
- 1 Bakrene cevi za oskrbo z vodo - tehnološke značilnosti in prednosti
- Načini povezave
- Montaža
- Kako spajkati bakrene cevi, navodila po korakih
- Priprava povezave
- Aplikacija Flux
- Spajkanje
- Sorte bakrenih izdelkov
- Po dogovoru
- Glede na način izdelave
- Po obliki odseka
- Glede na stopnjo trdote
- Vrste navijanja
- Kakšne armature so na trgu?
- Možnost #1 - kompresijski elementi
- Možnost #2 - kapilarne armature
- Možnost #3 - stiskalnice
- Vrste izdelkov za prileganje
- Nianse montaže in spajkanja cevi vseh premerov
- Naredite sami korak za korakom v 7 korakih
- Specifikacije
- Razvrstitev cevi
- Regulativne zahteve
- Montaža bakrenih cevi za oskrbo z vodo
- Potrebna orodja in materiali
- Napredek dela
- Značilnosti montaže
1 Bakrene cevi za oskrbo z vodo - tehnološke značilnosti in prednosti
Najprej baker cevi za vodovod privlačne zaradi svoje moči. Trdni izdelki s premerom 12 mm, z debelino stene le 1 mm, so zasnovani za delovni tlak 100 barov pri temperaturi 250 °C. Bakreni cevovod na fitingih, sestavljen s trdim spajkanjem, prenese največje obremenitve nad 500 atm in temperature do 600 °C. Mnogi materiali postanejo krhki, ko temperatura pade.Baker je izjema - moč in duktilnost te kovine se povečujeta z nižanjem temperature.
Ta lastnost zagotavlja dopustnost večkratnega zamrzovanja in odmrzovanja bakrenih cevi (odvisno od trdote izdelkov do 3-krat). Tudi če pride do nesreče, je le na enem mestu, za razliko od jeklenih cevovodov, pri katerih se sunek širi po cevi. Zato odprava posledic zmrzovanja bakrenih izdelkov ni težka, jekleni sistem pa je treba v celoti zamenjati.

Bakrene cevi so enostavne za obdelavo in zelo tehnološko napredne v katerem koli delu inštalacije: pri prehodu lukenj, upogibanju okoli vogalov in drugih ovir, namestitvi opreme, montaži veje na že dokončan cevovod. Za vsa dela je potrebno preprosto mehanizirano in ročno orodje.
Bakreni sistemi so univerzalni - fitingi in cevi istega standarda se uporabljajo za vse vrste javnih služb. To zagotavlja uporabo enega samega načina namestitve in enake opreme. Najpogostejši in najbolj zanesljiv način spajanja bakrenih cevi je kapilarno spajkanje. Širina spajkanja, tudi pri majhnih premerih, ni manjša od 7 mm in daje vgradno trdnost višjo kot pri znanih načinih povezovanja, vključno s katero koli vrsto varjenja.

Med preizkusi je vedno prišlo do zloma telesa cevi, tesnost spojev, vključno s servisiranimi, pa ni bila nikoli prekinjena. Kapilarno spajkanje omogoča hitro in enostavno montažo. Njegove prednosti so še posebej očitne v primerjavi z varjenjem, ki zahteva večjo natančnost in skrbnost pri delu s plastičnimi cevmi, ali obsežno opremo v primeru jeklenih sistemov.
Poleg povezav visoke vzdržljivosti in zanesljivosti (stiskanje, spajkanje, varjenje) obstajajo tudi tisti, ki ne zahtevajo posebnih znanj in orodij - z uporabo fitingov za hitro namestitev v primeru nesreč, pa tudi v netlačnih sistemih (samostojni -zaklepanje, stiskanje itd.). To zagotavlja učinkovitost in fleksibilnost pri delu monterja. Prepovedano je navijanje bakrenih cevi, vendar kombinirani priključki omogočajo preprost prehod na navoj s stiskanjem ali spajkanjem.
Zaradi plastičnosti bakra je mogoče z mehaniziranim ali ročnim ekspanderjem povezati cevi s kapilarnim spajkanjem brez uporabe fitingov. To omogoča (v nekaterih primerih znatno) znižanje stroškov sistema med njegovo namestitvijo. Način pritrditve povezave zagotavlja zagotovljeno stabilnost parametrov in zanesljivost sistema.
Bakreni cevovod je dovoljeno vgraditi v stene in tla, če se izdelki uporabljajo v izolaciji, valoviti cevi, lupini, kjer je zagotovljen toplotni raztez zaradi nihanj temperature dovedene vode, ali so nameščeni v škatli. Servisirani priključki ne smejo biti monolitni, ne da bi zagotovili dostop do njih. Ko so bakrene cevi odprte, so zelo estetsko prijetne, jih je mogoče barvati, vendar zahtevajo ureditev, ki preprečuje nevarnost nenamerne poškodbe.
Načini povezave
Namestitev teh izdelkov se lahko izvede na dva načina: z navojno povezavo ali s spajkanjem. Baker in zlitine, ki nastanejo na njegovi osnovi, se lahko združijo z visokotemperaturnim in nizkotemperaturnim spajkanjem.

