- Kako kuhati testenine na štedilniku?
- Priprava delovnega mesta
- Kaj je električno varjenje in zakaj je potrebno doma?
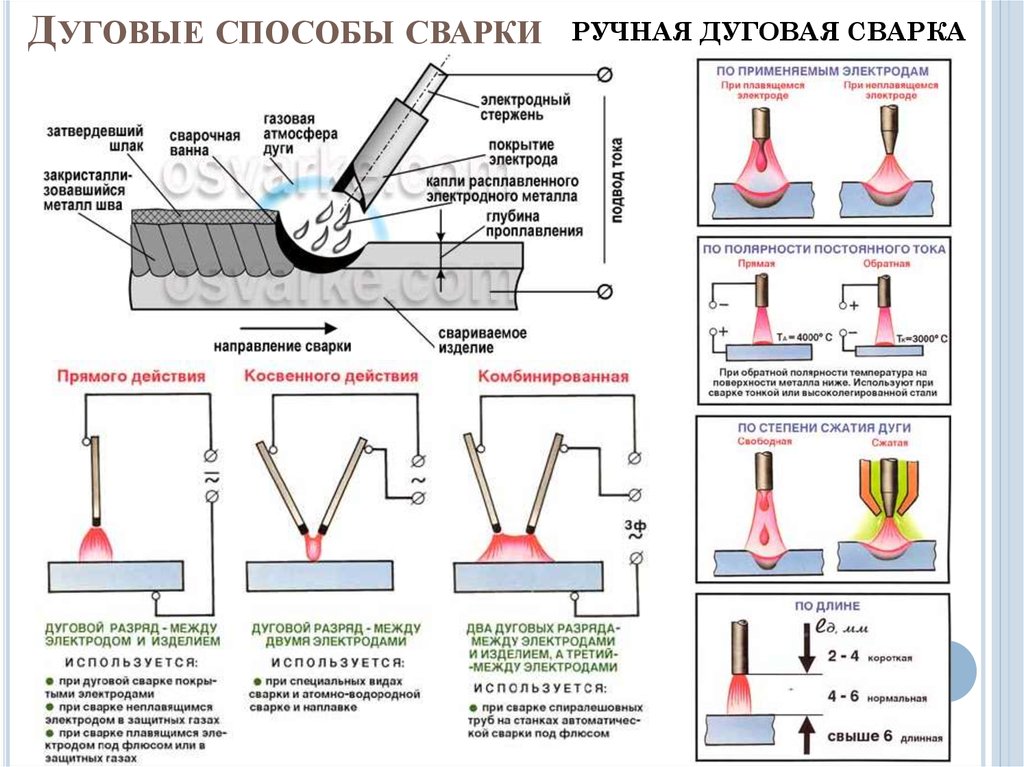
- 1) Ročno obločno varjenje
- 2) Polavtomatsko v plinskem okolju
- 3) Samodejno obločno varjenje pod vodo
- O tehnikah oblikovanja šiva
- Prekrivni šiv
- Stropni šiv
- Tee šiv (z enostranskim rezanjem)
- Varilni šiv s podporo za elektrodo
- Kaj je električno varjenje?
- Zasnova pretvornika za varjenje
- Kako izbrati prave testenine?
- Vpliv hitrosti podajanja elektrode
- Povezovanje cevi z električnim varjenjem
- Kovinske elektrofuzijske armature
- Električni nastavek iz polietilena
- Spajanje in elektropraševanje
- Kako pripraviti električno varjenje cevi
- Tehnična oprema domačega varilca
- Tehnologija električnega varjenja
Kako kuhati testenine na štedilniku?
Italijani pravijo, da je ta izdelek enostavno pripraviti, veliko težje pa narediti prav. Poznavalci dobro kuhanih testenin obožujejo, da so kuhane »al dente«, kar v prevodu iz italijanščine pomeni »do zob«.
Razmislite, kako kuhati okusne testenine na štedilniku na primeru majhnih izdelkov - školjk, spiral, rogov, lokov.
To bo zahtevalo naslednje sestavine:
- Voda - 1 l;
- Glavna sestavina je 100 g;
- Sol - 10-11 g.
Zelo pomembno je upoštevati razmerja, sicer bo glavni komponenti primanjkovalo prostora, zato bo postala preveč lepljiva, čas kuhanja pa se bo povečal. Druga točka, ki jo je treba upoštevati, ko gre za pravilno kuhanje testenin, je izbira lonca.
Zaželeno je, da ima debele in visoke stene. To bo preprečilo, da bi voda dosegla robove.
Kako kuhati testenine na štedilniku?
