
- Značilnost namestitve bakrenih cevovodov
- Kapilarni konektorji
- Trije glavni načini povezave
- Možnost #1: Varjenje bakrenih cevi
- Možnost #2: kapilarno spajkanje
- Prednosti bakrenih cevi pred plastičnimi
- Bakrene armature in njihove vrste
- Fitingi za povezovanje bakrenih cevovodov
- Spajkalni priključki
- Cletne povezave
- Pritisnite povezavo
- Glavne prednosti in področja uporabe bakrenega cevovoda
- Elementi za bakrene cevne povezave
- Značilnosti spajkanih bakrenih fitingov
- 5 Miti in dejstva o bakrenih ceveh za oskrbo z vodo
- Značilnosti bakrenih cevi
- Značilnosti namestitve plastičnih cevi za plin
- Načini montaže
- Montaža bakrenih cevi za oskrbo z vodo
- Potrebna orodja in materiali
- Napredek dela
- Značilnosti montaže
- Označevanje in stroški
Značilnost namestitve bakrenih cevovodov
Preden nadaljujete z izdelavo bakrenega cevovoda, je treba opraviti potrebne meritve in cevi razrezati na kose. Rez izdelka mora biti enakomeren in zato uporabite poseben rezalnik. Mimogrede, bakrene cevi niso navojne.
Priključitev posameznih odsekov bakrenega cevovoda se lahko izvede na naslednje načine:
- metoda spajkanja;
- pritiskanje.

Najučinkovitejši med njimi je spajanje s tehnologijo kapilarnega spajkanja, zato je postalo bolj razširjeno. Ta metoda zagotavlja zanesljivost in absolutno tesnost cevnih spojev. Bakreni izdelki kvadratnega prereza so povezani s kapilarnim spajkanjem, ki se izvaja s pomočjo fitingov in vtičnic.
Ta način polaganja cevovodov iz bakrenih komponent se uporablja, kadar je cevovod načrtovan za obratovanje v pogojih izjemno visokih temperatur.
Kapilarni konektorji
Primernejši so od drugih za cevne izdelke iz bakra in jekla. Na notranji strani imajo pod prerezano nitjo zelo tanko žico iz bakra, kositra ali srebra. Ta žica postane spajka.
Video
Obdelovanec, ki je prekrit s fluksom, se vstavi v okovje. Gorilnik segreje spoj. Ogrevanje se izvaja, dokler staljena spajka ne zapolni prostora.

Po tem se spoj pusti, ohladi se. Po nekaj časa se spoj očisti s posebnimi čistili za delo z bakrom.
Trije glavni načini povezave
Pred priključitvijo kosov bakrenih cevi jih je treba razrezati v skladu s shemo ožičenja in pripraviti. Potrebovali boste rezalnik cevi ali nožno žago, upogib cevi in pilo. In za čiščenje koncev tudi drobnozrnati brusni papir ne bo škodoval.
Le z diagramom prihodnjega cevovodnega sistema v roki lahko izračunate potrebno količino potrošnega materiala. Vnaprej se je treba odločiti, kje in kakšnega premera bodo cevi nameščene. Prav tako je treba jasno razumeti, koliko povezovalnih elementov je za to potrebno.
Možnost #1: Varjenje bakrenih cevi
Za avtomatsko ali ročno varjenje bakrenih cevi so potrebne elektrode in plin za ustvarjanje zaščitne atmosfere (dušik, argon ali helij). Potrebovali boste tudi enosmerni varilni stroj in v nekaterih primerih gorilnik. Elektroda je lahko grafitna, volframova, bakrena ali ogljikova.
Glavna pomanjkljivost te tehnologije namestitve so znatne razlike v značilnostih nastale kovine šiva in cevi. Razlikujejo se po kemični sestavi, notranji strukturi, električni in toplotni prevodnosti. Če varjenje ni izvedeno pravilno, se spoj lahko kasneje celo razprši.