Pri sistemih za oskrbo z vodo se nizkotemperaturno spajkanje uporablja predvsem z različnimi spajkami, z izjemo svinčenega kositra.Vsebujejo velik delež svinca, ki ga ni mogoče uporabiti. za spajkanje cevovodov za pitno vodo. Za montažo takšnih sistemov je bolje izbrati spajke, ki vsebujejo kositer baker ali srebro. Ustvarjajo kakovosten šiv in izpolnjujejo vse zahteve glede trdnosti, zanesljivosti in vzdržljivosti vodovodnih sistemov. Kot fluks lahko vzamete kolofonijo - vazelinsko pasto, ki vključuje kolofonijo, cinkov klorid in tehnični vazelin. Ima pastozno konsistenco, ki je enostavna za nanašanje.
Montaža
Namestitev bakrenih cevovodov se izvaja s posebnimi priključki - fitingi ali z varjenjem. S stiskalnimi ali zložljivimi priključki so cevi trdno spojene z elementi ogrevalnega sistema, vendar se najpogosteje uporablja varjenje. Pri vgradnji žarenih bakrenih cevi na mestih, kjer je to potrebno, jih je mogoče upogniti, tako da se zmanjša skupno število spojev in spojev. Za to se uporablja upogib cevi, zahvaljujoč kateremu je mogoče doseči potreben naklon, ne da bi pri tem ogrozili celotno prehodnost sistema.

Namestitev kompresijskih fitingov ne zahteva posebne opreme: cev se preprosto vstavi v utor, dokler se ne ustavi, nato pa se tesno privije z matico, sam material pa je treba pritisniti na telo fitinga. Za maksimalno prileganje in popolno tesnjenje je treba uporabiti dva ključa. To je vsa oprema, ki jo potrebujete. Vendar ne smemo pozabiti na posebnosti stisnjenih pritrdilnih elementov, ki vključujejo popoln nadzor tesnosti - takšni sistemi občasno začnejo "kapljati", zato se spojev ne sme zazidati, dostop do cevi mora biti odprt.

Stiskalnice so nameščene s posebnimi stiskalnicami, to je precej draga možnost namestitve, vendar je povezava močna in zanesljiva, vendar enodelna. Strokovnjaki ugotavljajo, da se kapilarno spajkanje šteje za najbolj univerzalno metodo namestitve bakrenih cevovodov; ta metoda vam omogoča, da med seboj povežete segmente cevi enakega premera. Da bi to naredili, se na enem od koncev izvede razširjanje, to je, da se njegov premer nekoliko poveča, kar vam omogoča, da eno cev vstavite v drugo.

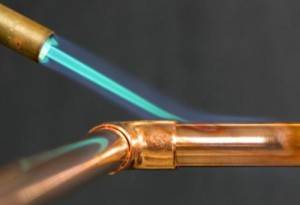
Spoj se očisti s posebno gobo ali kovinsko krtačo, nato pa so spojene površine prekrite s fluksom - to je posebna sestava, ki zagotavlja največji oprijem kovine na spajko. Tako obdelane cevi se zaporedno vstavljajo ena v drugo, tako da reža med njimi ne presega delčka milimetra. Nato se spajka segreje z varjenim gorilnikom in ko material doseže temperaturo taljenja, se vse nastale vrzeli vlijejo s staljeno sestavo.

Ko je šiv napolnjen, ga je treba ohladiti, za to lahko spoj spustite v vodo ali pa ga preprosto pustite na prostem. Na splošno je ta postopek, tako kot popravilo, precej preprost, vendar zahteva natančnost, temeljitost in skladnost z varnostnimi predpisi. Bakrene cevi so estetsko prijetne, vendar včasih uporabniki takšne izdelke pobarvajo tako, da se cevi ujemajo s celotnim konceptom notranjosti.

Zelo pomembno je, da barva, ki se uporablja za to, izpolnjuje naslednje pogoje:
- premaz ne sme spremeniti barve pod vplivom visoke temperature;
- barva mora zanesljivo zaščititi pred kakršnimi koli zunanjimi vplivi;
- tudi minimalno luščenje je nesprejemljivo.

Priporočljivo je, da cevi pred nanosom barve premažete s temeljnim premazom, strokovnjaki priporočajo uporabo svinčeno-rdeče svinčene sestave. Upoštevajte, da se barva ne vpije v baker, zato jo morate zelo previdno razmazati s čopičem. In tudi v tem primeru je bolj ali manj enakomerno pokritost mogoče doseči šele po 2-3 slojih. Lahko pa uporabite tudi barvo iz razpršila, veliko bolj enakomerno se položi.