Postopek kuhanja poteka takole:
- Na štedilnik postavite posodo z vodo, tako da je ogenj največji, vodo, ki ste jo vlili, solite, ko slednja zavre;
- Vanj dajte glavno sestavino;
- Čez nekaj časa bo tekočina ponovno začela vreti, nato pa morate zmanjšati plin. Preden se to zgodi, izdelek nenehno mešajte, da se zaradi škroba, ki se iz njega sprošča, ne sprime. Če tega ne storite, se bodo testenine, ki jih ta članek opisuje, kako kuhati, spremenile v kepo. Poleg tega se bodo prilepili na dno in stene ponve;
- Če vas zanima, kako na primer kuhati testenine loke ali drugo vrsto srednje velikih izdelkov (spirale, rogovi, školjke), potem morate vedeti, koliko časa bo trajalo. Trajanje kuhanja je približno 5 minut. Če kuhate majhne izdelke - na primer tanke, majhne rezance, je čas kuhanja po tem, ko voda zavre, 3-4 minute;
- Pripravljenost jih lahko preverite tako, da jih stisnete, in če postanejo elastični, lahko ugasnete štedilnik;
- Posodo takoj postavite v cedilo, da tekočina popolnoma odteče;
- Vklopite hladno vodo na vso moč, da hrano sperete in postane še bolj drobljiva.
Ko so testenine kot mački (ali manjši, srednje veliki izdelki) pripravljene, jih lahko postrežemo kot prilogo s poljubnimi dodatki – mesom, ribami, zelenjavo itd. okus. Kos te sestavine lahko dodate v vročo jed brez cvrtja, vendar ne mešajte, temveč pretresite zaprto ponev, da se enakomerno porazdeli po jedi.
Ločeno spretnost si zasluži postopek kuhanja testenin za gnezdo, da se ne razpadejo. Za to boste potrebovali naslednje sestavine:
- Glavna komponenta - 6-8 kosov;
- Voda - 2 l;
- Oljčno olje - 1-2 tsp.
Izdelek je pripravljen na naslednji način:
- V ponvi zavrite pravo količino vode;
- V ločeno posodo (lahko uporabite ponev s širokim dnom) položite glavno sestavino, tako da se testenine v obliki gnezda prosto nahajajo v njej;
- Napolnite jih z vrelo vodo, soljo;
- Posodo zavremo, kuhamo 4-5 minut;
- Z žlico z režami jo odstranite tako, da jo prestavite na krožnik;
- Po želji lahko končni jedi dodate začimbe po okusu;
- Postrežemo ga kot običajno prilogo - z dodatkom mesa, rib, zelenjave, sira, klobas itd.
Postopek kuhanja testenin za gnezdo pomeni, da morajo ohraniti svojo obliko. Prvič, to olajša dejstvo, da jih na začetku prelijemo z vrelo vodo, kar vam omogoča, da popravite obliko. Drugič, glavno komponento odstranimo s skimmerjem, zahvaljujoč kateremu jih lahko prenesemo na krožnik v obliki, v kateri so kuhani.
Oglejte si ta videoposnetek na YouTubu
Priprava delovnega mesta
Kako naučite se kuhati z elektriko v kratkem času? Tega ne boste zmogli v enem dnevu, a z uporabo nasvetov iz različnih videoposnetkov in pripravo vsega, kar potrebujete na delovnem mestu, lahko hitro začnete vaditi.
Če se želite naučiti kuhati z varilnim pretvornikom, potrebujete ploščo za vžig elektrode. Mase ni vedno mogoče pritrditi na izdelek, zato je potrebna majhna kovinska miza ali podstavek
Varilec mora imeti pri roki kladivo za popravljanje pritrditve kovinskih delov, ločevalnik žlindre in sredstvo za gašenje požara (pesek ali gasilni aparat).
Varjenje kovine z inverterjem je pomembno, saj je dobro zaščiteno pred škodljivimi vplivi. Ne glede na kraj dela (domači ali proizvodni pogoji) mora imeti vsak varilec:
- zaščitna maska s svetlobnim filtrom, ki ustreza osvetlitvi na delovnem mestu (pri filtru št. 5 bo v zaprtih prostorih težko videti, pri št. 3 bo zelo slepilo za oči na ulici);
- platnene rokavice za zaščito pred vročino in brizganjem;
- debela, negorljiva oblačila, ki niso zataknjena v pas;
- škornji;
- pokrivala za zaščito pred letečimi kapljicami žlindre.
Kaj je električno varjenje in zakaj je potrebno doma?
Za razumevanje izraza se boste morali dotakniti šolskega tečaja fizike in razumeti spremljajoče postopke pri varjenju delov. Pridobljeno znanje bo varilcu pomagalo narediti boljše šive, saj razumevanje osnov električnega varjenja omogoča zavestno delo in se ne zanaša na vzorčna dejanja drugih strokovnjakov.





Električno varjenje (obločno varjenje) - pridobivanje spojev neločljivega tipa zaradi kristalizacije polnila in osnovnih materialov.

