
- Orodja za upogibanje cevi
- upogibna plošča
- Upogibanje trna
- Aplikacija za upogibanje profilov
- Upogibanje z ali brez domače opreme
- Pomožne metode za upogibanje cevi
- Kaj je mogoče upogniti in kaj ne
- Izbira pravega orodja
- Razvrstitev upogibnikov cevi
- Tehnologija upogibanja cevi
- Preprosti načini za upogibanje cevi
- Ročno upognjen
- Z uporabo vroče metode
- Uporabljamo polnila - pesek in vodo
- Metoda toplotne obdelave
- Polmeri upogibanja cevi
- Polmeri upogibanja cevi
- Kako delati z upogibom cevi doma
Orodja za upogibanje cevi
Vprašanje, kako upogniti cev brez upogiba cevi, ne bo povzročalo težav, če za izvedbo te operacije uporabite najpreprostejše naprave. Hladno upogibanje cevi lahko izvedete z naslednjimi napravami.
- V primerih, ko je treba upogniti mehko (aluminijasto) ali jekleno cev z višino profila največ 10 mm, se uporablja vodoravna plošča z luknjami, v katero so vstavljeni omejevalniki - kovinski zatiči. S pomočjo teh zatičev se izdelki upognejo glede na zahtevane parametre. Ta metoda ima dve resni pomanjkljivosti: nizko natančnost upogibanja, pa tudi dejstvo, da je pri njeni uporabi potrebno uporabiti velik fizični napor.
- Izdelke z višino profila 25 mm je najbolje upogniti z uporabo valjčnih napeljav. Cev je varno pritrjena v primežu in na njen del, ki ga je treba upogniti, s posebnim valjem deluje sila. Ta naprava vam omogoča boljši zavoj, vendar zahteva tudi fizični napor.

Možnost, kot pravijo, v naglici. Dolga vzvod te izjemno preproste naprave vam omogoča obvladovanje precej debelih cevi.
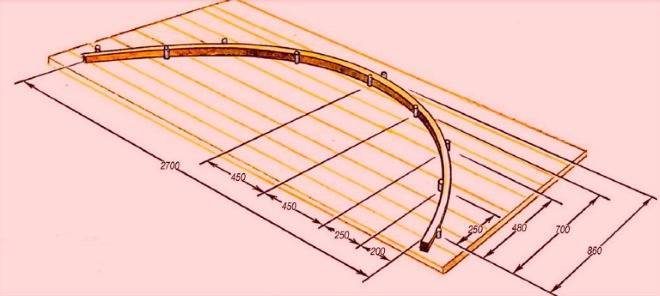
Za oblikovanje upogiba z velikim polmerom ukrivljenosti na jeklenih ali aluminijastih valovitih ceveh se uporabljajo fiksne zaobljene šablone, na katere so nameščene posebne spone za pritrditev izdelka. Na takšni napravi se cev upogne tudi ročno, s silo pa se položi v utor šablone, katere oblika natančno ustreza zahtevanemu polmeru upogibanja.

