- Aplikacije
- Vrste bakrenih cevi
- Kaj je potrebno za spajkanje bakrenih cevi
- št. 11. Premer cevi za ogrevanje
- Metode povezovanja bakrenih cevi
- Varjenje
- Povezava bakrenih cevi z izpušnimi priključki.
- Valjanje
- Kompresijski nastavek
- Stiskalnica
- Spajkanje bakrenih cevi
- Omejitve pri uporabi bakrenih cevi
- Metode povezovanja bakrenih cevovodov
- Kako poenostaviti namestitev ogrevanja
- Kapilarno spajkanje
- št. 6. Bakrene cevi za ogrevanje
- Raznolikost bakrenih izdelkov
- Proizvodnja
- Metoda št. 2: Utorjenje (Roll Groove)
- Priprava in izdelava narebričaste utorne povezave
- Testiranje celotnega narebričenega sistema
- št. 7. Polipropilenske cevi za ogrevanje
- Primerjalni pregled cen
- Vrste
- Specifikacije
Aplikacije
Obstaja več situacij, ko je bolje izbrati ta material:
- Trenutna možnost namestitve ogrevalnega sistema iz bakrenih cevi je priključitev na kotel na trda goriva. To je posledica dejstva, da so takšni sistemi izpostavljeni daljši izpostavljenosti visokim temperaturam (nad 100 stopinj Celzija).
- V primerjavi z drugimi materiali je baker boljši, če ima zapleteno obliko.
- Namestitev bo 100% upravičena, če ima lastnik hiše dovolj sredstev, želi dobiti najvišji kazalnik trajnosti.
Če upoštevamo druge možnosti, morate biti pozorni na plastiko ali nerjaveče jeklo.
Vrste bakrenih cevi
Takšni izdelki se razlikujejo po velikosti in prerezu ter so naslednjih vrst:
- Bakrena žarjena cev. Za pridobitev mehkobe so takšni izdelki podvrženi toplotni obdelavi. To poenostavi njihovo namestitev.
- Bakrene nežarene cevi. To so ravni segmenti, dolgi od 1 do 5 m.
Prerez cevi je lahko klasičen in pravokoten. Slednji se uporabljajo pri izdelavi prevodnikov za statorska navitja, ki se hladijo s tekočinami. Njihova izdelava je zapletena in stroški so višji od običajnih. Najbolj priljubljen premer bakrenih cevi za oskrbo z vodo je od 10 do 23 mm, za odtočne sisteme - od 30 do 45 mm.
Kaj je potrebno za spajkanje bakrenih cevi
Spajkanje bakrenih cevi, ki ga ni težko narediti z lastnimi rokami, ne zahteva drage opreme in posebnih materialov. Za pravilno izvedbo boste potrebovali naslednje naprave.
Gorilnik, zaradi katerega se segrejeta spajka in cevni odsek, kjer bodo povezani. Praviloma se v tak gorilnik dovaja plin propan, katerega tlak uravnava varilni reduktor.
Posebno orodje za rezanje bakrenih cevi. Ker so izdelki iz te kovine zelo mehki, jih je treba rezati dovolj nežno, da ne nagubajo sten. Na sodobnem trgu so na voljo rezalniki cevi različnih modelov, ki se razlikujejo tako po funkcionalnosti kot po tehničnih zmogljivostih.
Zasnova posameznih modelov takšnih naprav, kar je pomembno, omogoča njihovo uporabo tudi za delo na težko dostopnih mestih.
Razširjevalnik cevi je naprava, ki vam omogoča razširitev premera bakrene cevi, ki je potrebna za boljše spajkanje. V različnih sistemih, nameščenih iz bakrenih cevi, se uporabljajo elementi istega odseka, za njihovo kakovostno povezavo pa je treba nekoliko povečati premer enega od povezanih elementov. To težavo rešuje taka naprava, kot je ekspander cevi.
To težavo rešuje taka naprava, kot je ekspander cevi.
Komplet za razširjanje bakrenih cevi
Naprava za posnemanje koncev bakrenih cevi. Po obrezovanju na koncih delov ostanejo neravnine, ki lahko ovirajo pridobitev kakovostne in zanesljive povezave. Da bi jih odstranili in koncem cevi dali zahtevano konfiguracijo, se pred spajkanjem uporablja skočnik. Danes na trgu obstajata dve glavni vrsti naprav za posnemanje: nameščene v okroglem telesu in izdelane v obliki svinčnika. Bolj priročne za uporabo, a tudi dražje, so okrogle naprave, ki lahko obdelujejo mehke bakrene cevi s premerom največ 36 mm.