Med postopkom oblikovanja šiva pride do začasnega taljenja podlage in elektrode, zaradi česar se tvori zvarni bazen. Ko se površina ohladi, se materiali povežejo na molekularni ravni (stopijo), kristalizirajo v šiv, ki po trdnosti ni slabši od drugih območij glavne površine.
| Prednosti električnega varjenja | Slabosti električnega varjenja |
|---|---|
| Strukturna preprostost. | Škoda elektromagnetnega sevanja in svetlobe. |
| Vsestranskost uporabe ne glede na prostorsko lego - navpično, vodoravno, pod kotom 45 stopinj in tako naprej. | Učinkovitost je odvisna od spretnosti varilca. Če tega ne bo, bo končni rezultat obžalovanja vreden. |
| Veliko število kovin, ki jih je mogoče spojiti z električnim obločnim varjenjem. | Od mojstra potrebujete osnovne veščine uporabe enote + od 30 ur praktičnih izkušenj v preprostih pogojih. |
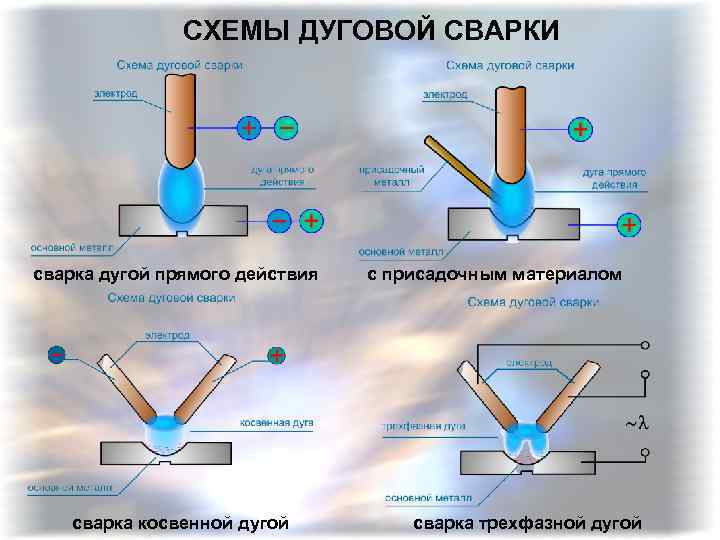
Razvrstitev električnega varjenja je narejena na podlagi številnih meril - stopnje mehanizacije varilnega procesa, vrste toka + njegove polarnosti, loka, značilnosti elektrode, načina zaščite cone itd. . Poglejmo si klasično distribucijo - ročno obločno, polavtomatsko obločno in avtomatsko obločno varjenje.
1) Ročno obločno varjenje
Najtežja možnost za neizkušenega varilca, saj je treba večino dela opraviti z lastnimi rokami. Regulacija tehnologije z drugimi točkami se izvaja s pomočjo GOST 5264-80.Upošteva se vrsta povezave, oblika robov, narava šiva, prerez in debelina elementov, ki jih je treba variti.
Pomanjkljivosti ročnega varjenja so negativni vpliv razpadnih / lahkih izdelkov na človeško telo in relativno nizka učinkovitost dela v velikem obsegu. Nizkokvalificiran specialist pri delu z ročnim obločnim varjenjem ne bo mogel kakovostno uporabljati loka, zato metoda šivanja zagotovo ni za začetnike.
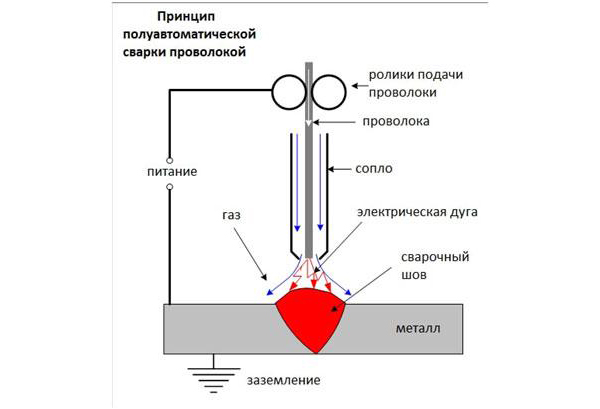
2) Polavtomatsko v plinskem okolju
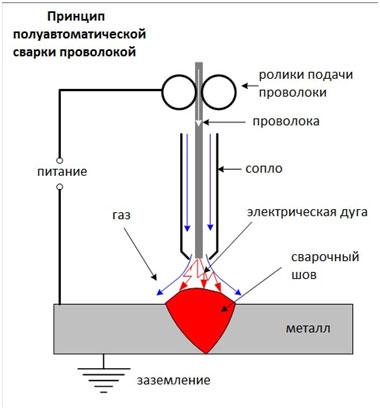
Posebnosti metode povezave 2 so uporaba premične potrošne elektrode + prisotnost zaščitnega plina. Drugi deluje kot ovira med zunanjim okoljem in električnim lokom.
Zaščitni plin je argon, ogljikov dioksid, helij ali njihove kombinacije v določenih razmerjih. Tehnologija polavtomatskega varjenja se pojavi s prehodom žice skozi plinsko šobo, zaradi česar se topi. Dolžina loka se avtomatsko krmili, smer gibanja + hitrost pa ostaja pod nadzorom varilca. Metoda dela se lahko izvede brez plinske lupine - uporablja se posebna samozaščitna žica, ki je prepletena s silicijem, manganom in drugimi kovinskimi elementi z deoksidacijskimi lastnostmi.
