvaja s pomočjo specializirane opreme in elektrod. Potrebovali boste tudi pomožno orodje in zaščitno opremo.





Vrste opreme
Obstajajo tri vrste naprav, ki se lahko uporabljajo za obločno varjenje z lastnimi rokami:
- transformatorji. Načelo delovanja takšnih naprav temelji na izmeničnem toku. Treba je opozoriti, da so precej težki, lahko povzročijo nenadne spremembe napetosti v splošnem električnem omrežju in so zelo hrupni. Na transformatorju je precej težko narediti enakomeren šiv, to lahko storijo le izkušeni varilci. Če pa so obrtniki začetniki usposobljeni za obločno varjenje z uporabo transformatorja, bo veliko lažje delati z drugo opremo;
- usmerniki. Delovanje naprav zagotavljajo polprevodniške diode. Enote te vrste pretvorijo izmenični tok v enosmerni. To so vsestranske naprave. Zanje so primerne skoraj vse elektrode in varjenje se lahko izvaja na različnih kovinah. V primerjavi s transformatorjem je postopek varjenja veliko lažji in stabilnost obloka se ohranja;
- pretvorniki. Delujejo skoraj tiho. Enostaven za uporabo zaradi kompaktnosti in avtomatskega sistema prilagajanja.Med delovanjem naprava proizvaja enosmerni tok velike moči s pretvorbo izmeničnega toka.
Med vsemi napravami se za najboljše štejejo pretvorniki. Ustvarjajo stabilen lok tudi med prenapetostmi in so večnamenski.
Orodja in oprema
Pred varjenjem z električnim obločnim varjenjem morate najprej pripraviti osebno zaščitno opremo in orodje:
- aparat za varjenje in elektrode zanj. Tisti, ki se šele učijo varilnih veščin, naj pripravijo več elektrod;
- pomožna orodja. Tehnika obločnega varjenja vključuje odstranjevanje žlindre, ki je nastala med varjenjem, za to pa potrebujete kladivo in krtačo za kovino;
- zaščitno obleko. Ne začnite z varjenjem brez posebne maske, rokavic in zaščitnih oblačil iz gostih materialov. Takšnih sredstev ni vredno zanemariti, saj je od njih odvisna človeška varnost.
Če prvič delate z napravo in se želite naučiti, kako pravilno variti z ročnim obločnim varjenjem, je priporočljivo predhodno pripraviti kovinske elemente za usposabljanje.
Pogoste napake novincev
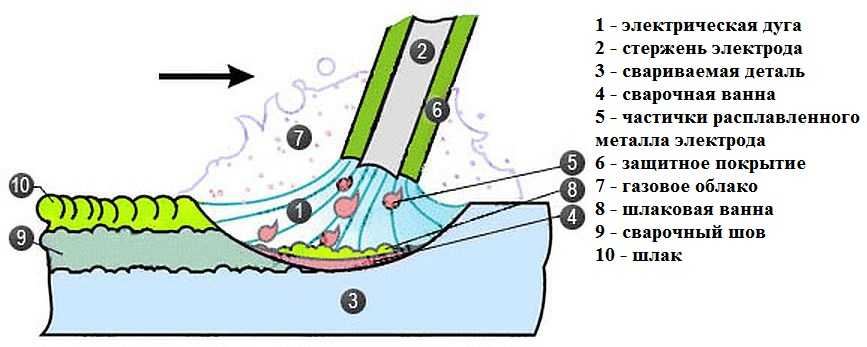
Shema obločnega varjenja.
Pri varilcih začetnikih je običajno, da delajo napake, povezane z nepoznavanjem osnov glede uporabe varilne opreme. Na primer, začetniki morda ne vedo, kako izbrati pravilno polarnost za varjenje z inverterjem, kar bo povzročilo slabo nastajanje povezave ali celo pregorevanje dela.
Razlikujemo lahko naslednje glavne napake:
- zanemarjanje varnostnih ukrepov;
- napačna izbira varilnega stroja;
- uporaba nekvalitetnih ali nepripravljenih elektrod;
- delo brez poskusnih šivov.
Za začetnike je treba posebej opozoriti na eno lastnost, če Resant kuhate z varjenjem. Ta oprema je zelo priljubljena, vendar ima kratke priključne kable, kar je lahko neprijetno za uporabo.