Za pravilno pripravo bakrenih cevi za spajkanje je potrebno z njihove površine odstraniti vse nečistoče in okside. Za te namene se uporabljajo ščetke in ščetke, katerih ščetine so izdelane iz jeklene žice.
Spajkanje bakrenih cevi se običajno izvaja s trdo spajko, ki je lahko visoko in nizkotemperaturna. Visokotemperaturna spajka je bakrena žica, ki v svoji sestavi vsebuje približno 6% fosforja. Takšna žica se topi pri temperaturi 700 stopinj, medtem ko je za njeno nizkotemperaturno vrsto (kositrena žica) dovolj 350 stopinj.
Tehnologija spajkanja bakrenih cevi vključuje uporabo posebnih tokov in past, ki opravljajo zaščitno funkcijo. Takšni tokovi ne ščitijo le oblikovanega šiva pred nastankom zračnih mehurčkov v njem, temveč tudi znatno izboljšajo oprijem spajke na material cevi.
Za spajkanje bakrenih cevi bo poleg fluksa, spajke in drugih osnovnih elementov potrebna dodatna orodja, ki jih najdete v vsaki delavnici ali garaži. Za spajkanje ali varjenje bakrenih izdelkov dodatno pripravite:
- navaden marker;
- ruleta;
- raven stavbe;
- majhna krtača s trdimi ščetinami;
- kladivo.
Pred začetkom dela je pomembno tudi, da se odločite, kako spajkati bakrene cevi. Obstajata lahko dve glavni možnosti: spajkanje bakra (manj pogosto) in uporaba mehke spajke. Pri reševanju tega vprašanja je pomembno izhajati iz dejstva, da obstajajo zahteve za uporabo ene ali druge vrste spajkanja
Torej se trde spajke uporabljajo za spajkanje elementov hladilnih enot in klimatskih naprav. V vseh drugih primerih (vodovodni sistemi, ogrevalni sistemi itd.) se lahko uporabi kositrna žica. Toda ne glede na izbrano tehnologijo je treba spomniti, da je tok v vsakem primeru potreben.










Pri reševanju tega vprašanja je pomembno izhajati iz dejstva, da obstajajo zahteve za uporabo ene ali druge vrste spajkanja. Torej se trde spajke uporabljajo za spajkanje elementov hladilnih enot in klimatskih naprav.
V vseh drugih primerih (vodovodni sistemi, ogrevalni sistemi itd.) se lahko uporabi kositrna žica. Toda ne glede na izbrano tehnologijo je treba spomniti, da je tok v vsakem primeru potreben.
Krtače za odstranjevanje notranje površine bakrene cevi pred spajkanjem
št. 11. Premer cevi za ogrevanje
Cevi iz različnih materialov so predstavljene v različnih premerih. Če želite izbrati najprimernejšo vrednost, morate preučiti celotno shemo ogrevalnega sistema in prositi za pomoč strokovnjakov. Približni premer se lahko izračuna neodvisno. Upoštevajo se parametri, kot so površina prostora, od katere je odvisna toplotna moč, in hitrost hladilne tekočine.
Mnogi zmotno mislijo, da večji kot je premer cevi, večja je učinkovitost sistema. Pravzaprav se pri izbiri prevelikih cevi tlak v sistemu zmanjša, ogrevanje pa popolnoma izgine - topla voda ne more obkrožiti celotnega cevnega sistema in radiatorjev. Manjši kot je premer, večji je pretok vode. V idealnem primeru bi morala biti hitrost višja od 0,2 m/s, vendar manjša od 1,5 m/s, sicer bo proces kroženja hladilne tekočine preveč hrupen.
Premer se izbere na podlagi izračuna zahtevana toplotna moč. Za prostore z višino stropa do 3 m je potrebno 100 W energije za vsak 1 m2. Za sobo 20 m2 je na primer potrebno 2000 W toplotne moči, tukaj je vredno dodati 20% rezerve, dobimo 2400 W. To toplotno moč zagotavljata en ali dva radiatorja, če sta v prostoru dve okni - pod vsakim oknom. Glede na tabelo vidimo, da so za pokrivanje te moči potrebne cevi z notranjim premerom 8 mm, primerna pa je tudi 10 mm. Seveda so vse to pogojni izračuni, vendar vam bodo pomagali krmariti po proračunu za nakup cevi.
Na koncu ugotavljamo, da je bolje, da ne varčujete na ogrevalnih ceveh - to vas bo rešilo številnih težav.Izdelki proizvajalcev, kot so Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast, so se dobro izkazali.
Metode povezovanja bakrenih cevi
Varjenje
Pojavlja se precej redko. Varilni gorilnik povezuje bakrene cevi velikega premera za ogrevanje (začenši s premerom 108 mm);
Povezava bakrenih cevi z izpušnimi priključki.