3) Samodejno obločno varjenje pod vodo
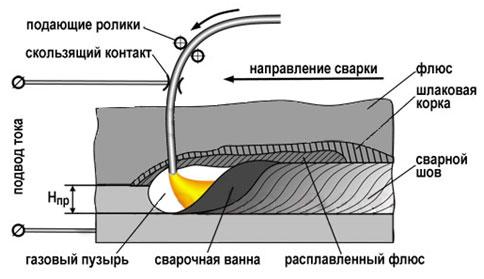
Metoda s povečano produktivnostjo in minimalnimi izgubami elektrod. Varilec se ne more bati brizganja, območje varjenja pa je čim bolj varno v smislu tvorbe oksidov in drugih škodljivih nečistoč za šiv.
Algoritem postopka varjenja:
- Dovajanje žice s posebnimi valji.
- S pomočjo kontakta drsnega tipa se na žico dovaja električni tok.
- Začne se premikanje elektrode vzdolž oznake za šiv.
- Iz bunkerja enote se izlije tok, zaradi izhlapevanja katerega nastane plinski oblak, ki ščiti električni lok pred vplivom zunanjega okolja.
- Oblikovanje šiva.
- Odstranjevanje žlindre.
- Zberite odvečni tok za ponovno uporabo.
Oprema za delo od upravljavca ne zahteva posebne zaščite za oči. Zaradi avtomatizacije procesa je subjektivni vpliv varilca minimiziran, zato se tveganje za zavijanje močno zmanjša.
O tehnikah oblikovanja šiva
Preden se naučite kuhati sami z električnim varjenjem, morate obvladati različne tehnike varjenja za povezovanje kovinskih delov. Pravilno vzdrževanje in premikanje električnega loka je ključ do kakovostnega šiva. Če je lok predolg, bo kovina oksidirala in postala nasičena z dušikom, škropila s kapljicami in tvorila porozno strukturo.
Prekrivni šiv
Varilni lok se premika naprej vzdolž osi elektrode. Tako se ohrani želena dolžina loka, na katero vpliva hitrost taljenja elektrode. Dolžina elektrode se postopoma zmanjšuje, tako kot se povečuje razdalja med njo in zvarnim bazenom. Da bi to preprečili, naj bi elektrodo premikali vzdolž osi, pri tem pa opazovali sinhronizacijo njenega skrajšanja in premikanja v smeri zvarnega bazena.
Stropni šiv
Premer elektrode je odvisen od debeline varjenega nastavka
Druga vrsta valja se imenuje nit. Takšna kroglica nastane v procesu premikanja elektrode vzdolž osi zvara, ki se vari. Kar zadeva debelino valja, je odvisna od premera elektrode in hitrosti, s katero se premika.







O širini valja lahko rečemo, da je običajno 2-3 mm presega premer elektrode. Posledica tega je dokaj ozek zvarni šiv. Njegova moč ni dovolj visoka, da bi ustvarila močno strukturo. Kako popraviti? Ko se elektroda premika vzdolž osi zvara, je dovolj, da se dodatno premika - čez os.
Tee šiv (z enostranskim rezanjem)
Prečni premik elektrode med delovanjem omogoča doseganje zadostne širine šiva. To se naredi z povratnimi nihanji elektrode, katerih širina se za vsak posamezen primer določi posebej. Tukaj je treba upoštevati položaj šiva, njegovo velikost, obliko utora, značilnosti materialov, pa tudi seznam zahtev, ki se postavljajo za načrtovanje. Običajno je upoštevati normalno širino šiva od 1,5 do 5,0 premera elektrode.
Varilni šiv s podporo za elektrodo
Nastane s precej zapletenimi, trojnimi premiki elektrode. Obstaja v več različicah. Pot gibanja pri klasičnem obločnem varjenju mora biti takšna, da se robovi spojenih delov stopijo, hkrati pa mora biti oblikovana dovolj staljena kovina, da nastane zvar dane oblike.