Kako povezati bakrene cevi z lastnimi rokami, si oglejte naslednji video.
Kako spajkati bakrene cevi, navodila po korakih
Delo po korakih vam omogoča, da dobite visokokakovostne povezave. Pri izvajanju postopka vam ni treba hiteti, upoštevati morate vsa pravila in priporočila.
Priprava povezave
Na prvi stopnji se pripravijo potrebni deli zahtevanih dimenzij. Za rezanje se uporablja rezalnik cevi, ki mora biti nameščen strogo pravokotno na cevovod. Najprej je cev vpeta v nosilec orodja med rezilom in podpornimi valji.
 Rezalnik se enkrat ali dvakrat zavrti okoli segmenta, ki ga želite rezati.
Rezalnik se enkrat ali dvakrat zavrti okoli segmenta, ki ga želite rezati.
Nato se vijačni mehanizem zategne. Po tem se postopek rezanja ponovi. Takšna dejanja se izvajajo, dokler ne pride do končnega rezanja cevi.
Za pripravo delov zahtevane velikosti lahko uporabite tudi nožno žago s kovinskim rezilom. Vendar s takšnim orodjem ni vedno mogoče izvesti enakomernega reza. Poleg tega pri uporabi nožne žage nastane veliko kovinskih opilkov.
Zato morate biti zelo pozorni, da ne pridejo v sistem.Konec koncev lahko žagovina povzroči škodo na dragi opremi ali zastoje v inženirskih komunikacijah.
 Rezalnik cevi vam omogoča raven rez. Nato se s konca cevi odstranijo neravnine.
Rezalnik cevi vam omogoča raven rez. Nato se s konca cevi odstranijo neravnine. Notranja površina izdelka je očiščena in razmaščena. Ista dejanja se izvedejo z drugim segmentom.
Notranja površina izdelka je očiščena in razmaščena. Ista dejanja se izvedejo z drugim segmentom.
Na naslednji stopnji se uporablja ekspander cevi ali valjanje. Omogoča vam povečanje premera enega od segmentov, tako da je mogoče dele povezati. Razdalja med njimi mora biti 0,02-0,4 mm. Pri manjših vrednostih spajka ne bo mogla pronicati vanj, pri večjih pa kapilarnega učinka ne bo.
Aplikacija Flux
Tok se nanese v enakomernem sloju v minimalni količini na zunanjo površino izdelka, ki je vstavljen v povezani segment.
 Operacija se izvaja s čopičem. Lahko je vključen v komplet reagentov.
Operacija se izvaja s čopičem. Lahko je vključen v komplet reagentov.
Če ga ni, se uporablja čopič. Treba je uporabiti orodje, ki ne pušča vlaken.
Spajkanje
Postopek se začne s priključitvijo delov cevovoda. Izvaja se po uporabi fluksa.
 Na navlaženi površini ne sme biti tujkov.
Na navlaženi površini ne sme biti tujkov.
Ko sta cev in fiting povezana, se zadnji element vrti, dokler ni popolnoma nameščen na segment cevovoda. To dejanje omogoča tudi porazdelitev toka po območju, ki ga je treba spojiti. Če iz reže med deli izstopi potrošni material, ga odstranimo s prtičkom ali krpo, saj gre za agresivno sestavo kemičnega izvora.
Postopek nizkotemperaturnega spajkanja se začne z vklopom gorilnika. Njegov plamen je usmerjen na mesto spajanja in se nenehno premika vzdolž spoja za enakomerno segrevanje.Po segrevanju delov se na režo med njimi nanese spajka. Potrošni material se bo začel topiti, če je bil spoj dovolj segret. Na tej točki je treba gorilnik odstraniti iz spoja, ker bo potrošni material zapolnil vrzel. Mehke spajke ni treba posebej segrevati. Taljenje potrošnega materiala se pojavi pod vplivom toplote iz segretih delov.
 Mehko spajkanje bakrenih cevi
Mehko spajkanje bakrenih cevi
Priključki cevovodnih elementov se izvajajo s stalnim nadzorom bakrenega ogrevanja. Kovina se ne sme pregrevati! Če tega pravila ne upoštevate, bo tok uničen. Zato se oksidi ne odstranijo iz delov. Posledično se kakovost šivov zmanjša.
Trdo spajkanje se začne z enakomernim in hitrim segrevanjem delov, ki jih je treba spojiti. Izvaja se s plamenom svetlo modre barve zmerne intenzivnosti.
Spajka se nanese na spoj, ko se elementi segrejejo na temperaturo 750°C. Želeno vrednost doseže, ko baker postane temno češnjeve barve. Za boljše taljenje spajke jo lahko dodatno segrejemo z gorilnikom.
Ko se šiv ohladi, spoj obrišemo s krpo, da odstranimo ostanke toka. V nasprotnem primeru lahko snov povzroči uničenje bakra. Če je na površini cevovoda nastala spajka, jo odstranimo z brusnim papirjem.
Sorte bakrenih izdelkov
Trenutno obstaja več vrst bakrenih cevi. Spodaj so glavne.