V notranjosti cevi se naredi luknja, vstavijo se odmikači in s posebnim orodjem izvlečemo vtičnico. Precej naporen in drag način povezovanja cevi, potrebujete poseben stroj in monterji ne spoštujejo te možnosti pritrditve.
Valjanje
Način povezovanja bakrenih cevi je dober, vendar se ne uporablja v ogrevalnih sistemih. Zelo redko je najti sežgani del, nato pa tovarniško izdelan.
Kompresijski nastavek
Pojavlja se precej pogosto. Sestavljen je iz treh delov: matice, o-obroča in samega okova v obliki vogala. Načelo povezave: matica, tesnilni obroč in sam nastavek so nameščeni na bakreno cev. Nato se matica zasuka in pritisne cev na priključek. Po drugi strani se naredi enako.
Pomanjkljivost te metode povezovanja bakrene cevi je, da ni priporočila, s kakšno silo zategniti matico na priključku. Vsak to naredi po svojih najboljših močeh in posledično lahko pride do puščanja vode.
Druga pomanjkljivost je pogojna neločljivost okovja, tk. tesnilni obroč, ko je oblečen na cev, se zareže vanj in ostane za vedno. Zato je treba za popravilo cevnega odseka (odstranitev fitinga) ta odsek cevi odrezati in vstaviti novega.
Če vam ponudijo kompresijski nastavek, je bolje, da zavrnete in zahtevate nekaj drugega.
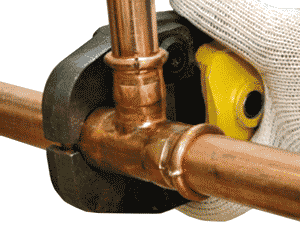
Stiskalnica
Redko je, ker.mojster za namestitev potrebuje komplet posebnih klešč (približno dvanajst) in drago stiskalnico. Načelo povezave: fiting se vrže čez cev in vpne s kleščami želene vrste. Rezultat je popolnoma močna neločljiva povezava.
Razlika med obdelavo teh mehkih in trdih cevnih priključkov.
Pri nameščanju kompresijskega priključka je treba v notranjost mehke bakrene cevi vstaviti podporni tulec. Tulec vam omogoča, da pri stiskanju podpornega obroča shranite geometrijo cevi.










Spajkanje bakrenih cevi
Metoda omogoča visokokakovostno povezavo bakrene cevi z uporabo poceni opreme. To je običajno propanski gorilnik za majhne premere cevi. Za cevi s premerom več kot 54 mm je primeren acetilensko-zračni gorilnik.
Obstajata dve vrsti spajkanja - trdo in mehko (visoka in nizka temperatura). Trdo spajkanje se izvaja pri višji temperaturi kot mehko spajkanje. Obstaja mnenje, da je trdo spajkanje močnejše od mehkega. To ni res.
Trdo spajkanje je tehnološko manj napredno kot mehko spajkanje. Za spajkanje s trdim spajkanjem morate samo namestiti nastavek na cev, segreti spoj na temno škrlatno barvo in nato pritrditi spajko.
Mehko spajkanje vključuje:
- Čiščenje spoja do kovinskega sijaja,
- Čiščenje notranje površine armature,
- aplikacija fluksa,
- povezovalni deli,
- Odstranjevanje presežnega toka
- Pravzaprav spajkanje.
Glavna razlika med mehkim in trdim spajkanjem je, da ima bakrena cev po mehkem spajkanju lepši videz kot po trdem spajkanju.Med trdim spajkanjem se cev zelo segreje, počrni v debelini, se pokrije s kosmiči - nemogoče jo je očistiti, ne bo videti kot sijoča bakrena cev, bo črna. Po trdem spajkanju je kotlovnica videti grda, zato je, če ponujajo trdo spajkanje, bolje zavrniti. Uporabljajte samo mehko spajko.
Trdo spajkanje bakrene cevi je primerno za tiste primere, ko se po cevovodu ne prenaša tekočina, ampak plin. Na primer, pri klimatskih sistemih, sistemih za transport kakršnih koli plinov je dovoljeno samo trdo spajkanje, ker ostanki toka, ki se nanesejo na cev in notranjo površino fitinga, pridejo v cevovod in jih je treba sprati.
Mehko spajkanje je primerno za hidravlične sisteme kot izgleda bolj estetsko.
Omejitve pri uporabi bakrenih cevi
Za baker obstajajo naslednje omejitve delovanja zaradi lastnosti kovine:
- Mehkoba, ki zagotavlja plastičnost cevi in priročnost njihove namestitve, omejuje dovoljene pretoke vode. Za dolgo življenjsko dobo vodovodnega sistema so optimalne vrednosti do 2 m / s.