Vezane plošče in kovinske sponke so vse, kar potrebujete za izdelavo predloge za upogibanje
upogibna plošča
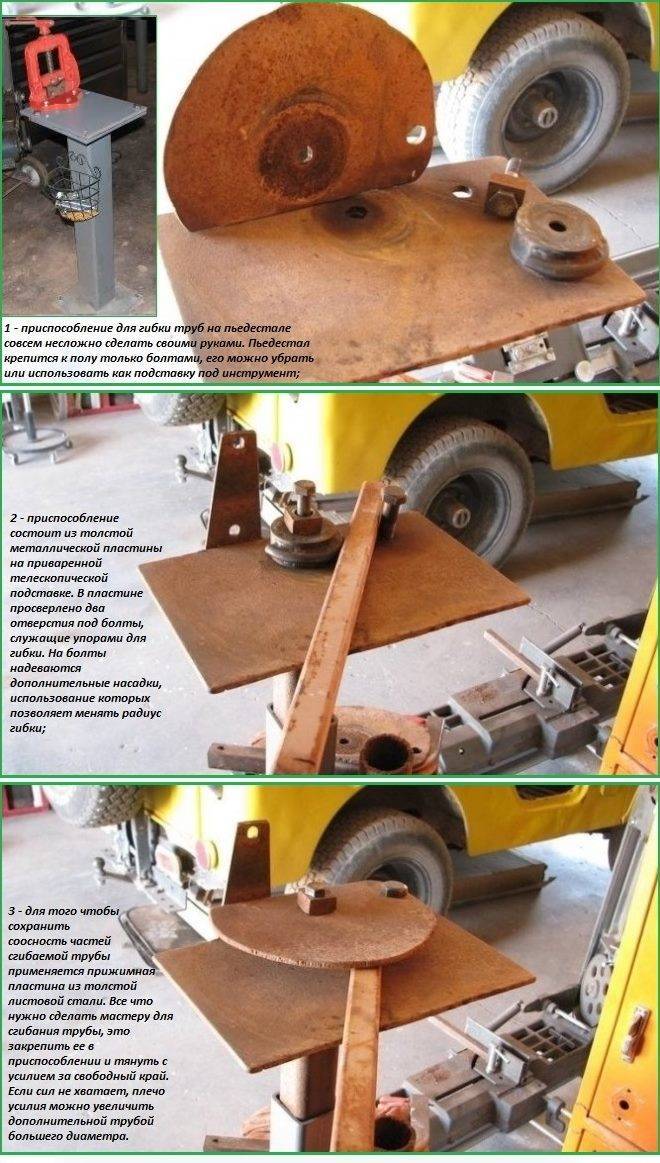
Za učinkovito upogibanje jeklenih ali aluminijastih cevi doma lahko izdelate nadgrajeno upogibno ploščo po naslednjih smernicah.
- Vlogo takšne plošče ima plošča, ki je izrezana iz pločevine velike debeline.
- Tako izdelana plošča je privarjena na stojalo, ki je nameščeno na posebnem podstavku.
- V plošči sta izvrtani dve luknji, potrebni za namestitev vijakov, ki služijo kot zapora za profilno cev.
- Na enem od zapornih vijakov je nameščena posebna šoba, s pomočjo katere se prilagodi upogibni polmer.
- Da bi zagotovili poravnavo odsekov cevi, ki mejijo na ovinek, je nad obdelovancem nameščena kovinska plošča, pritrjena s sorniki.
Upogibanje trna
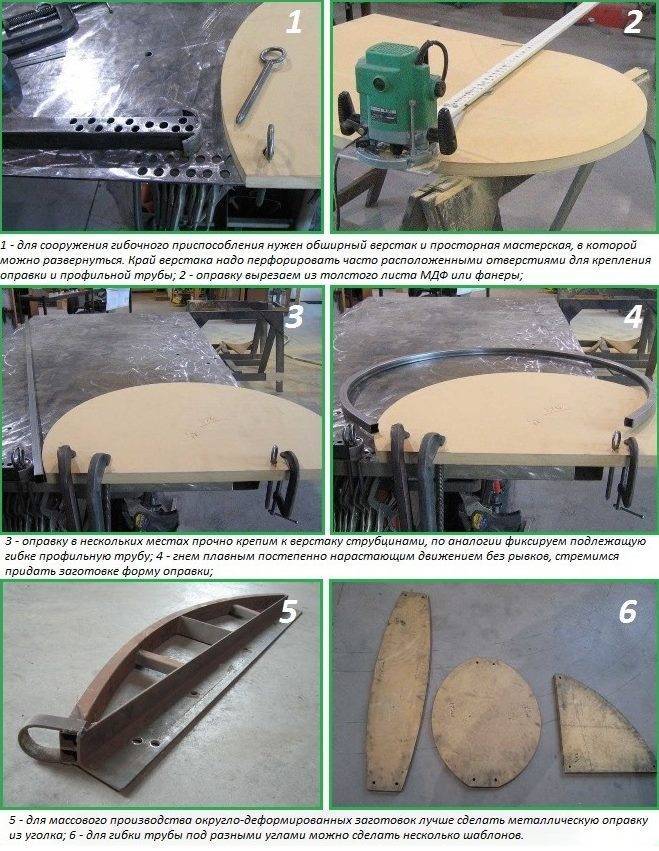
Za upogibanje profilnih cevnih izdelkov doma, katerih višina stene ne presega 25 mm, je mogoče izdelati poseben trn. Za te namene je bolje uporabiti celotno delovno mizo, na površini katere bo dovolj prostora za takšno napravo. Za izbiro optimalne lokacije elementa, ki pritrdi upogljivo cev, se na enem koncu delovne mize naredijo pogosto nameščene luknje. Za zagotovitev zahtevanega polmera upogiba valovite cevi je odgovorna posebna šablona, ki je lahko izdelana iz debele vezane plošče ali kovinskega vogala, če jo boste pogosto uporabljali.