Po dogovoru
Za predvideni namen se uporabljajo naslednje cevi:
- za pohištvo - iz kroma - 25 mm;
- za komercialno opremo - ovalni izdelek - 25 mm;
- pri izdelavi pohištvenih nosilcev - 50 mm (bar);
- za kuhinjsko sobo - 50 in 26 mm (ograja in bar).
Pri izdelavi pohištva se uporablja pohištvena kromirana cev. Uporablja se v glavni konstrukciji pohištva - kot kovinska palica. Za razliko od okroglega ima pravokoten prerez. Najpogosteje uporabljen profil je 40*100, 40*80, 50*50.
Nameščen je samo na ravno površino, uporablja pa se tudi pri popravilih in v avtomobilskih tovarnah - pri ustvarjanju močnega okvirja.
Glede na način izdelave
Glede na način izdelave se takšne bakrene cevi uporabljajo kot:
Neožgane bakrene cevi. Izdelana je iz čiste kovine z uporabo žigosanja.
Ima visoko natezno trdnost. V tem primeru kovina postane manj duktilna, po kateri obstajajo nekatere omejitve pri uporabi takšne cevi.
Žaljene bakrene cevi so plastične, ta kakovost olajša postopek namestitve
Žaljena bakrena cev. Gre skozi posebno tehnologijo obdelave. Segrejemo na 700 stopinj Celzija in nato ohladimo. V tem primeru postanejo elementi cevovoda manj močni, vendar bolj prožni.
Poleg tega se dobro raztegnejo - pred zlomom se njihova dolžina poveča za 1,5-krat.
Žaljeni cevni izdelki so mehkejši, zato je njihova namestitev hitrejša in enostavnejša.
Po obliki odseka
Po obliki odseka dodeliti:
- okrogle vodovodne cevi;
- elementi cevovoda, ki imajo obliko pravokotnika. Uporabljajo se za ustvarjanje prevodnikov v navitju statorja električne opreme, ki se hladi s tekočo metodo.
Dimenzije bakrenih cevi se lahko določijo z zunanjim premerom, ki je 12–267 mm. V tem primeru ima vsaka velikost cevi določeno debelino stene, ki je enaka 0,6–3 mm.
Pri dovajanju plina v hiše se uporabljajo cevi, katerih debelina je enaka 1 mm vsaj.
Pri namestitvi vodovodne instalacije se v mnogih primerih uporablja bakrena vodovodna cev, ki ima takšne velikosti, kot so: 12, 15, 18, 22 za 1 mm, 28, 35, 42 za 1,5 mm in 52 za 2 mm.
Glede na stopnjo trdote
Glede na stopnjo trdote se uporabljajo bakrene cevi, kot so:
Mehko. Oznaka je M ali W. Lahko prenesejo raztezanje brez razpok in trganja, ko se zunanji premer razširi za 25%.
Takšni cevovodni izdelki se uporabljajo pri ustvarjanju ogrevalnega sistema ali polaganju cevovodov za oskrbo porabnikov z vodo. Hkrati se izvede razporeditev cevovoda na vodovodne in ogrevalne naprave.
Mehki cevovodni elementi se v večini primerov uporabljajo pri gradnji in popravilu vodovodnih cevi. Njihova povezava velja za najpreprostejšo - priklop je mogoče izvesti brez uporabe dodatne opreme.
Bakrene cevi lahko prenesejo visoko temperaturo tekočin, ki se prenašajo skozi njih
Poltrdna. Imajo naslednje oznake - P ali NN. Takšni cevovodni izdelki lahko prenesejo ekspanzijo s povečanjem premera za 15%.
Ko so nameščeni, se za povezavo cevi uporablja ogrevanje brez uporabe fitingov. Za upogibanje ali upogibanje poltrdih izdelkov se uporablja cevni upogib za bakrene cevi.
Trdno. Označeni so z naslednjimi črkami - T ali H. Ko so nameščeni, se distribucija izvaja samo med ogrevanjem. Za upogibanje cevi uporabite cevni upogib.
Zadnji dve vrsti bakrenih izdelkov se uporabljata pri gradnji različnih avtocest.
Takšni deli se uporabljajo tudi pri gradnji cevovoda, ki bi moral imeti povečano mehansko trdnost.
Tesnjenje takšnih cevi velja za pomemben proces. Konec koncev, do njihovega odklopa lahko pride kadar koli - na primer, ko je tesnilna masa izčrpana. V primeru takšne situacije bo treba sklepe popolnoma obnoviti.