- Zaradi mehkobe bakra so glede čistosti vode postavljene naslednje zahteve – ne sme vsebovati mehanskih nečistoč, kar dosežemo z vgradnjo ustreznih filtrov na dovod. Suspendirani delci lahko povzročijo erozijo (spiranje materiala sten cevi) zaradi mehanskega udarca.
- Površina bakra je prekrita z oksidnim filmom, ki se pojavlja naravno in je zaščitna plast. Klor, ki je prisoten v vodi, ta film spremeni v pravo patino, ki cevi zagotavlja še večjo zaščito.To se zgodi le, če je skupna trdota vodnega toka 1,42–3,1 mg/l s pH v območju 6,0–9,0. V nasprotnem primeru se bo patina uničila, kar bo povzročilo njeno neprekinjeno obnavljanje zaradi porabe bakra, kar lahko znatno zmanjša življenjsko dobo cevovoda.
- Pri oskrbi s pitno vodo ni dovoljena uporaba svinčene spajke za povezovanje cevi (svinček je strupena snov).
- Pri namestitvi bakrenega cevovoda je potrebno izvesti vse operacije, da ne bi skrajšali življenjske dobe sistema iz ocenjenih 50 let. Pri upogibanju cevi njihove gube niso dovoljene, saj bo to kršilo laminarni tok vode. Cev ne sme biti zvita. V primeru zagozditve se urejanje ne izvede več kot 1-krat.
- Po spajkanju je treba odstraniti neravnine in brazde, ki nastanejo po spajkanju, saj prispevajo k nastanku turbulentnih vrtincev v vodnem toku s sočasno erozijo, kar bo povzročilo zmanjšanje življenjske dobe bakrenega cevovoda.
- Pregrevanje med spajkanjem, še posebej močno, lahko povzroči puščanje povezave ali izgubo bakrene trdnosti, vse do poka.
- Fluks, ki se uporablja pri spajkanju, je treba odstraniti s pranjem, saj je agresivna snov in lahko prispeva k koroziji cevi.
- Prepovedano je montirati elemente iz aluminija, cinka, jekla po bakrenih ceveh v smeri toka vode, da preprečimo korozijo slednjih. Če ta pogoj ni izpolnjen, je potrebna uporaba pasivnih anod (na primer iz magnezija).
- Prehod z bakra na cev iz drugih kovin je priporočljivo izvesti preko medeninastih, bronastih ali nerjavnih jeklenih armatur, da se izognemo hitri koroziji slednjih.
Kljub obstoječim omejitvam uporabe danes bakrene cevi veljajo za najboljši material za ureditev vodovodnih sistemov.
Metode povezovanja bakrenih cevovodov
V praksi so bakrene cevi za ogrevanje povezane na naslednje načine.
Kapilarno spajkanje je najbolj zanesljiv način montaže. Če želite to narediti, boste potrebovali gorilnik in posebno spajko.
 Naslednja najbolj zanesljiva metoda je povezava s stiskalnimi fitingi. Ta metoda zahteva uporabo stiskalnih klešč. Kljub temu, da je ta metoda po kakovosti nekoliko slabša od spajkanja, se uporablja precej pogosto, saj praktično ne zahteva posebnega usposabljanja. Uporaba te metode povezave je možna, če tlak energijskega nosilca ne presega 10 atmosfer.
Naslednja najbolj zanesljiva metoda je povezava s stiskalnimi fitingi. Ta metoda zahteva uporabo stiskalnih klešč. Kljub temu, da je ta metoda po kakovosti nekoliko slabša od spajkanja, se uporablja precej pogosto, saj praktično ne zahteva posebnega usposabljanja. Uporaba te metode povezave je možna, če tlak energijskega nosilca ne presega 10 atmosfer.
Povezava s kompresijskimi nastavki. Najlažji način za spajanje bakrenih delov ogrevalnega sistema, od opreme potrebujete le ključe ustrezne velikosti. Ta preprostost je nekoliko vplivala na kakovost povezave, razlog za težavo je najpogosteje v kakovosti armature in ne v sami cevi.
Kako poenostaviti namestitev ogrevanja
Tukaj je še zanimivo vedeti o ogrevanju iz bakrenih cevi - namestitev sistema je mogoče močno poenostaviti in narediti bolj zanesljivo. To je mogoče zaradi dejstva, da so kovinske cevi bakrene, so zelo duktilne. Poleg tega se takšna cev proizvaja ne samo v obliki izmerjenih materialov, ampak jo je mogoče kupiti v kolobarjih velike dolžine. To vam omogoča montažo sistema praktično brez linearnih spojev.