Aplikacija za upogibanje profilov
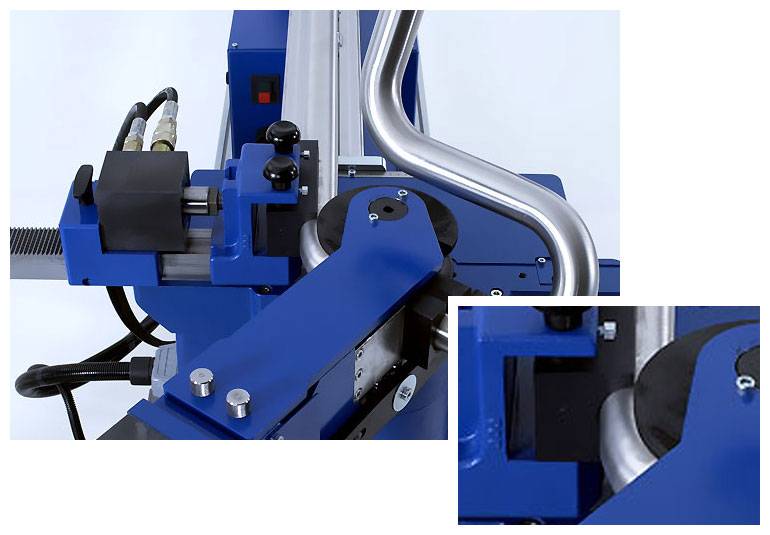
Seveda, če imate veliko dela na upogibanju profilnih cevi, je bolje, da za to naredite poseben stroj, katerega risbe je enostavno najti na internetu. Tega vprašanja tukaj ne bomo analizirali, saj je v člankih na spodnjih povezavah obravnavano več kot podrobno.

Brez takega stroja ne morete, tudi če morate upogniti cevi z velikim profilnim odsekom. Glavna delovna telesa takšnega stroja, za katerega je značilna široka vsestranskost, so trije zvitki, od katerih sta dva pritrjena negibno, s spreminjanjem položaja tretjega pa se prilagodi polmer upogibanja izdelka. Kot pogon za takšno napravo se uporablja verižni pogon in ročaj, ki ga vrti upravljavec.
Ukrivljene cevi bodo morda potrebne pri namestitvi ogrevalnih naprav, vodovodnih napeljav, pri nameščanju cevovodov v hiši itd. Če še niste kupili potrebnih kosov cevi, ki so že upognjeni, jih lahko upognete sami doma.Edina stvar, ki lahko gre narobe, je upogibanje cevi navznoter in njen zlom, saj pri upogibanju kovine izdelka doživi tako stiskanje kot napetost hkrati. In da se to ne bi zgodilo, se morate držati naslednjih nasvetov.
Upogibanje z ali brez domače opreme
Ta možnost je pogosta, saj je dvigalka zelo priljubljeno orodje, ki ga ima večina voznikov. Idealen je za upogibanje valjane kovine doma. Po načelu delovanja je ta metoda podobna upogibu cevi za samostrel. Cev je pritrjena na treh točkah, od katerih sta dve omejevalnici, tretja pa je dvigalka.