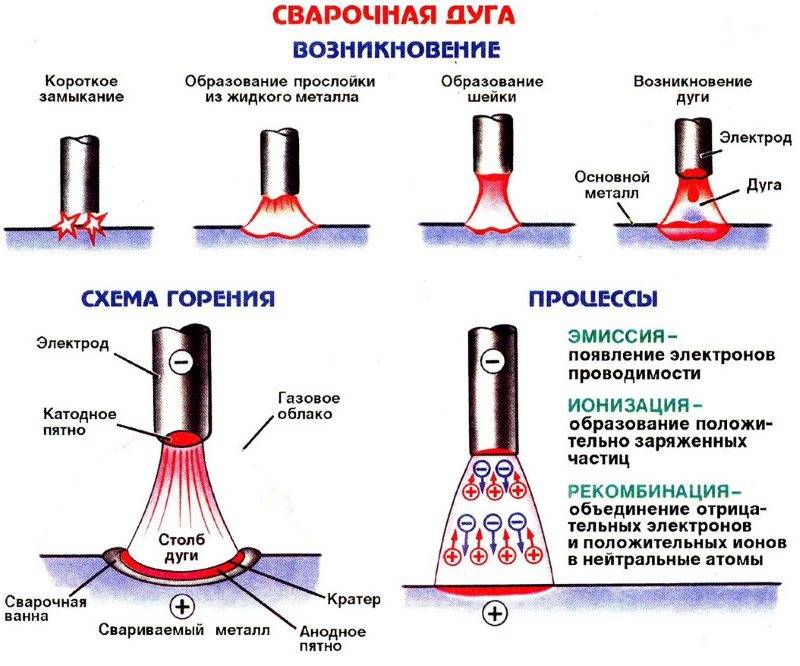
Kaj je električno varjenje?
Električno je ena od metod varjenja, ko se električni lok uporablja za segrevanje in nato taljenje kovin. Temperatura slednjega doseže 7000°C, kar je veliko višje od tališča večine kovin.
Postopek električnega varjenja poteka na naslednji način. Za tvorbo in vzdrževanje električnega loka se tok dovaja od varilnega orodja do elektrode.
Med postopkom varjenja se osnovna kovina in kovinsko jedro elektrode stopita in mešata, tako da tvorita močan in neločljiv šiv (+)
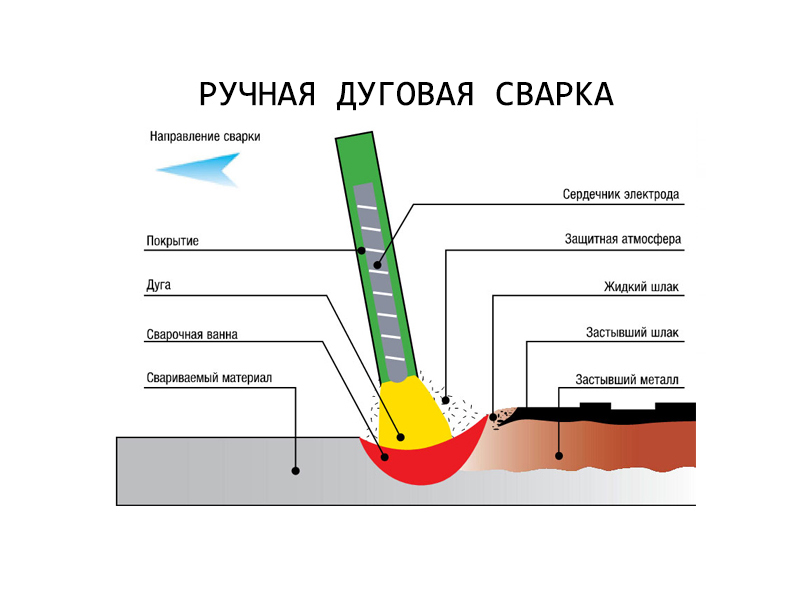
Ko se elektrodna palica dotakne površine, ki jo je treba variti, teče varilni tok. Pod njegovim vplivom in vplivom električnega loka se elektroda in kovinski robovi elementov, ki jih je treba variti, začnejo topiti. Iz taline, kot pravijo varilci, nastane varilni bazen, v katerem se staljena elektroda pomeša z osnovno kovino.
Staljena žlindra priplava na površino kopeli in tvori zaščitni film. Po izklopu loka se kovina postopoma ohladi in tvori šiv, prekrit z lusko. Ko se material popolnoma ohladi, ga očistimo.
Za varjenje se lahko uporabljajo elektrode, ki se ne porabljajo in se porabljajo. V prvem primeru se polnilna žica vnese v talino, da tvori zvar, v drugem primeru ni potrebna. Za nastanek in naknadno vzdrževanje električnega loka se uporablja posebna oprema.
Za opravljanje širokega obsega dela so potrebne spretnosti na področju varilca v domačem okolju:
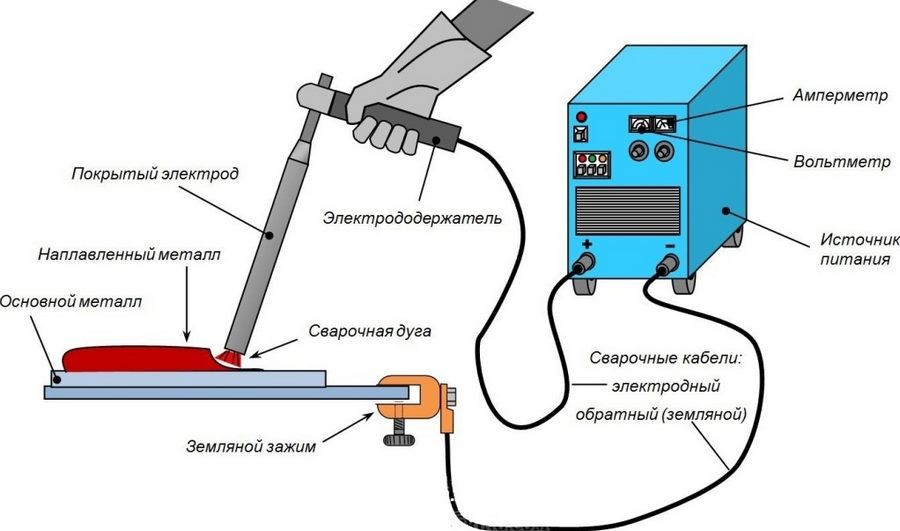
Zasnova pretvornika za varjenje
Da bi razumeli, kako pravilno uporabljati varilni stroj, se mora začetni mojster seznaniti z zasnovo pretvornika.