V tem primeru se zahtevana konfiguracija ogrevalne linije doseže z upogibanjem cevi, ne bo vam treba uporabljati vogalnih nastavkov. Obstaja tudi možnost prečnega vstavljanja cevi z naknadnim spajkanjem.
Da bi bakreno cev upognili in preprečili njeno deformacijo, postopajte na naslednji način.
Za upogibanje bakrenih ogrevalnih cevi brez predgrevanja boste morali uporabiti posebno napravo - upogib cevi. Omogoča vam, da dobite določen kot upogibanja, hkrati pa preprečite deformacijo cevi. Če poskusite to narediti ročno, boste dobili poškodovan material, saj je v skoraj vseh primerih notranji odsek znatno moten, kar ustvarja dodaten upor, kar povzroči zmanjšanje kroženja energijskega nosilca.
Bolj preprosto, še bolj pa ne zahteva zapletenih naprav, je upogibanje ogrevanih cevi. Za to se cevi segrejejo z gorilnikom, najprej jih je treba namestiti na posebno spiralo, ki bo preprečila zmanjšanje prečnega prereza. Zavoj je narejen z gladkim gibanjem brez sunkov.










Ne pozabite, da bo mogoče popraviti kot šele po ponovnem segrevanju, vendar je to tudi nezaželeno, takšen vpliv lahko negativno vpliva na lastnosti cevi.
Kapilarno spajkanje
Ta način povezovanja bakrenih cevi temelji na delovanju sil površinske napetosti, ki vam omogočajo, da spoj povezanih elementov zapolnite s spajkanjem.
Za visokokakovostno povezavo morajo biti izpolnjeni naslednji pogoji:
- Deli, ki jih je treba spojiti, so povezani po metodi vtičnice. Če želite to narediti, je treba konec enega elementa razširiti (razširiti), ne pozabite, da mora biti reža med cevmi na spoju desetinke milimetra.V ta namen je bolje uporabiti poseben ekspander ali orodje za prirobnice (za vstavljanje cevi).
- Cevi se očistijo, odvisno od spajkanja, jih je treba obdelati s fluksom.
- Ko so obdelovanci povezani, začnite enakomerno segrevati spoj. Ko dosežete želeno temperaturo, vstavite spajkalno žico v plamen. Med postopkom taljenja bo tekoča spajka zapolnila ves prostor med cevmi na spoju.
Tehnologija kapilarnega spajkanja ima seveda svoje nianse, katerih upoštevanje je nemogoče v obsegu enega članka. Toda ta vrsta povezave je najpogosteje uporabljena, saj mora biti ogrevanje z bakrenimi cevmi lepo, da ustreza njegovi ceni.
št. 6. Bakrene cevi za ogrevanje
Nadaljujmo s študijem kovinskih cevi za ogrevanje. Bakrene cevi so se začele uporabljati že v 17. stoletju in se še vedno aktivno uporabljajo, kljub pojavu cenejših možnosti.
prednosti:
- vzdržljivost v primerjavi z življenjsko dobo zgradb. Bakrene cevi in fitingi ne izgubijo svojih lastnosti 100 let ali več;
- odpornost proti koroziji, visoka tesnost, pomanjkanje sposobnosti prehajanja zraka in kopičenja usedlin na notranji površini, zato se z leti prepustnost cevi ne zmanjša;
- visoka toplotna prevodnost;
- odpornost na temperaturne ekstreme (območje delovne temperature od -200 do +500°C) in pritiske v sistemu;
- estetski videz.
Glavna pomanjkljivost je visoka cena. Ne samo, da je sam material drag, ampak so tudi glavni proizvajalci koncentrirani zunaj države.
Če upoštevamo trajnost materiala in odsotnost težav v naslednjih 100 letih, potem stroški ne izgledajo kot tako pomembna pomanjkljivost.Če vprašanje izbire cevi za ogrevanje ne temelji na proračunu, bodo bakrene cevi najboljša možnost.
Postopek namestitve je specifičen, zato je bolje poiskati pomoč strokovnjakov.
Da bi ogrevalni sistem služil več let, je bolje, da bakrenih cevi ne kombinirate z nelegiranimi jeklenimi cevmi. Slednji bo zelo hitro zarjavel. Če se takšni kombinaciji ni mogoče izogniti, naj bodo jeklene cevi pred bakrenimi cevmi v smeri gibanja vode.

Raznolikost bakrenih izdelkov

Bakrene cevi so razvrščene po različnih kriterijih. Eden glavnih je način njihove izdelave. Po tem merilu so izdelki razdeljeni na naslednje vrste:
- Nežaljene bakrene cevi. Izdelane so iz čiste kovine z valjanjem ali žigosanjem. Cevi imajo visoko trdnost in zlahka prenesejo pritisk 450 MPa. Uporaba te metode ima nekaj pomanjkljivosti. Rezultat je material z zmanjšano plastičnostjo, kar nekoliko omejuje njegov obseg.