Uporaba kotne brusilke (brusilke) za upogibanje oblikovanih cevi
Ta metoda deluje s pravokotnim profilom. Vzdolž treh sten je narejenih več rezov, četrta ostane nedotaknjena. Zaradi videza rezov se cev zlahka upogne, nato pa so rezi varjeni in polirani.







![§ 29. Upogibanje cevi [1980 Makienko N.I. - splošni kleparski tečaj]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Domači valjčni upogib cevi
Odličen za pridobitev krivine velikega premera na profilni cevi. Primerno je, da na primer upognejo cev za rastlinjake. Kos kovine je pritrjen na valje, stisnjen in valjan. Nato se spet zategne in se spet zvije. Rezultat je velik enakomeren polmer upogibanja.
Pomožne metode za upogibanje cevi
Polnjenje
V cev je nameščeno polnilo, ki zapolni notranji prostor. V tem primeru so konci tesno zaprti, za to lahko uporabite varjenje. Uporaba polnila vam omogoča, da "popravite" notranji volumen.Pri upogibanju se izogibajte pojavu "valov", "naborov" na notranji strani vogala in naredite upogib bolj gladek. Kot polnilo se pogosto izbere čisti kremenov pesek.
Toplota. Povečanje duktilnosti kovine med upogibanjem
Ogrevana kovina postane mehkejša, višja je njena temperatura. Kovinske cevi se segrevajo s plinskimi gorilniki, indukcijskim ogrevanjem, pa tudi na katero koli drugo razpoložljivo metodo. Temperatura ogrevanja je odvisna od kovine. Nizko legirano in navadno standardno jeklo se segreje do ~500 stopinj Celzija.
S temi metodami lahko z lastnimi rokami upognete kovinsko cev doma brez uporabe specializirane opreme in dobite dobre rezultate.
Kaj je mogoče upogniti in kaj ne
Mnogi rojaki se sprašujejo, ali je mogoče polipropilenske cevi upogniti in kako to storiti pravilno ().
Razmislite, kateri materiali so podvrženi mehanskim deformacijam brez poseganja v kasnejše delovanje in kateri ne.
Možno je upogniti skoraj vse kovinske izdelke, vključno z aluminijastimi, bakrenimi in jeklenimi cevmi različnih premerov. Težje je spremeniti konfiguracijo nerjavnega jekla in podobnih trdih zlitin.
Za pravilno deformacijo vseh kovin brez izjeme je potreben poseben stroj za upogibanje cevi. Uporaba posebnega stroja ne bo zagotovila le optimalne kakovosti ovinka, temveč vam bo omogočila tudi izvedbo naloge z minimalnim fizičnim naporom.
Nekateri vodovodarji, da bi prihranili armature, segrejejo polipropilen z industrijskim sušilcem za lase in ga upognejo v želeno obliko.To je nepraktično, saj bo zaradi deformacije v kombinaciji s segrevanjem ukrivljena plastična cev imela neenakomerno debelino stene na zunanjem in notranjem polmeru.
Posledično bo delovanje zgrajenega vodovoda kratkotrajno, saj se bodo pod pritiskom tekočega medija sčasoma v tanki steni pojavile razpoke.
Izbira pravega orodja
Vzmet je učinkovito orodje za delo s kovinsko plastiko. Vzmeti na trgu so dveh vrst: zunanje in notranje. Obe vrsti orodja odlikuje dostopna cena. Orodje je treba izbrati glede na zunanji ali notranji premer cevi.
Naprava je izdelana iz poliranega jekla. Gladka površina tuljav vam omogoča, da odstranite vzmet iz upognjene cevi. Uporaba vzmeti omogoča zagotovitev enakega prečnega prereza v celotnem ovinku.
Upogibanje cevi je širok nabor strojev ali naprav, namenjenih deformiranju valjane kovine, ob upoštevanju zahtevanega upogibnega kota in polmera. Naprave se aktivno uporabljajo pri gradnji cevovodov za različne namene različnih konfiguracij in velikosti.