Vrste varilnih strojev
Na trgu je veliko število modelov varilnih aparatov različnih vrst.
Od vse njihove raznolikosti:
- transformatorji;
- usmerniki;
- pretvorniki;
- polavtomatski;
- avtomatski stroji;
- plazma;
V domači delavnici se najpogosteje uporabljajo transformatorji zaradi cenenosti in inverterji zaradi enostavnosti in enostavne uporabe. Ostalo zahteva bodisi posebne pogoje za delo, ki jih je mogoče doseči le v proizvodnji, bodisi posebno usposabljanje in dolgotrajno pridobivanje znanj.
transformator
Naprava takšnih naprav je izjemno preprosta - gre za močan padajoči transformator, v sekundarnem navitju katerega je vključen delovni električni tokokrog.

transformatorski varilni stroj
Prednosti transformatorja:
- nezahtevnost;
- preživetje;
- preprostost;
- poceni.
Pomanjkljivosti
- zelo velika teža in dimenzije;
- nizka stabilnost obloka;
- delo z izmeničnim tokom;
- povzroča prenapetost.
Takšna naprava od varilca zahteva spretnost in bogate izkušnje. Za poučevanje varilca začetnika, kako pravilno variti, ni primeren.
pretvorniki
Inverterska naprava ima veliko bolj zapleteno zasnovo. Inverterska enota večkrat pretvarja vhodno omrežno napetost, s čimer svoje parametre pripelje do zahtevanih. Zaradi transformacije visokofrekvenčnega toka so dimenzije in teža transformatorja večkrat manjše.

pretvornik
Prednosti pretvornika:
- majhna teža in dimenzije;
- stabilizirana napetost in tok v tokokrogu;
- dodatne funkcije proti sprijemanju in vročemu zagonu;
- zmožnost natančnega prilagajanja parametrov toka in loka;
- ne povzroča napetostnih sunkov v napajalnem omrežju.
Inverter ima tudi slabosti:
- visoka cena;
- nizka odpornost proti zmrzovanju.
Učenje pravilnega kuhanja je najbolje začeti z inverterjem. Stabilnost parametrov loka in dodatne funkcije, ki olajšajo zagon in preprečijo "lepljenje", bodo omogočile začetniku, da se osredotoči na šiv in hitro obvlada tehnologijo.



Tehnologija električnega varjenja
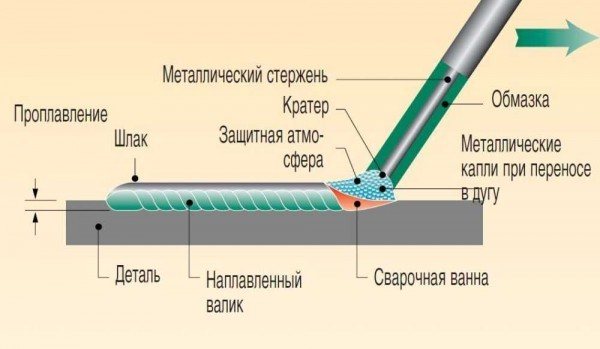
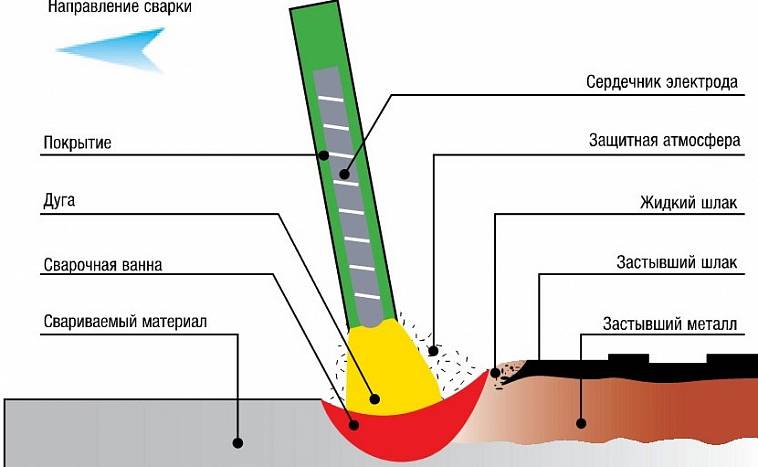
Električno varjenje je proces, ki nastane pod vplivom visokih temperatur, nad taljenjem kovine. Zaradi varjenja na kovinski površini nastane tako imenovani varilni bazen, ki je napolnjen s staljeno elektrodo in tako nastane varilni šiv.