Zaradi legiranja bakra kot posledica delovanja deoksidanta, ki je prisoten v elektrodi, se zvar v mnogih pogledih močno razlikuje od navadne kovine, ki se vari.
Varjenje bakrenih cevi lahko pravilno poveže le usposobljen mojster. To zahteva določeno znanje in veščine.
Ta možnost namestitve ima veliko tehnoloških odtenkov. Če nameravate vse narediti sami, vendar z varilnim strojem ni izkušenj, je bolje uporabiti drugačen način povezave.
Možnost #2: kapilarno spajkanje
V domačih razmerah so bakrene cevi redko povezane z vodovodnim varjenjem. To je preveč zapleteno, zahteva posebne veščine in zamudno. Lažje je uporabiti metodo kapilarnega spajkanja z uporabo plinskega gorilnika ali gorilnik.










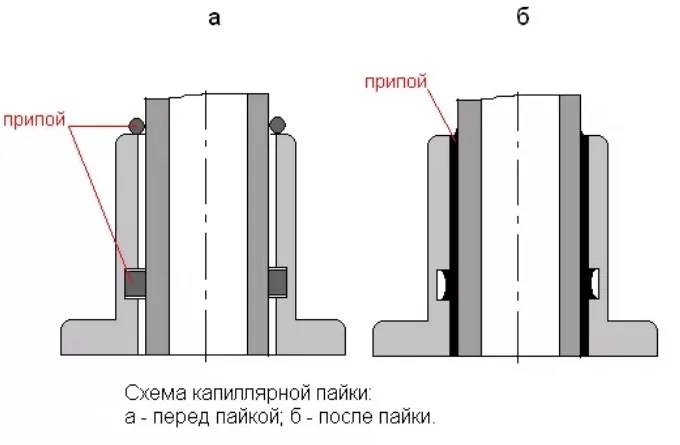
Tehnologija spajkanja bakrenih cevi s spajkanjem temelji na kapilarnem dvigu (puščanju) slednje po taljenju vzdolž reže med dvema stisnjenima kovinskima ravninama
Spajkanje bakrenih cevi se zgodi:
- nizkotemperaturni - uporabljajo se mehke spajke in gorilnik;
- uporabljajo se visokotemperaturne - ognjevzdržne zlitine in propan ali acetilenski gorilnik.
Te metode spajkanja bakrenih cevi nimajo velike razlike v končnem rezultatu. Povezava v obeh primerih je zanesljiva in natezna. Šiv z visokotemperaturno metodo je nekoliko močnejši. Vendar pa se zaradi visoke temperature plinskega curka iz gorilnika poveča nevarnost izgorevanja kovine stene cevi.
Uporabljajo se spajke na osnovi kositra ali svinca z dodatkom bizmuta, selena, bakra in srebra. Če pa so cevi spajkane za sistem oskrbe s pitno vodo, je bolje zavrniti svinčeno različico zaradi njegove strupenosti.
Galerija slik
Za izvajanje nizkotemperaturnega varjenja ni treba imeti posebne opreme in posebnih veščin izvajalca. To lahko storite sami
Prednosti bakrenih cevi pred plastičnimi
Vodovodne bakrene cevi kljub zelo dolgi zgodovini svojega obstoja uspešno tekmujejo s sodobnimi izdelki - plastičnimi in kovinsko-plastičnimi izdelki za vodovod. V mnogih pogledih je opazno boljši od njih:
- Baker je neprepusten za neprijeten vonj, škodljive snovi in celo kisik.
- Bakrena cev, za razliko od plastike, ni izpostavljena škodljivim učinkom klora, ki ga vsebuje voda iz pipe. Plastične cevi, ki so bolj odporne na klor, se dobavljajo izključno na ameriški trg, kjer se voda klorira na podoben način kot v Rusiji. Takšni izdelki stanejo nič manj kot baker. V Evropi so zahteve po vsebnosti klora precej nižje, zato je na domačem trgu običajna plastika za nizko klorirano vodo, ki ustreza evropskemu standardu.
- Klor, ki je močan oksidant, prispeva k tvorbi patine na notranji površini bakrene cevi - trpežne, tanke zaščitne plasti. Zaradi tega se življenjska doba cevovoda znatno podaljša.
- UV odporna. Plastika izhlapi, ko je izpostavljena sončni svetlobi.
- Koeficient hrapavosti je nepomemben, nižji od koeficienta hrapavosti plastičnih cevi, ki pod enakimi pogoji omogoča uporabo bakrenih izdelkov manjšega premera. To je mogoče med drugim zaradi odsotnosti zaraščanja sten s kolonijami mikroorganizmov in produktov korozije.
- Veliko bolje prenaša dolgotrajne toplotne obremenitve.
- Glede na študije imajo plastični cevovodi najmanj zanesljive armature in spoje. Za baker so nasprotno ti elementi sistema najbolj zanesljivi.
- Kakovost bakra je skoraj stabilna in enaka pri različnih proizvajalcih, kar ni značilno za plastične izdelke (na potrošniškem trgu je veliko ponarejenih izdelkov dvomljive kakovosti).
- Zanj so značilne antibakterijske lastnosti (patogena flora je potlačena). V plastičnih ceveh se sproščajo nizkomolekularne organske snovi, stene sčasoma prerastejo biofilm.
- Ima zelo dolgo življenjsko dobo: ne pokvari se, se ne stara, ohranja prvotno moč. Bakrene cevi in fitingi se uporabljajo brez zamenjave tako dolgo kot sam objekt. Plastični izdelki z obstoječimi tehnologijami še ne morejo zasesti niše trajnih in kakovostnih cevovodov.
Bakrene armature in njihove vrste