Razvrstitev upogibnikov cevi
Vsi sodobni cevni upogibniki izpolnjujejo naslednje zahteve:
- možnost upogibanja pod kotom do 180 stopinj;
- sposobnost dela s cevmi iz različnih materialov, vključno z aluminijem, bakrom, jeklom in polimernimi sestavami.
Takšna oprema je glede na vrsto uporabljenega pogona razdeljena v naslednje kategorije:
- Ročne modifikacije
, praviloma se uporabljajo za delo s cevmi majhnega premera.Napravo poganja ovratnik, na katerega je močan mišični napor. - Hidravlične modifikacije
je najboljša izbira za delo s cevmi, katerih premer ne presega 3 palcev. Delovanje hidravličnih naprav vam omogoča delo s cevmi brez pretiranega fizičnega napora. Na trgu so mobilni in stacionarni hidravlični upogibalniki cevi. - Elektromehanske modifikacije
predstavljen na trgu z univerzalnimi napravami, ki so zasnovane za visoko natančno upogibanje. Glavna prednost takšnih upogibnikov cevi je zmožnost dela s tankostensko valjano kovino brez nevarnosti poškodb.
Glede na način upogibanja in konfiguracijo delovnega dela je orodje lahko:
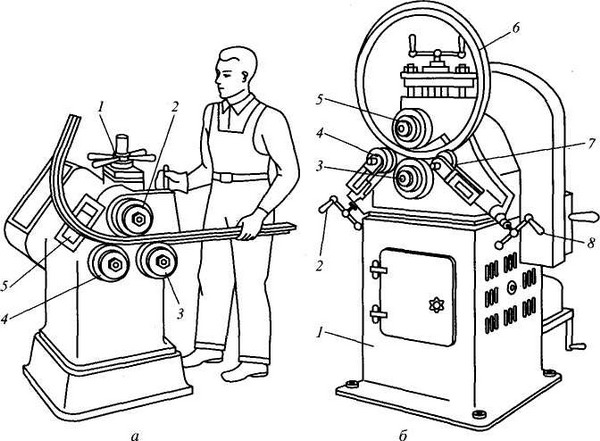
Samostrel
, kjer se kot deformacijski element uporablja zamenljiv kovinski vodilni kalup, ki je izbran za določen premer cevi.

Segment
, kjer valjano kovino vleče poseben segment, ki ovije cev okoli sebe.

Na fotografiji - stroj za trne
Dornov
, kjer se dela z valjano kovino izvajajo tako od zunaj kot od znotraj cevi. Ta funkcija omogoča, da se naprava uporablja za spreminjanje konfiguracije tankostenskih cevi brez nevarnosti, da bi se kovina zlomila ali zmečkala vzdolž notranjega premera.








Tehnologija upogibanja cevi
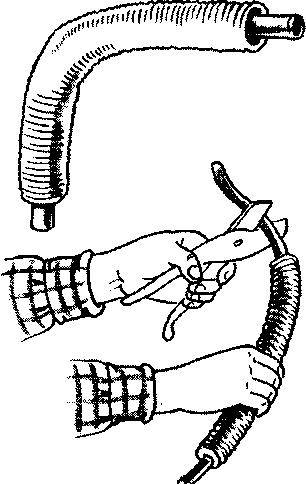
Navodilo za spreminjanje konfiguracije cevi s pomočjo zunanje vzmeti je naslednje:
- Vzmet je nameščena na kovinsko-plastično;
- Nato cev primemo z obema rokama na razdalji 20 cm od vzmeti in upognemo, dokler ne dobimo želenega kota;
- Ko dosežemo želeni kot, se vzmet vrti okoli svoje osi in se odstrani.

Uporaba notranje vzmeti je drugačna po tem, da se naprava vstavi z roba cevi, kjer jo lahko nato izvlečemo.