Vrste navijanja
Proizvajalci uporabljajo različne vrste navitij za bakrene cevi:
- FUM trak. Ta trak se uporablja pri vseh vrstah navojnih povezav;
- utrjevalna tesnilna masa za vodovodne instalacije. Tak material se uporablja tako v različnih podjetjih kot v vsakdanjem življenju;
- domača tesnilna masa za vodovod. Cevi, ki so nameščene v hišah iz 40. let prejšnjega stoletja, ne puščajo.
Ta metoda se lahko uporablja tudi, če je potrebno ogrevanje iz bakrenih cevi.
Če rdeče svinec ni na voljo, je treba uporabiti navadno PF barvo.
Tesnjenje pri delu s sistemi, ki vodijo tekočino, je obvezno
Kakšne armature so na trgu?
Bakreni cevovodi so precej preprosti in enostavni za namestitev. To je posledica prisotnosti velikega števila vrst povezav in okovja zanje, kar omogoča izvedbo sistemov kompleksne konfiguracije. Pri izvajanju montažnih del obsežna posebna oprema ni potrebna. Priključki v bakrenih cevovodih veljajo za najbolj zanesljive elemente. Glede na uporabljeni način povezave obstaja več vrst armatur.
Možnost #1 - kompresijski elementi
Deli so opremljeni s posebnim kompresijskim obročem, ki zagotavlja tesnost povezave in pritrdi nastavek na cev. Element se ročno zategne s pomočjo preklopne matice in ključa. Glavna prednost kompresijskih delov je enostavnost namestitve.Ni potrebna posebna oprema ali ogrevanje. S to metodo lahko cevovod namestite na najbolj nedostopna mesta. Stroški dela za namestitev so nizki, nastali sistem pa je precej trpežen in tesen. Kompresijske armature imajo tudi pomanjkljivosti. Niso zasnovani za visok tlak, zato jih je treba občasno preverjati in zategniti. Takšne podrobnosti je nemogoče konkretneje.
Teoretično kompresijski elementi zagotavljajo zložljivo povezavo. Vendar praksa kaže, da se po prvi demontaži in montaži zanesljivost montaže močno zmanjša in jo je treba spremeniti. Obstajata dve vrsti kompresijskih armatur. Označeni so s črkama A in B.
- Deli A se uporabljajo za nadzemne cevovode iz poltrdega bakra.
- Deli B se uporabljajo za urejanje talnih in podzemnih komunikacij iz cevi iz poltrde in mehke kovine.
Namestitev delov obeh vrst se izvaja po podobni shemi.
Diagram prikazuje napravo za stiskanje. Je enostaven za namestitev, vendar daje šibko povezavo, ki zahteva redno spremljanje.
Možnost #2 - kapilarne armature
Spajkane bakrene armature se imenujejo kapilarne armature. Povezujejo cevi s spajkanjem, to je bakreno, kositrno ali srebrno žico, ki se nahaja pod notranjim navojem dela. Med montažo se nastavek natakne na cev, ki je predhodno premazana s fluksom. Spojno območje se segreva z gorilnikom, dokler se kovinska spajka ne stopi in zapolni majhno vrzel med priključkom in cevjo. Po tem pustimo, da se deli ohladijo. Po tem se zunanje čiščenje izvede s posebnim orodjem.Cev je pripravljena za uporabo.
Postopek spajkanja okovja vključuje uporabo spajka, ki, ko se stopi, zapolni vrzel med deli.
Prednost te metode povezave je visoka zanesljivost. Največji delovni tlak sklopa je 40 barov pri temperaturi sistema 150°C. Kapilarna metoda daje zelo enakomeren in čeden šiv, med delom se uporablja minimalna količina spajkanja, stroški inštalacij so precej dostopni. Relativna pomanjkljivost metode vključuje obvezno prisotnost gorilnika ter potrebo po določeni kvalifikaciji in izkušnjah osebe, ki bo sodelovala pri namestitvi.
Možnost #3 - stiskalnice
Načelo delovanja delov temelji na uporabi plastičnosti bakra in njegove dovzetnosti za deformacije, ki nastanejo pod mehanskimi obremenitvami. Da bi dobili takšno povezavo, se cev, ki je predhodno vstavljena v stiskalnico, pritisne s stiskalnimi kleščami. Najmanjša sila stiskanja 32 kN. To vam omogoča, da ustvarite enodelno močno povezavo. Tesnilni obroč je položen vzdolž konture stiskalnice, ki zagotavlja tesnost povezave. Povezovalni del se lahko vrti, tesnost in moč zaradi tega ne trpita. Strukturno se stiskalnice razlikujejo po delih z dvojno in enojno konturo deformacijske kompresije.
Glavna prednost teh elementov je možnost hitre namestitve brez uporabe električnih grelnikov ali odprtega ognja. Nameščeni so v objektih, kjer je uporaba gorilnikov z odprtim ognjem prepovedana, pa tudi v različnih rezervoarjih, rezervoarjih in posodah. Nastala povezava je močnejša od tiste, ki je narejena s kompresijskimi deli.Pomanjkljivosti elementov vključujejo višje stroške kot spojke za spajkanje in potrebo po uporabi posebne opreme med namestitvijo - hidravlične ali električne stiskalnice z nizom klešč različnih profilov in premerov.
Za vgradnjo stiskalnikov morali boste uporabiti električno ali hidravlično stiskalnico z nizom klešč različnih premerov in oblik
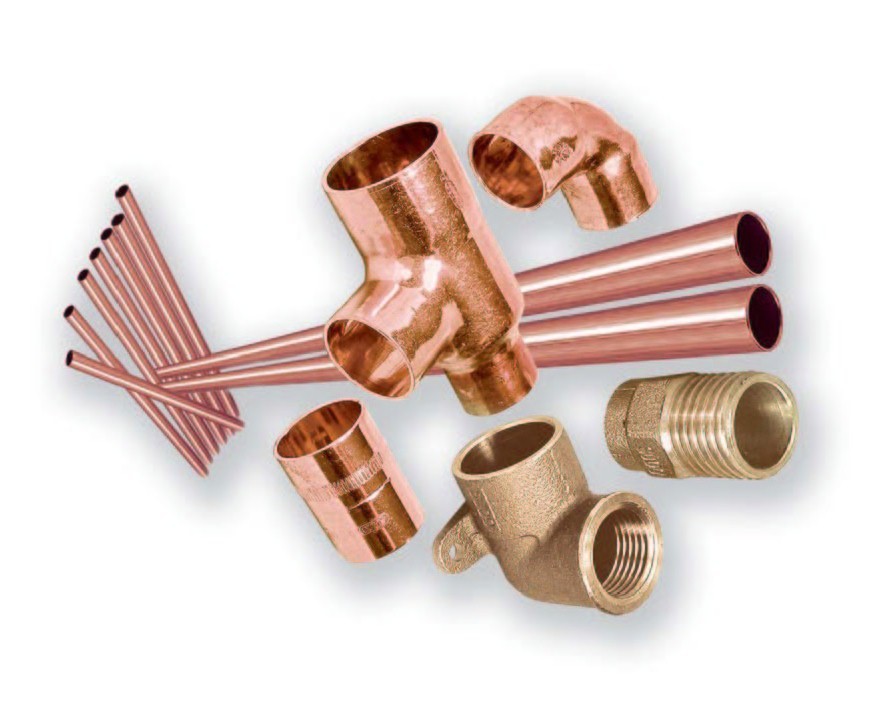
Vrste izdelkov za prileganje
Povezovalni elementi iz kovine in plastike so izdelani v enakih modifikacijah kot izdelki iz jekla in plastike:
- Ravne spojke. Najenostavnejša vrsta izdelka za povezavo dveh cevi enakega premera.
- Prehodne sklopke. Izdelki, ki se uporabljajo za povezovanje cevi različnih premerov.
- Kvadrati. Priključki, ki omogočajo povezavo dveh cevi pod pravim kotom.
- Podružnice. Izdelki, ki vam omogočajo spreminjanje relativnega položaja cevi od 45 do 120 °.
- Križi. Konektorji, zasnovani za povezavo štirih cevi pod kotom 90°.
- Majice. Fitingi, ki povezujejo tri kose cevi, od katerih je eden nameščen pravokotno na druga dva.
- Vtiči. Izdelki, zasnovani za zapiranje končnega dela cevi. Imajo notranji ali zunanji navoj za vijačenje v cev.
- Bradavice. Fitingi, ki so izdelki z zunanjimi navoji na obeh koncih, s pomočjo katerih so povezani z drugimi odseki cevovoda.
- Futorki. Izdelki, ki se uporabljajo za priključitev cevi na merilne instrumente. Na enem koncu imajo notranji navoj, na drugem pa zunanji navoj.
- Oprema. Elementi, ki omogočajo priključitev cevi na procesno opremo (kotel, kotel, filter, toplotni izmenjevalec, kolektor).
- Pogoni.Uporablja se za povečanje dolžine cevi z notranjim ali zunanjim navojem.
- Američani. Izdelki, ki spominjajo na ostroge z navojno matico. Lahko so ravne in kotne, kar vam omogoča spreminjanje smeri gibanja priključenih cevi.