- Žgano. Obdelava cevi se izvaja s posebno tehnologijo. Njegovo bistvo je v segrevanju materiala na 700 stopinj, čemur sledi hlajenje. Hlajenje se izvaja postopoma. Zaradi takšne obdelave bakreni izdelki izgubijo svojo moč. Namesto tega se poveča njegova plastičnost. Zaradi te lastnosti se bakrene cevi pogosto uporabljajo za gradnjo cevovoda, ki ima zapleteno konfiguracijo.
Po standardih se bakrene cevi proizvajajo v treh vrstah, ki imajo značilne razlike v mehanskih in obratovalnih lastnostih. Torej, glede na stopnjo trdote so bakreni izdelki razdeljeni na naslednje vrste:
- Trdno.Izdelki se pogosto uporabljajo za cevovode, ki morajo imeti visoko trdnost. Porazdelitev cevi med postopkom namestitve se izvaja samo s predgrevanjem. Cevovod ima lahko več zavojev. Za upogibanje cevi pod izbranim kotom morate uporabiti upogib cevi.
- Poltrdna. Bakrene cevi te vrste zlahka prenesejo ekspanzijo, če se premer poveča za 15%. Izdelek ima večjo plastičnost kot prejšnji material. Vendar pa za upogibanje potrebujete upogib cevi.
- Mehke cevi. Lahko prenese porazdelitev s četrtino povečanja premera. V tem primeru ni vrzeli in razpok. Izdelek je enostavno upogniti. Za to materiala ni treba segrevati. Mehke bakrene cevi se pogosto uporabljajo za ogrevanje in oskrbo z vodo. Veliko se uporabljajo tudi pri polaganju talnega ogrevanja.
Tudi bakrene cevi so razvrščene glede na obliko odseka. So okrogle ali pravokotne. Zadnja možnost je veliko dražja. Pravokotne cevi se uporabljajo za izdelavo posebnih prevodnikov v električni opremi. Tudi bakrene cevi imajo lahko različne debeline sten (0,6 - 3 mm) in premere (12 - 267 mm). Na različnih področjih se uporabljajo izdelki z določenimi parametri. torej Cevi se uporabljajo za gradnjo plinovoda, katerega debelina stene je 1 mm, v vodovodu - 2 mm.
Proizvodnja
Za gradnjo cevovodov za oskrbo z vodo in ogrevanje se uporabljajo brezšivni bakreni izdelki. Izdelane so po treh tehnologijah:
- hladno valjanje - deformacija kovinskega obdelovanca se pojavi pri prehodu med vrtljivimi zvitki. Skozi luknjo se ustvari z metodo vdelane programske opreme.Nato se rokav kalibrira na želene dimenzije;
- hladno vlečenje - temelji na vlečenju obdelovanca skozi risalno orodje (orodje za risanje) s posebnim kanalom, ki se zoži po dolžini. V procesu risanja se kovina stisne na zahtevane geometrijske parametre in raztegne po dolžini;
- vroče stiskanje - pridobivanje cevi z ekstrudiranjem (ekstruzijo) skozi izstop iz matrice.
V industrijski proizvodnji se lahko uporablja ena od teh tehnologij ali njihova kombinacija. Sestava opreme in tehnoloških operacij ima lahko nekaj razlik, vendar je glavni proizvodni proces vedno sestavljen iz naslednjih korakov:
- priprava obdelovanca;
- hladno valjanje ali vlečenje ali vroče stiskanje;
- toplotna obdelava;
- mazanje cevi in orodja;
- predelava končnih in vmesnih izdelkov;
- rezanje na izmerjene dele ali navijanje v tuljave;
- nadzor kakovosti končnih izdelkov.
Metoda št. 2: Utorjenje (Roll Groove)
Cevovodi, ki nastanejo s povezavo s končnimi žlebovi (utori za narezke), se že dolgo uporabljajo pri gradnji brizgalnih (namakalnih) požarnih sistemov. Od leta 1925 se ta popolnoma zanesljiv način povezovanja cevi uporablja na jeklenih in železnih cevovodih za ogrevanje, prezračevanje, klimatizacijo in druge sisteme.










Medtem je podoben mehanski način povezovanja z narebri na voljo tudi za bakrene cevi s premerom od 50 mm do 200 mm. Narebreni mehanski priključni komplet vsebuje:
- spojke,
- tesnila,
- različne armature.