Upognjen konec cevi je mogoče dobiti z upogibom cevi. V tem primeru je naprava v skladu s svojo modifikacijo konfigurirana na zahtevane parametre. Nato se cev vstavi v sprejemno režo in napravo poganja en ali drug pogon.
Preprosti načini za upogibanje cevi
Ročno upognjen
Ne obupajte, če morate namestiti zapleteno strukturo z uporabo ukrivljenih cevi, vendar ni na voljo nobenega profesionalnega orodja. Tudi če vnaprej ni bilo mogoče kupiti surovcev z želenim kotom upogibanja, lahko dele za delo izdelate sami, doma in z minimalnim orodjem.
Kako ukrepati? Z rokami primite strukturo, jo trdno držite in postopoma upognite. Pazite, da ne poškodujete dela. Gladko, centimeter za centimetrom, se premikajte po dolžini cevi. Manipulacijo morate ponoviti v 5-6 pristopih. Ročno delo ni primerno v vseh primerih, saj je na primer upogibanje aluminijaste cevi veliko lažje kot narediti enako s kovinskim izdelkom.
Cev se lahko upogne brez upogiba cevi - ročno
Ročna metoda je učinkovita pri delu s cevmi s premerom 16-20 mm. Z večjim rezom se bo postopek raztegnil in bo bolj naporen, vendar je to resnično.
Z uporabo vroče metode
Ugotovili smo aluminij, a kako sami upogniti kovinsko cev, da rezultat ne razočara? Težavo bo rešil plinski gorilnik.
Algoritem delovanja:
- Kovinski segment pritrdimo v primež.
- Ogrevamo odsek prihodnjega ovinka.
- Ko se pojavi lestvica, nadaljujte z upogibanjem.
Kako veš, kdaj začeti z delom? Če je material aluminij, držite list papirja blizu površine cevi. Signal bo njegov vžig ali videz dima. Če je druga kovina, se bo ogrevano območje obarvalo rdeče.
Upoštevajte: način ogrevanja ni primeren za delo s pocinkanimi deli - poškodba prevleke je zagotovljena, premaz bo postal neuporaben

Ogrevanje je učinkovit način za varno upogibanje cevi
Uporabljamo polnila - pesek in vodo
Uporaba polnil omogoča upogibanje tako valovite cevi kot aluminijastih kosov velikega premera.
Kako delati s peskom:
- v notranjost konstrukcije napolnimo pesek, na konce cevi postavimo čepe (pazite na tesnost);
- del pritrdite v primež;
- mesto ovinka segrejemo s spajkalnikom ali plinskim gorilnikom;
- ko se območje segreje, upognite strukturo z gumijastim kladivom ali lesenim kladivom in nežno udarite po ogrevani površini;
- po zaključku manipulacij odstranimo čepe, odstranimo pesek iz votlin - vse je pripravljeno.
Pesek ščiti cev pred deformacijo in neenakomernim upogibanjem.

Pri delu s peskom in vodo pazite na tesnost zapirala cevi
Načelo dela z vodo je skoraj identično - v del nalijemo vodo, vstavimo čepe. Pred upogibanjem PVC cevi ali izdelka iz drugega materiala pustite, da voda zamrzne (izpostavite zmrzali ali postavite v hladilnik). Ob zamrzovanju tekočine s translacijskimi gibi damo konstrukciji želeni upogibni radij.
![§ 29. Upogibanje cevi [1980 Makienko N.I. - splošni kleparski tečaj]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Po tem načelu lahko tako upognete pločevino v cev (samo brez uporabe vode in peska) kot tudi sami cevi.
Metoda toplotne obdelave

Kar zadeva kovinsko cev, bi moral biti vaš pomočnik plinski gorilnik. Delujemo po fazah.
- S pomočjo primeža je kovinski del cevi pritrjen.
- Predvideni del ovinka se ogreva s plinskim gorilnikom.
- Po pojavu lestvice izvedemo ovinek.