Vsi inženirski sistemi, ki bodo vključevali bakreni cevovod, zahtevajo visokokakovostne armature za namestitev.Govorimo o fitingih, ki so zasnovani za povezovanje cevi v en sistem z zagotovljeno odsotnostjo puščanja.
Pri možnosti snemljive povezave je sprejemljiva uporaba navojnega ali kompresijskega priključka. Za trajno povezavo je bolje uporabiti kapilarne ali stiskalnice. Njihova glavna naloga v cevovodu za kateri koli namen je zagotoviti veje, zavoje, povezavo dveh cevi z enakim ali različnim premerom. Brez armature ni mogoče doseči visoke stopnje tesnjenja ogrevalnega, klimatskega ali vodovodnega sistema. Tako kot cevi imajo visoko duktilnost in odpornost proti koroziji, so enostavne za namestitev in dolgo časa brez popravila.
Po zasnovi in namenu razlikujejo: adapterje in adapterje, 45° ali 90° koleno, premog in ločne krivine z eno ali dvema vtičnicama, spojko, obvod, vtič, križ, tee, kvadrat, spojko oreh; redukcijske - tee, spojka in nastavek.
Tako velik izbor vam bo omogočil, da najdete tiste izdelke, ki bodo osnova komunikacij. Glede na način montaže so lahko priključki za bakrene cevi:
- Samozaporni bakreni vtisni fiting NTM revolucionira namestitev cevi. Dovolj je, da vanj vstavite cevi z obeh strani in namestitev je končana. Znotraj takšnih struktur je sistem obročev. Eden od njih je opremljen z zobmi. Ko s posebnim montažnim ključem pritisnete na zobati element, se ta trdno pritrdi v sosednji obroč in doseže se popolna povezava. Ti priključki so priporočljivi za začasne cevne povezave in so nepogrešljivi pri popravilih.
- Navojni nastavek se od drugih sort razlikuje po tem, da ima navoj, s katerim je povezava izvedena. Najboljša možnost za primer, ko naj bi cevovod večkrat razstavili in ponovno sestavili.
POMEMBNO! Običajno ni treba nanašati tesnilne mase na povezane dele bakrenih cevi. Če pa se še vedno uporablja za boljši stik, je nujno poskrbeti, da delci materiala ne pridejo na navoj. Takšni okovi se uporabljajo na tistih mestih, kjer je potreben dostop za stalno spremljanje zanesljivosti povezave.
Kot primerni navojni elementi se uporabljajo spojke, 45- in 90-stopinjski koleni ali kolena, izhodni nastavki, križi, T-ji, pokrovi in posebni čepi.
Takšne armature se uporabljajo na tistih mestih, kjer je potreben dostop za stalno spremljanje zanesljivosti priklopa. Kot primerni navojni elementi se uporabljajo spojke, 45- in 90-stopinjski koleni ali kolena, izhodni nastavki, križi, T-ji, pokrovi in posebni čepi.
- Kompresijski ali kompresijski (zapenjalni) nastavek ima gumijasto objemko za doseganje tesne povezave. Nepogrešljiv je za vodovodne sisteme, v katerih so cevi različnih prerezov. Uporablja se za vgradnjo podzemnih in nadzemnih cevovodov iz mehkih in poltrnih debelostenskih bakrenih cevi. Na žalost je tak povezovalni element v nevarnosti puščanja. Če je priključek za zamenjavo odvit, objemka ni več mogoče ponovno uporabiti.
- Kapilarna armatura, ki se uporablja za spajkanje. S to vrsto povezave se izkaže, da je enodelna, zelo zanesljiva in trpežna. Izvaja se z bakreno ali kositrno spajko.Postopek temelji na kapilarnem učinku. Ta pojav zagotavlja, da je spajka enakomerno porazdeljena po površinah, ki se spajajo. Že desetletja je bilo spajkanje glavna vrsta vgradnje, čeprav se je v zadnjih letih izbira fiting povezav razširila.
- Stiskalnica, ki povezuje elemente bakrenega cevovoda, se uporablja zelo redko. Za namestitev potrebujete posebno stiskalnico, ki ni poceni. Sprejemljivo je le, če cevi ni mogoče povezati na drug način.
Dejstvo je, da je bakrene cevi enostavno rezati in upogibati, namestitev armatur je preprosta, sistemi ožičenja v hiši pa ne zavzamejo veliko prostora. Bakrene cevi v sistemih ogrevanja in oskrbe z vodo so cenjene zaradi svoje vzdržljivosti, zanesljivosti in odpornosti proti koroziji. Poleg tega je voda v takem sistemu zaščitena pred različnimi vrstami negativnih vplivov. Ob poznavanju teh točk so potrošniki pripravljeni kupiti drage bakrene cevi in fitinge, da bi imeli cevovode ekstra razreda.
Fitingi za povezovanje bakrenih cevovodov
Bakreni fitingi so oblikovani elementi, skozi katere so povezani posamezni deli cevovoda. Fitingi za bakrene cevi so na voljo v naslednjih konfiguracijah:
- vzporedne sklopke;
- majice s kratkimi rokavi;
- kvadrati (pri 45 in 90 stopinjah);
- križi.
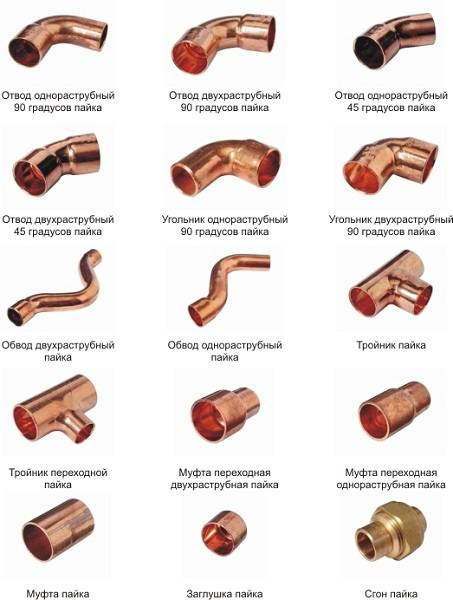
Različne bakrene armature
Zgornji bakreni priključki so lahko enodimenzionalni - za povezovanje cevi enakega premera ali prehodni - za povezovanje odsekov cevovoda različnih velikosti.
Spajkalni priključki
Povezovalni izdelki, namenjeni spajanju s spajkanjem, se imenujejo kapilarni.Njihove notranje stene so prekrite s tanko plastjo kositrnega spajka - staljena spajka zapolni vrzel med stenami povezovalnih izdelkov in jih po strjevanju trdno poveže skupaj.