Vse navedene vrste okovje imajo navoj - zunanji, notranji ali kombinirani. Poleg njih obstajajo tudi enodelni povezovalni elementi, pa tudi izdelki, povezani z varjenjem ali kapilarnim spajkanjem.
Povezovalni elementi iz zgornjega seznama so najbolj priljubljene vrste armatur, ki se uporabljajo pri vgradnji cevovodov. Pri vgradnji bolj zapletenih in visoko specializiranih inženirskih sistemov se lahko uporabljajo drugi posebni okovi - protimatice, sodi, podaljški in drugi elementi.
Nianse montaže in spajkanja cevi vseh premerov
Bakrene cevi in priključki za vodovod so povezani z navojem ali spajkanjem, prva metoda velja za enostavnejšo in dostopnejšo za neprofesionalce. Delo se začne z izdelavo sheme ožičenja in štetjem posnetkov; če ni izkušenj, je priporočljivo zagotoviti rezervo 3-5 m.
Naredite sami korak za korakom v 7 korakih
Bakreni vodovod z navojnimi priključki, ki ga naredite sami, je sestavljen v naslednjem zaporedju:
- Rezanje cevi.
- Očistite pilo od neravnin na območju reza, na ceveh s PVC izolacijo se očisti izolacijska plast.
- Odstranitev robov.
- Namestitev spojne matice in obroča na cev.
- Priprava okovja, spajanje z matico in zategovanje povezave (najprej ročno, nato s ključem).
- Priključitev jeklenih cevi (če je potrebno) s prehodnimi priključki, obvezno tesnjenje navojnih povezav.
- Test puščanja.
Bakrene cevi in priključki za vodovodne instalacije morajo biti pravilno nameščeni.
Preverjanje stanja spojev in pravilna namestitev
Montaža bakrene vodovodne cevi s pomočjo stiskalnikov velja za precej zanesljivo, kakovost tesnjenja je odvisna od moči zasuka. Za to operacijo je priporočljivo uporabiti posebne pnevmatske ali hidravlične klešče. Pomanjkljivost te metode je poslabšanje videza vodovodne cevi na spojih, če ima videz odločilno vlogo, potem je treba odseke povezati s spajkanjem.