Varilni pretvornik je kovinska škatla z notranjo komponento, skupne teže okoli 7 kg, ki je opremljena z ročajem in naramnico za enostavno prenašanje. Ohišje varilnega pretvornika lahko vsebuje prezračevalne luknje, ki prispevajo k boljšemu odtoku zraka, ko je enota ohlajena.Na sprednji plošči so gumbi za preklop delovnega stanja, gumbi za izbiro potrebne napetosti in toka, izhodi za priključitev delovnih kablov, pa tudi indikatorji, ki signalizirajo prisotnost moči in pregrevanje pretvornika med varjenjem. Kabel za priključitev stroja na električno omrežje je običajno priključen na konektor, ki se nahaja na zadnji strani pretvornika.

Zasnova varilnega pretvornika
Ko elektroda pride v stik s kovinskimi ploščami, ki se varijo med varjenjem, nastane visokotemperaturni lok, zaradi katerega se stopijo tako elementi varjene palice kot kovina zvarjenega spoja. Bazen, ki ga v območju loka tvorijo staljene kovine plošč in elektrode, je zaščiten pred oksidacijo z utekočinjeno prevleko elektrode. Ko se kovina popolnoma ohladi, se bo zgornja površina zvara, zaščitena z elektrodnim premazom med varjenjem, spremenila v strjeno žlindro, ki jo je mogoče zlahka odstraniti z lahkim mehanskim delovanjem (npr.
Pomembno je upoštevati enako razdaljo med kovino zvarjenega spoja in elektrodo (dolžina loka), kar bo preprečilo njegovo izumrtje. Da bi to naredili, je treba elektrodo dovajati v območje fuzije s konstantno hitrostjo, varilno palico pa je treba enakomerno voditi vzdolž zvarnega spoja.
varilni lok
Kako izbrati prave testenine?
Kako izbrati prave testenine?
Večina privržencev pravilne prehrane zavrača to hrano, saj meni, da je nezdrava in nezdrava. Toda pravi izdelek lahko koristi telesu, zato morate pri nakupu upoštevati naslednja priporočila:
Sestava kakovostnih izdelkov vključuje dve komponenti - moko in vodo. Okus, koristi in škode, njihova hranilna in energijska vrednost so v veliki meri odvisni od kakovosti glavnih sestavin. Lahko vsebujejo tudi naravna barvila - špinačni sok, korenčkov sok, črnilo sipe, začimbe, katerih prisotnost mora biti navedena na embalaži;
Vrsta moke, iz katere je izdelek izdelan, si zasluži posebno pozornost. Pripadati mora sortam pšenice durum, saj ta možnost v svoji sestavi ne vsebuje maščob, telo jo odlično absorbira.




Če se za pripravo testenin uporablja glavna sestavina mehkih sort, bodo vsebovale veliko škroba, zaradi česar postanejo zelo kalorične, kar je razlog za pridobivanje odvečne teže;
Da bi zagotovili, da se uporablja kakovostna osnovna surovina durum, bodite pozorni na videz izdelka. Njegova površina mora biti gladka, barva mora biti jantarna, rumena z zlatim odtenkom.
Ima gladke robove, na izdelkih pa so majhne lise. V paketu ne sme biti ostankov. Če so narejeni iz mehke moke, bo njihova barva svetla ali pa bodo imeli bledo, nenaravno barvo, neravne robove, hrapavo površino, svetle majhne lise, možno je, da so v embalaži drobci, drobtine;
Beljakovine so pomembna sestavina izdelkov iz moke. Če so kakovostni, narejeni iz trde pšenice, vsebujejo približno 12-15 g / 100 g. Kazalec nizke kakovosti izdelka je vsebnost beljakovin največ 10 g / 100 g;
Bodite pozorni na stroške - dobre testenine so dražje, kar se nanaša na premium razred;
Testenine kot špagete testiramo na drug način - analiziramo, kako se zlomijo, vendar je to mogoče storiti tik pred samim postopkom kuhanja. Če so kakovostni, se dobro upognejo, vendar so močni, zato jih ni tako enostavno zlomiti, česar ne moremo reči za izdelke iz mehkih vrst surovin;
Kakovosten izdelek po kuhanju ohrani svojo obliko, rumenkasto-zlato barvo, tudi če je dolgo časa v vodi;
Za dobre testenine je značilno, da minimalno vrejo in se zato ne držijo skupaj.