Za visokokakovostne spajkalne izdelke opozarjamo na fitinge Sanha. To podjetje proizvaja bakrene armature vseh običajnih velikosti po nemških standardih kakovosti iz zlitine razreda CW024A. Priključki lahko prenesejo tlak v območju 16-40 barov in delovno temperaturo 110 stopinj.
Tehnologija povezovanja bakrenih cevovodov s spajkanjem je v izvedbi precej preprosta:
- Spojne površine cevi in fitingov so očiščene umazanije, razmaščene in obdelane z drobnozrnatim brusnim papirjem.
- Na stene cevi se nanese plast nizkotemperaturnega toka debeline do 1 mm.
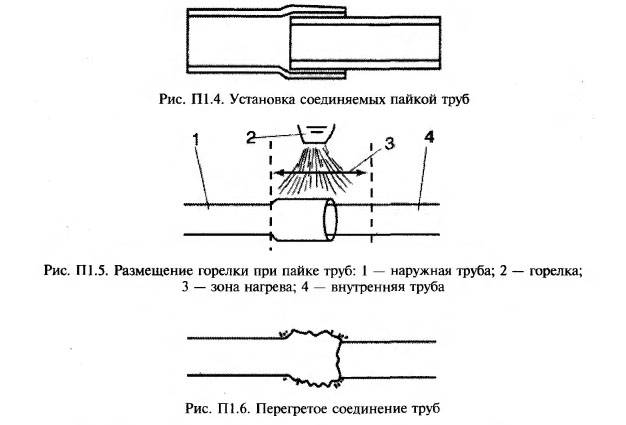
- Povezovalni elementi se združijo, nato se spoj segreje s toplozračno pištolo ali plinskim gorilnikom na temperaturo 4000 10-15 sekund.
- Spoj se ohladi, nato pa s krpo očistimo ostanke fluksa.
Shema za spajkanje bakrenih cevi
Spajkanje je treba izvajati v prezračevanem prostoru, saj se med taljenjem spajke in toka sproščajo za telo škodljivi plini.
Cletne povezave
Collet, so tudi kompresijski fitingi za bakrene cevi, opravijo servisiran priključek, ki ga je treba razstaviti. Vse potisne armature so razvrščene v dve skupini:
- "A" - za izdelke iz trdnega in poltrnega bakra;
- "B" - za mehke bakrene cevi.
Razlikujejo se po tem, da imajo priključki razreda "B" notranji tulec - okovje, na katerega so nameščeni povezani odseki cevovoda. Fiting deluje kot podporni element, ki preprečuje deformacijo bakrenih sten med stiskanjem.