Mehanski sistem narebriča ponuja praktično alternativo spajkanju bakrenih cevi večjega premera. V skladu s tem metoda narebrička ne zahteva dodatnega segrevanja (uporaba odprtega ognja), kot pri spajkanju. trda ali mehka spajka.
Narebričen utor na koncu bakrene cevi je eden od glavnih elementov metode povezave "narebričen utor". Meritev po valjanju določi primerno prileganje
Povezava žlebov temelji na lastnostih duktilnosti bakra in povečani trdnosti te kovine pri hladnem obdelavi. Zasnova vključuje tesnjenje vpenjalnega sistema, za katerega se uporablja tesnilo iz sintetičnega elastomera (EPDM - Ethylene Propylene Diene Methylene) in posebej zasnovana spona. Številni proizvajalci po vsem svetu ponujajo orodja za ustvarjanje utornih spojev - tesnila, sponke, okovje.
Pri oblikovanju povezav po metodi narebričnega utora se uporabljajo okovja različnih velikosti in delovne sponke s tesnili
Priprava in izdelava narebričaste utorne povezave
Kot pri drugih postopkih spajanja bakra brez spajkanja je pri ustvarjanju močnega, neprepustnega zvara primarnega pomena ustrezna priprava konca cevi. Prav tako je očitna prava izbira orodja za narebričenje za vsako vrsto bakrenih cevi. Za varno in brezhibno pripravo tovrstnih povezav je treba upoštevati priporočila proizvajalca.
Tabela dovoljenih tlakov in temperatur za to vrsto povezave
| Vrsta povezave | Razpon tlaka, kPa | Temperaturno območje, ºC |
| Utor, D = 50,8 - 203,2 mm, tip K, L | 0 — 2065 | minus 35 / plus 120 za K minus 30 / plus 80 za L |
| Rolo utor, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tip M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Postopek po korakih za sestavljanje sklopa narebričnega utora:
- Konce bakrenih cevi odrežite po velikosti točno pravokotno na os.
- Po rezanju in posnetju odstranite zareze.
- Navijte utore na želene dimenzije, kot zahteva proizvajalec okovje.
- Preverite, ali so priključki, tesnila, sponke poškodovani.
- Tesnila namažite v skladu s priporočili proizvajalca.
Pred končno montažo preverite, ali so vpenjalne površine čiste in ostanke. Zmes sestavite v skladu s priporočili proizvajalca.
Praktično sestavljen del vozlišča po metodi "narebričnega utora". Elastična tesnila vpenjalnega nosilca se pred končnim sedenjem bakrenih cevi obdelajo z majhno količino maziva.
Vpenjalne matice je treba dokončno priviti na zahtevani navor v skladu s priporočili proizvajalca. Po privijanju vijakov je treba ponovno pregledati območje vpenjanja, da se prepričate, da je sklop pravilno sestavljen.
Testiranje celotnega narebričenega sistema
Preskušanje celotnega cevovodnega sistema se lahko izvede z uporabo zračnega ali vodnega tlaka v sistemu. Tudi hidropnevmatska metoda ni izključena, če se uporablja relativno visok preskusni tlak.
Vendar je treba upoštevati, da vrednost preskusnega tlaka ne sme presegati največjega dovoljenega delovnega tlaka, ki ga določi proizvajalec sistema z narebri.
št. 7. Polipropilenske cevi za ogrevanje
Polipropilenske cevi so izdelane na osnovi polimerov, obstaja več vrst takšnih cevi, vendar se v ogrevalnem sistemu običajno uporabljajo PP cevi iz posebnega propilena. Materiali iz skupine termoplastov, ki vključujejo vse vrste polipropilenskih cevi, so nestabilni na visoke temperature, zato je za ogrevalne sisteme potrebno vzeti samo ojačane cevi, po možnosti s steklenimi vlakni. Tako so na primer cevi tipa PN25 ojačane, prenesejo tlak v sistemu do 25 atm in temperaturo +95C s kratkotrajnim povečanjem na +120C.

prednosti:
- razmeroma dolga življenjska doba. Po navedbah proizvajalcev obstojnost doseže 50 let;
- odpornost proti koroziji. Notranja površina cevi ostane gladka skozi celotno življenjsko dobo, ne da bi se zmanjšal pretok. Zaradi tesnosti kisik ne prehaja v sistem in ne poškoduje njegovih kovinskih elementov;
- visoka mehanska trdnost;
- majhna teža;
- odpornost na nizke temperature. Če je voda v cevi zamrznjena, vam ni treba skrbeti za celovitost - zaradi sposobnosti širjenja material ne bo poškodovan in se bo po odtajanju vrnil v prvotno obliko;
- hermetična povezava, ki jo zagotavljajo posebni priključki in varjenje;
- relativno enostaven postopek namestitve. Za povezovanje posameznih elementov z okovjem se uporablja poseben varilni stroj, ki ga ljudje pogosto imenujejo likalnik in spajkalnik. Za varjenje spoja traja nekaj sekund in se ni težko naučiti delati z napravo;
- nizka raven hrupa, ko voda teče skozi cevi, zlasti v primerjavi s kovinskimi kolegi;
- popolna neškodljivost za zdravje;
- relativno nizka cena.Polipropilenske cevi bodo stanejo manj kot kovinsko-plastične ali cevi iz nerjavnega jekla.