Pomembno je ujeti trenutek začetka ovinka. Če je cev aluminijasta, je treba nanjo prinesti list papirja
Če zasveti ali kadi, lahko začnete. Če je cev izdelana iz druge kovine, bo območje, pordelo med postopkom ogrevanja, služilo kot signal. Metode toplotne obdelave ni mogoče uporabiti pri upogibanju pocinkanih cevi. Visoke temperature poškodujejo premaz in premaz postane neuporaben. Vedeti morate, da če govorimo o upogibanju kvadratne cevi, potem ne morete brez močnega pihalnika ali gorilnika. In kar je najpomembneje, na samem začetku dela se tak izdelek segreje z vseh strani.
Polmeri upogibanja cevi
Polmeri upogibanja cevi
Upogibanje cevi je tehnološki proces, zaradi katerega se pod vplivom zunanjih obremenitev spremeni naklon geometrijske osi cevi. V tem primeru se v kovini sten cevi pojavijo elastične in elastično-plastične deformacije. Natezne napetosti se pojavijo na zunanjem delu pregiba, tlačne pa na notranjem delu. Zaradi teh napetosti se zunanja stena cevi glede na upogibno os raztegne, notranja stena pa se stisne. V procesu upogibanja cevi pride do spremembe oblike prečnega prereza - začetni obročasti profil cevi se spremeni v ovalnega. Največja ovalnost prereza je opazna v osrednjem delu pregiba in se proti začetku in koncu pregiba zmanjšuje.To je razloženo z dejstvom, da se največje natezne in tlačne napetosti med upogibom pojavljajo v osrednjem delu upogiba. Ovalnost odseka na krivini ne sme presegati: za cevi s premerom do 19 mm - 15%, za cevi s premerom 20 mm ali več - 12,5%. Ovalnost odseka Q v odstotkih je določena s formulo:
kjer so Dmax, Dmin, Dnom največji, najmanjši in nazivni zunanji premer cevi na krivini.
Poleg tvorbe ovalnosti med upogibanjem, zlasti pri tankostenskih ceveh, se včasih na konkavnem delu krivine pojavijo gube (nabora). Ovalnost in gubanje negativno vplivata na delovanje cevovoda, saj zmanjšujeta pretočno površino, povečujeta hidravlični upor in sta običajno mesto zamašitve in povečane korozije cevovoda.
V skladu z zahtevami Gosgortekhnadzorja morajo biti radiji upogibanja jeklenih cevi, upogibov, kompenzatorjev in drugih upognjenih elementov cevovodov najmanj naslednje vrednosti:
pri upogibanju s predhodnim polnjenjem s peskom in s segrevanjem - najmanj 3,5 DH.
pri upogibanju na strojih za upogibanje cevi v hladnem stanju brez brušenja - najmanj 4DH,
pri upogibanju s pol valovitimi gubami (na eni strani) brez peska, ogrevanih s plinskimi gorilniki ali v posebnih pečeh - najmanj 2,5 DH,
za ukrivljene krivine, izdelane z vročim vlečenjem ali vtiskovanjem, vsaj en DH.
Dovoljeno je upogibanje cevi s polmerom upogibanja, manjšim od tistih, navedenih v prvih treh odstavkih, če metoda upogibanja zagotavlja tanjšanje stene za največ 15% debeline, ki jo zahteva izračun.
V skladiščih in obratih za nabavo cevi ter na montažnih mestih se uporabljajo naslednje glavne metode upogibanja cevi: hladno upogibanje na strojih za upogibanje cevi in napeljave, vroče upogibanje na strojih za upogibanje cevi z ogrevanjem v pečeh ali visokofrekvenčnih tokovih, upogibanje z gubami , upogibanje v vročem pesku napolnjenem stanju.
Dolžina cevi L, potrebna za pridobitev upognjenega elementa, se določi s formulo:
L = 0,0175 Rα + l,
kjer je R polmer upogiba cevi, mm;
α - kot upogibanja cevi, stopinj;
l - ravni odsek dolžine 100-300 mm, potreben za oprijem cevi med upogibanjem (odvisno od zasnove opreme).