Oglejte si ta videoposnetek na YouTubu
Vpliv hitrosti podajanja elektrode
Stopnja krme elektrode za varjenje mora zagotoviti potrebno količino dobavljenega staljenega materiala. Njegova nezadostna količina lahko povzroči nelojalno nižanje cen. Ta dejavnik je zelo pomemben tako pri varjenju z direktnim kot z obratno polarnostjo.
Med obločnim varjenjem zaradi hitrega premikanja palice vzdolž spoja moč obloka morda ne bo zadostovala za segrevanje kovine. Posledično nastane plitek šiv, ki leži na vrhu kovine. Robovi ostanejo nedokončani.
Počasno napredovanje elektrode vodi do pregrevanja. V tem primeru je možno zažgati površino in deformirati tanko kovino.
Sodobni varilni stroji imajo široko paleto različnih funkcij in zmogljivosti. Kljub temu je trenutno, doslej, večino kakovostnega opravljenega dela določena prav spretnost osebe.
Povezovanje cevi z električnim varjenjem
Kovinske elektrofuzijske armature
Elektrofuzijski priključki so naprave, ki pomagajo povezati dva dela obdelovancev.Obstajata dva formata: navojni in varjeni. Konci fitinga z navojem - navojni na notranji in zunanji strani okova. In tudi okovje ima posnetek, ki olajša izvedbo električnega zvara.
Mnoge od teh naprav so pritrjene na del z uporabo dveh elementov: kolena in zadnjice. V prvi varianti je premer večji kot pri drugi, drugi pa praviloma sovpada z delom, ki ga je treba variti.
Električni nastavek iz polietilena
Ti deli vam omogočajo povečanje elektrofuzije povezanih delov. Običajno se polietilenske pomožne armature uporabljajo za polietilenske vodovodne cevi, ki so zasnovane za nizkotlačne sisteme.
 Fitingi HDPE so nameščeni na ceveh s čepom ali prekrivanjem. Elemente drži posebno držalo. Priključek in cev je nameščena, nato pa segreta z vstavitvijo v priključek.
Fitingi HDPE so nameščeni na ceveh s čepom ali prekrivanjem. Elemente drži posebno držalo. Priključek in cev je nameščena, nato pa segreta z vstavitvijo v priključek.
Omeniti velja, da obe možnosti za električno varjenje temeljita na kemičnem delovanju - uničenju molekularnih verig polimerov pri temperaturi 170 stopinj Celzija in nastajanju novih v procesu strjevanja plastike.
Spajanje in elektropraševanje
Sodobna električna tehnologija je dosegla raven, ko je enostavno narediti brez obsežne, težko uporabne in zastarele opreme.
Zunanji plašč in njegov nastavek se stopita in ko temperatura pade, nastane nova polimerna veriga. Posledično je zagotovljeno visokokakovostno električno varjenje polietilenskih cevi, ki se lahko varno uporabljajo tako za domače sisteme kot za industrijske cevovode.
Za te armature so značilne naslednje prednosti:
- povezujejo cevi s premerom od 20 do 400 mm;
- povezava je interno nameščena in lahko prenese visokotlačno delovanje;
- so inertni na vse kemikalije in tako varni tudi za vodo;
- vzdržati kakršne koli pritiske.
Fitingi imajo širok razpon - od majhnega do velikega premera. Uporabljajo se lahko celo v velikih kemičnih obratih.
Za namestitev armatur lahko uporabite transformator.
Kako pripraviti električno varjenje cevi
Priprava: varilec, obdelovanec, povezovalni element, transformator v polni pripravljenosti in celovitosti.
Cev pod pravim kotom.
S posnetim robom dela za natančno rezanje.
Cev prehaja v priključek in pritrdi mesto, kjer je bilo prej zabeleženo.
Razmastite dele.
Po priključitvi varilnega transformatorja na vir napajanja oblikujte varilni spoj.
Varilni stroj se izklopi in način ogrevanja je vklopljen 30 minut.
Pomembno je, da ne premikate nobene povezave ali držala! Po izklopu počakajte, da se popolnoma ohladi.
Naprava je pripravljena za uporabo in nadaljnjo povezavo!
Tehnična oprema domačega varilca
Za oblikovanje loka ročnega ES je potreben vir električnega toka, ki zagotavlja stabilno oskrbo z električno energijo za napajanje ED. Za ročni ES enako velja kot viri izmeničnega toka, in naprave, ki delujejo na enosmerni tok. V pogojih domače uporabe varilne opreme ima pomembno vlogo stanje električne napeljave, na katero bo priključena kupljena varilna enota. To bo določilo vrsto opreme, ki jo lahko uporablja začetnik "varjen".