Med pomanjkljivostmi:
- nezmožnost uporabe v požarno nevarnih območjih;
- visoka linearna ekspanzija povzroči potrebo po uporabi kompenzatorjev.
Pomanjkljivosti pogosto vključujejo nizko toplotno odpornost, nizko togost in nestabilnost proti vodnemu kladivu. To je posledica napačne izbire polipropilenskih cevi. Za ogrevalne sisteme so potrebni samo ojačani izdelki, ki ne upognejo, prenesejo visoke temperature in pritiske. Poleg tega je zelo pomemben proizvodni proces: če je tehnologija kršena, pridejo cevi neustrezne kakovosti, zato je bolje dati prednost zaupanja vrednim eminentnim proizvajalcem.










Primerjalni pregled cen
V gradbeništvu, vodovodnih trgovinah lahko kupite cevi za ogrevanje, ki so izdelane iz različnih materialov:
- Baker. Povprečna cena za 1 meter (premer 20 mm) je 250 rubljev. Dovoljene temperature delovne tekočine - do 500 stopinj Celzija. Prenašajo blodeče tokove, kar je pomanjkljivost.
- Polipropilen. Povprečna cena za 1 meter je 50 rubljev. Primerno za temperature tekočine do 95 stopinj. Ne oksidirajo. Ne prenese močnega vodnega kladiva.
- Kovinsko-plastična. Povprečna cena za 1 meter je 40 rubljev. Najvišja temperatura je do 150 stopinj. Obdobje aktivnega delovanja je 15 let.
Cene se razlikujejo glede na premer, debelino stene, priljubljenost proizvajalca.
 Bakrene cevi za ogrevanje
Bakrene cevi za ogrevanje
Vrste
Vrste polipropilenskih cevi, odvisno od zasnove:
- trdna - izdelana iz homogene plastike;
- ojačana - v proizvodnji se uporabljata dva ali več materialov, ki se med seboj kombinirajo.
Ojačane cevi imajo več razlik od trdnih delov:
- zunanja stran je prevlečena z aluminijasto folijo;
- v notranjosti dela je lahko dodatna aluminijasta prevleka;
- cevi je mogoče ojačati s steklenimi vlakni.
Razvrstitev polipropilenskih cevi z ojačitvijo:
- aluminij. Lahko se okrepi z neprekinjeno plastjo ali mrežo z majhnimi luknjami. Prisotnost dodatne plasti kovine zagotavlja zmanjšanje toplotnega raztezanja plastike, povečanje trdnosti, odpornost na pritisk.
- Fiberglass. Imajo večplastno strukturo. Glavni sloji sta dve plasti polipropilena, med katerima je ojačitvena plast iz steklenih vlaken.
- Kovinsko-polimer. Sestavljen je iz 5 plasti. Zunaj in znotraj je polipropilen. Vmesni sloji - lepilo. Osrednji del je aluminij.
Tehnične lastnosti ojačanih izdelkov so višje od lastnosti delov iz homogenega materiala.
 Različne polipropilenske cevi
Različne polipropilenske cevi
Specifikacije
Tehnične značilnosti polipropilenskih cevi:
- Indeks odpornosti proti zmrzali - do -15 stopinj. Cevi iz tega materiala niso primerne za izdelavo zunanjih vodovodnih cevi.
- Nizka toplotna prevodnost. Zaradi tega tekočina doseže z enega konca cevovoda na drugega z minimalno temperaturno razliko.
- Gostota polipropilena je 0,91 kg/cm2.
- Kemična odpornost materiala.
- Visoka stopnja linearne ekspanzije.
- Mehanska trdnost - 35 N / mm.
- Mehčanje polipropilena se začne pri 140 stopinjah.
- Toplotna odpornost na toplotne nosilce - do 120 stopinj.
- Taljenje plastike se začne pri 170 stopinjah.
- Območje delovnega tlaka je 10–25 atmosfer.
Cevi iz tega materiala so izdelane s premerom od 10 do 125 mm. Deli so povezani s posebnim spajkalnikom. Zahvaljujoč spajkanju dobimo močan, nepredušen šiv.