1. Poimenujte tolerance za ovalnost odseka cevi.








2. Kako se ovalnost izračuna v odstotkih?
3. Kateri polmeri upogibanja dovoljujejo zahteve Gosgortekhnadzorja pri upogibanju cevi na različne načine?
4. Kako določiti dolžino cevi za pridobitev upognjenega elementa?
Vsi materiali razdelka "Predelava cevi" :
● Čiščenje in ravnanje cevi
● Prirobnica koncev cevi, fitingov in lukenj
● Navoj in valjanje navojev na cevi
● Polmeri upogibanja cevi
● Hladno upogibanje cevi
● Vroče upogibanje cevi
● Rezanje in obdelava koncev cevi
● Predelava neželeznih cevi
● Predelava plastičnih in steklenih cevi
● Priprava in revizija armature
● Izdelava tesnil v cevovodih in delavnicah
● Varnostni predpisi za obdelavo cevi
Kako delati z upogibom cevi doma
Upogibniki cevi se imenujejo posebni mehanizmi, za katere je značilno drugačno načelo delovanja. Z njihovo pomočjo se v proizvodnji ali doma izvaja ročno in mehansko upogibanje profilnih in okroglih cevi.
Obstajajo naslednje vrste ročnih upogibnikov cevi, primernih za upogibanje plastičnih tankostenskih aluminijastih izdelkov z majhnim premerom:
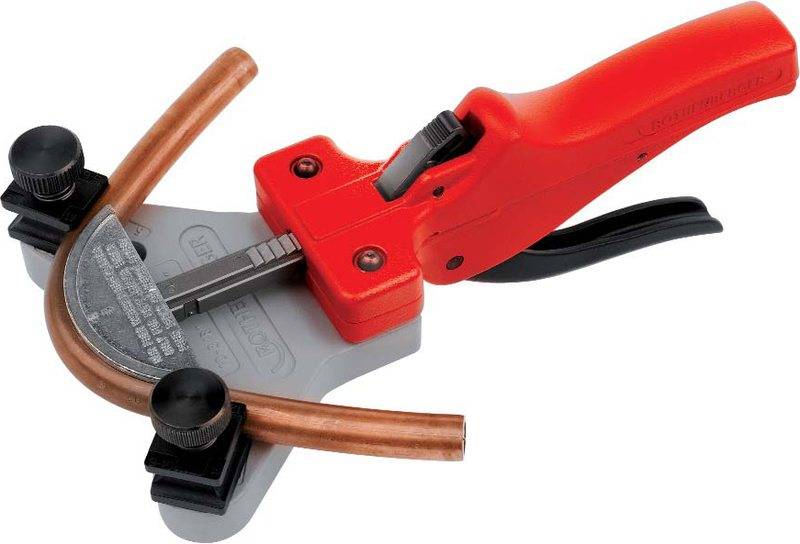
- Vzvod. Ta mehanizem se imenuje tudi Volnov stroj. Za polaganje obdelovanca zagotavlja posebno obliko. Sam postopek upogibanja ne zahteva segrevanja cevi in se izvaja z vzvodom. Oblika ustreza določenemu premeru.
- Samostrel. Konstrukcija, v katero je pritrjen obdelovanec, je opremljena z upogibnim segmentom, ki potiska skozi sredino cevi s strani, ki je nasprotna od koncev.
- Pomlad. Pred upogibanjem je cev opremljena z vzmetjo, ki je položena v notranjost izdelka. Nadalje se lahko obdelovanec segreje ali uporabi metoda hladnega upogibanja. Na koncu postopka je treba vzmet odstraniti.

S pomočjo strojnega krivljenja je mogoče rešiti vprašanje, kako upogniti in kako zravnati aluminijasto cev različnih premerov in oblik. Tveganje škode se zmanjša na skoraj nič.








Ti mehanizmi imajo lahko elektromehansko ali hidravlično načelo delovanja, ki zagotavlja natančen rezultat dela v skladu z zahtevanimi zahtevami.