Zato so glavni pogoji za izvedbo električnega varjenja vžig elektrodnega loka, taljenje kovine na obdelovancih, ki jih je treba variti, in z njo napolniti varilni bazen. Zdi se, da je v vsej preprostosti nepripravljeni osebi to zelo težko narediti. Najprej morate razumeti, kako hitro elektroda gori, kar je odvisno od njenega premera in jakosti toka, prav tako pa je mogoče razlikovati žlindro med varjenjem kovin.
Poleg tega je treba med varjenjem (od strani do strani) vzdrževati enakomerno hitrost in pravilno gibanje elektrode, tako da je zvar gladek in zanesljiv, sposoben prenesti obremenitve pri lomljenju.
Kako prižgati lok
Začetek razvoja električnega varjenja mora biti s pravilnim vžigom loka.Usposabljanje je najbolje opraviti na nepotrebnem kosu kovine, vendar ne sme biti zarjavel, saj bo to resno zapletlo nalogo in lahko zmedo varilca začetnika.
Obstajata dva preprosta načina za začetek loka:
- S hitrim dotikom elektrode na površino obdelovanca in jo nato povlečete na razdaljo 2-3 mm. Če dvignete elektrodo z zgornje kovine, lahko lok izgine ali postane preveč nestabilen;
- Udarite z elektrodo po površini obdelovanca, ki ga želite variti, kot da bi prižgali vžigalico. Kovine se je treba dotakniti s konico elektrode in jo potegniti 2-3 cm vzdolž površine (proti mestu varjenja), dokler se lok ne vname.
Druga metoda vžiga loka je najbolj primerna za začetnike električne varilce, saj je najpreprostejša. Tudi kratkotrajno vodenje po kovini segreje elektrodo, nato pa postane veliko lažje kuhati z njo.
Po vžigu loka ga je treba držati čim bližje površini obdelovanca, na razdalji največ 0,5 cm. Poleg tega mora biti ta razdalja ves čas približno enaka, sicer bo zvar biti grda in neenakomerna.
Hitrost varjenja
Hitrost elektrode je odvisna od debeline varjene kovine. V skladu s tem je tanjši, hitrejša je hitrost varjenja in obratno. Izkušnje s tem bodo prišle s časom, ko se boste naučili prižgati lok in začeli bolj ali manj kuhati. Spodnje slike prikazujejo ilustrativne primere, s katerimi lahko razumete, s kakšno hitrostjo je bilo varjenje.
Če počasi, se izkaže, da je varilni šiv debel, njegovi robovi pa so močno stopljeni.Če je, nasprotno, elektroda gnana prehitro, je šiv šibek in tanek, pa tudi neenakomeren. Pri pravilni hitrosti varjenja kovina popolnoma napolni varilni bazen.
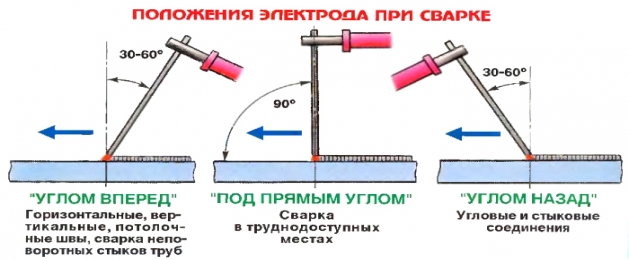
Poleg tega morate pri varjenju spremljati pravilen kot elektrode glede na kovinsko površino. Kot mora biti približno 70 stopinj in se lahko po potrebi spremeni. Med nastajanjem zvara je gibanje elektrode lahko vzdolžno, translacijsko in oscilatorno, od strani do strani.
Vsaka od teh tehnik vodenja elektrode vam omogoča, da dosežete želeni šiv, zmanjšate ali povečate njegovo širino in spremenite nekatere druge parametre.