Spajkanje velja za najbolj zanesljiv način povezovanja bakrenih cevi. Zaporedje dejanj je skoraj enako kot pri montaži s stiskalnimi fitingi: cevi so razrezane in skrbno zaščitene pred neravninami
Pomembno je, da izdelke obrišete pred prahom in ostanki oksidnega filma (znotraj in zunaj). Nato se na zunanjo površino cevi nanese tok, vstavi se armatura z obvezno režo, območje spoja se enakomerno segreje z gorilnikom ali gorilnikom, pri izbiri druge možnosti se je treba izogibati pregrevanju. Če želite preveriti, ali je želena temperatura dosežena, je dovolj, da se narahlo dotaknete spajke, če se topi, se je območje že segrelo
Po tem se spajka vstavi v levo režo in šiv je zapečaten
Če želite preveriti, ali je želena temperatura dosežena, je dovolj, da se narahlo dotaknete spajke, če se topi, se je območje že segrelo. Po tem se spajka vstavi v levo režo in šiv je zapečaten.
Pomemben odtenek spajkanja: med ogrevanjem in priključitvijo mora odsek prihodnjega cevovoda ostati negiben.Vsakršni napori in premiki so dovoljeni šele po strjevanju spajke. Na koncu montaže je treba sistem oprati iz ostankov toka.
OGLEJTE VIDEO
Ogrevani izdelki se zlahka upognejo, za dajanje želene oblike ob ohranjanju odseka se uporabljajo posebne vzmeti. Optimalna oprema za izdelavo upognjenih elementov je poseben cevni upogib, katerega nakup je priporočljiv za velike količine dela. Odseki, sestavljeni s spajkanjem sistema, so videti bolj čedni kot tisti, ki so upognjeni pri navoju. Toda kljub očitnim prednostim in zanesljivosti te metode se spajkanje ne izvaja na eksplozivnih mestih zaradi odprtega ognja. Ukrepi požarne varnosti so obvezni. Bakrene cevi in vodovodne armature se pogosto uporabljajo v gradbeništvu.
Specifikacije
Razred barvnih kovin ima pomemben vpliv na tehnične lastnosti valjanih cevi iz tega materiala. V bistvu so bakrene vodovodne cevi izdelane iz čistega bakra. Pri proizvodnji valjanih izdelkov se uporabljajo tudi zlitine te kovine. Vsebujejo zlitine v majhni količini.
Odstotek specifičnih nečistoč v bakru vpliva na pogoje delovanja, mehanske in tehnološke lastnosti cevi. Elastičnost in trdnost neželeznih kovin se poveča z dodatkom cinka, svinca, železa in kositra.
Odpornost zlitine proti koroziji se poveča s pomočjo fosforja. Mehansko odpornost bakra povečata berilij in aluminij. Proizvajalci valjanega jekla uporabljajo mangan za zmanjšanje vpliva neželenih nečistoč na material.
Razvrstitev cevi
Bakrene cevi se razlikujejo po premeru.Prepustnost komunikacije je odvisna od velikosti odseka. Standardni razpon premerov cevi se giblje od 1/4″ do 2″. V notranjosti stanovanja se v glavnem uporabljajo cevovodi naslednjih velikosti:
- 1/2″ - za prho in kad;
- 3/8″ - za kuhinjsko pipo in umivalnik;
- 1/4″ - za priključek za stranišče, bide in ledomat.
 Bakrena vodovodna cev v tušu.
Bakrena vodovodna cev v tušu.
Proizvajalci proizvajajo dve vrsti bakrenih cevi:
- Žaljeni izdelki so mehki izdelki, ki so bili obdelani z visoko temperaturo 550-650 °C. Žaljenje traja 60-90 minut, nato se segreti obdelovanci postopoma ohladijo. Postopek omogoča pridobivanje fleksibilnih cevi, ki so odporne na visok tlak, nenadne temperaturne spremembe in vlažna okolja.
- Nežaljeni izdelki so togi izdelki z večjo trdnostjo, vendar manj elastičnosti.
Možen je nakup valjanih izdelkov v posebni izolaciji s PVC plaščem. Na površini te vrste izdelka se ne tvori kondenz.
Proizvedene bakrene cevi se razlikujejo tudi po debelini stene. Področje uporabe valjanega izdelka je odvisno od parametra, saj ta lastnost vpliva na najvišji delovni tlak v sistemu.
Debelostenski izdelki s črko "K" se uporabljajo za vhode in v požarno zaščitna omrežja. Pogosto so izdelki z debelimi stenami položeni v tla. Za povezovanje posameznih odsekov takšnega valjanja cevi se pogosto uporabljajo kompresijski fitingi.
Tankostenski izdelki s črko "M" se uporabljajo za ustvarjanje gospodinjskih omrežij, vendar imajo veliko omejitev. Najpogosteje se pri vgradnji vodovodnih sistemov uporabljajo cevi z oznako "L".
Regulativne zahteve
Izdelki z debelimi stenami, proizvedeni s stiskanjem in z uporabo hladne deformacije, morajo ustrezati specifikacijam, ki jih odraža GOST 617-2006. Vlečna tankostenska cev je izdelana v skladu z GOST 11383-75.
Znani in odgovorni proizvajalci proizvajajo visoko precizne izdelke. Njegove značilnosti ustrezajo GOST 26877-2008. Pri proizvodnji bakrenih cevi se uporabljajo zlitine in primarni baker v skladu z zahtevami GOST 859-2001.
Montaža bakrenih cevi za oskrbo z vodo
Preden začnete z delom, morate sestaviti diagram bodoče vodovodne konstrukcije in na njegovi podlagi izračunati posnetek valjane cevi in število povezovalnih elementov (tiskalne spojke, T, ovinke, adapterji itd.).
Potrebna orodja in materiali
Za namestitev cevi iz valjane bakrene zlitine morate pripraviti nabor orodij, ki ga sestavljajo:
- Žage za kovine ali cevi.
- Klešče.
- Ročni kalibrator.
- Ključi ali plinski gorilnik (za ogrevanje odseka cevi pri spajanju delov s spajkanjem).
- Mapa.
Za spajanje odsekov cevi, odvisno od izbranega načina povezave, bodo potrebni naslednji materiali:
- Prileganje.
- FUM - trak za tesnjenje spojev snemljivih armatur.
- Spajka in fluks (v primeru izdelkov za spajkanje).
Previdnostni ukrepi
Spajkanje bakrenih izdelkov se izvaja, ko se segrejejo na visoke temperature, zato je pri delu potrebno nositi zaščitna oblačila in uporabljati požarni ščit. Iz delov, ki jih je treba spojiti v kontaktnem območju, je treba odstraniti gumijaste ali plastične pletenice. Ventil, ki ga želite vgraditi, je treba odviti, da se tesnilni obroči ne stopijo.