Pomembno! Varilni stroj lahko deluje iz gospodinjskega napajanja v okviru parametrov njegovih zaščitnih in regulacijskih naprav - vtičev in varovalk, avtomatov itd. Če lastnosti delovanja "varilca" ne ustrezajo zahtevam zaščitnega sistema električnega omrežja, so možne utripajoče luči, izklop strojev, okvare gospodinjskih aparatov po vsej hiši zaradi nenadnih nihanj napetosti.
Domači varilec mora biti opremljen z naslednjim:
- Trenutni vir.

Trenutno se varilna oprema za domačo uporabo pogosto imenuje oprema za MMA (iz angleščine Metal Manual Arc - ročni ES s kosom prevlečenimi elektrodami). Trg električne opreme ponuja tri vrste tokovnih virov za domačo uporabo:
- varilni transformatorji, ki delujejo na izmenični tok,
- varilni usmerniki, ki pretvarjajo izmenično omrežno napetost v enosmerni tok,
- pretvorniki, ki lahko delujejo iz domače vtičnice.
- Komplet napajalnih kablov in žic z nosilcem.
- Držala za elektrode (vzmet ali vzvod), ki se običajno imenujejo "držala".
- Osebna zaščitna oprema varilca:
- toplotno odporna oblačila, čevlji, rokavice ali palčniki,
- zaščitna maska.
Tehnologija električnega varjenja
Bolje je, da se naučite pravilno variti dele z električnim varjenjem pod vodstvom izkušenih varilcev. Če iz nekega razloga to ne deluje, lahko poskusite sami. Najprej morate pravilno organizirati delovno mesto
To je zelo pomembno, saj je varjenje visokotemperaturni in zato požarno nevaren proces.
Za delo morate izbrati delovno mizo ali katero koli drugo podlago iz negorljivega materiala.Lesene mize in podobni izdelki so strogo prepovedani. Zaželeno je, da v bližini mesta, kjer se bo izvajalo varjenje, ni vnetljivih predmetov.
V bližini postavite vedro vode, da odstranite možne vire vžiga. Poleg tega morate določiti varno mesto, kjer bodo shranjeni ostanki uporabljenih elektrod. Tudi najmanjši med njimi lahko zanetijo ogenj.
V prodaji najdete varilne elektrode različnih premerov. Zahtevana velikost palice je izbrana glede na debelino kovine, ki jo je treba variti.
Za prve samostojne šive morate pripraviti nepotreben kos kovine in zanj izbrati elektrode. Strokovnjaki priporočajo uporabo 3 mm palic v takih primerih. Manjši premer se uporablja za varjenje tankih listov, iz katerih se je težko učiti. Elektrode večjega premera zahtevajo visoko moč opreme.
Začnemo s čiščenjem površine kovine, na kateri se bo nahajal šiv. Ne sme biti rje ali kakršne koli kontaminacije.
Ko je del pripravljen, vzemite elektrodo in jo vstavite v objemko varilnega stroja. Nato vzamemo "ozemljitveno" sponko in jo trdno pritrdimo na dele. Ponovno preverite kabel. Vtaknjen mora biti v držalo in dobro izoliran.
Zdaj morate izbrati moč delovnega toka za varilni stroj. Izbere se glede na premer elektrode. Izbrano moč nastavimo na plošči varilne opreme.
Naslednji korak je vžig loka. Da bi to naredili, je treba elektrodo pripeljati do obdelovanca pod kotom približno 60 ° in jo zelo počasi prenesti čez podlago. Iskre bi morale biti.Takoj, ko se to zgodi, se z elektrodo rahlo dotaknite dela in jo takoj dvignite na višino največ 5 mm.
Varilni pretvornik je pripravljen za delovanje. Nanj sta priključena dva kabla: eden s sponko za elektrodo, drugi z ozemljitvenim nosilcem
V tem trenutku utripa lok, ki ga je treba vzdrževati ves čas delovanja. Njegova dolžina mora biti 3-5 mm. To je razdalja med konico elektrode in obdelovancem.




Med vzdrževanjem loka v delovnem stanju je treba upoštevati, da med delovanjem elektroda izgori in postane krajša. Če je elektroda preblizu obdelovanca, lahko pride do lepljenja. V tem primeru jih morate rahlo zasukati na stran. Oblok se morda ne bo vžgal prvič. Morda ni dovolj toka, potem ga je treba povečati.
Ko se je varilec začetnik naučil vžgati lok in ga ohraniti v delovnem stanju, lahko začnete variti kroglico. To je najpreprostejša od vseh operacij. Zažgemo lok in začnemo zelo gladko in previdno premikati elektrodo vzdolž prihodnjega šiva.
Hkrati izvajamo nihajne gibe, ki spominjajo na polmesec z majhno amplitudo. Staljeno kovino nekako »razgrabljamo« na sredino loka. Tako bi morali dobiti enakomeren šiv, podoben valju. Vseboval bo majhne valovite dotoke kovine. Ko se šiv ohladi, je treba vanj vbiti lestvico.