Pri spajkanju bakrenih izdelkov v že nameščen cevovodni sistem je treba odpreti vse zaporne ventile, tako da raven tlaka v ceveh zaradi segrevanja nekaterih odsekov ne preseže dovoljenih vrednosti.
Napredek dela
Pritrditev cevnih segmentov z uporabo fitingov se izvede v naslednjem zaporedju:
- Odseke cevi odrežite na želeno velikost.
- Če je oskrba z vodo sestavljena iz bakrenih cevi s PVC izolacijo, je treba to plast odstraniti na koncih izdelkov.
- Očistite linijo reza z brusno pilo.
- Odstranite poševnico.
- Na pripravljen del izmenično nataknite napenjalno matico in tlačni obroč.
- Priključite nastavek na matico in zategnite navoje najprej z roko in nato s ključem.
- Na mestih, kjer se vgrajuje prehodni okov iz bakrene cevi na jekleno cev, je tesnost spojev zagotovljena z uporabo FUM - traku.
Pri povezovanju cevi s spajkanjem z lastnimi rokami morate upoštevati zgoraj opisane previdnostne ukrepe in imeti določene veščine. Postopek priprave in samo spajkanje vključuje naslednje korake:
- Rezanje potrebnih dolžin cevi z rezalnikom cevi ali nožno žago.
- Odstranitev toplotnoizolacijskega sloja (če obstaja) in nastalih burk na njihovih koncih.
- Odstranjevanje oksidnega filma v območju spajkanja s finim abrazivnim brusnim papirjem.
- Pritrdilno brušenje.
- Mazanje zunanje površine delov s fluksom.
- Konec cevi vstavite v priključek tako, da med deli ostane razdalja največ 0,4 mm.
- Ogrevanje kontaktne cone elementov plinskega gorilnika (slika spodaj).
- Vstavljanje spajke v režo med priključkom in koncem bakrene cevi.
- Spajkalni šiv.
- Izpiranje sistema iz delcev toka.
Postopek spajkanja valjanih izdelkov iz bakrenih cevi si lahko ogledate na videoposnetku:
Značilnosti montaže
Montaža s spajkanjem tvori enodelne povezave, ki ne potrebujejo vzdrževanja in veljajo za najbolj zanesljive pri delovanju. Toda za spajkanje bakrenih vodovodnih napeljav morate imeti dovolj izkušenj s tovrstnim delom in ustrezno znanje. Začetniki lahko uporabljajo naslednja priporočila:
- Bakrenih izdelkov ne čistite z abrazivnimi čistili, grobim brusnim papirjem ali žično krtačo, saj lahko opraskajo baker. Globoke praske na površini ovirajo spajkalni spoj.
- Flux je precej agresivna snov z visoko kemično aktivnostjo. Nanesite ga v tankem sloju s čopičem. Če so na površini presežki, jih je treba na koncu postopka spajanja delov takoj odstraniti.
- Kontaktna cona mora biti dovolj ogreta, vendar ne pretirano, da preprečimo taljenje kovine. Sama spajka se ne sme segrevati. Nanesti ga je treba na segreto površino dela - če se začne taliti, lahko začnete spajkati.
- Cevi morajo biti upognjene tako, da se preprečijo gube in zvijanje.
- Vgradnjo bakrenih izdelkov je treba izvesti pred aluminijastimi ali jeklenimi profili v smeri toka vode, da preprečimo hitro korozijo slednjih.
- Za prehod iz bakrenih cevi na odseke drugih kovin je priporočljivo uporabiti fitinge iz medenine, brona ali nerjavnega jekla.