Kompresijski bakreni nastavek
Tehnologija montaže povezave:
- Na cev je nameščena preklopna matica in razcepni obroč.
- Prstan je nameščen na razdalji 1 cm od reza.
- Cev se potisne na nastavek za nastavek.
- Napajalno matico zategnemo ročno, dokler se ne ustavi, nato pa jo zategnemo z nastavljivim ali odprtim ključem.
Pritisnite povezavo
Stiskalnice za bakrene cevi so sestavljene iz telesa, fitinga in kompresijske puše. Njihova namestitev traja najmanj časa - povezovalni odseki cevovoda se vstavijo v sedež na okovju, po katerem se rokav stisne s stiskalnimi kleščami. To orodje je mogoče najeti v vodovodni trgovini ali kupiti, cene se začnejo pri 3 tisoč rubljev.

Montaža stiskalnice
Takšna povezava ne potrebuje vzdrževanja, za razliko od klesnega spoja je ne morete razstaviti, ne da bi pri tem kršili celovitost okovja. V primeru puščanja je potrebno zamenjati povezovalni element. Upoštevajte, da so stiskalnice najbolj zanesljive in trpežne, njihova življenjska doba doseže 30 let.
Glavne prednosti in področja uporabe bakrenega cevovoda
Bakrene cevi imajo delovno temperaturo od -200 do +250 stopinj, pa tudi nizko linearno ekspanzijo, kar omogoča njihovo uspešno uporabo za takšne sisteme:
- ogrevanje;
- Vodovod;
- Kondicioniranje;
- Prevoz plina;
- Pridobivanje alternativne energije, na primer sončnih sistemov.

Bakreni cevovod
Pri vgradnji bakrenih cevovodov za oskrbo s hladno in toplo vodo vam ni treba skrbeti za zaraščanje ali zamuljenje notranjega dela. Prav tako jih ne uniči klor, ki ga v visokih koncentracijah dodajajo vodi iz pipe.Nasprotno, klor ustvari najtanjšo zaščitno plast na notranji steni cevovodov, kar bistveno podaljša življenjsko dobo cevovodov. Po drugi strani pa se v pitno vodo sprosti majhna količina bakra, ki ugodno vpliva na zdravje ljudi.
Elementi za bakrene cevne povezave
Bakreni priključki, ki se uporabljajo za povezovanje bakrenih cevi, so na sodobnem trgu predstavljeni v najrazličnejših velikostih in izvedbah. Najbolj znane vrste takšnih povezovalnih elementov so:
- navojni priključki za bakrene cevi;
- samozaporni povezovalni elementi;
- kompresijske ali stisnjene armature;
- tako imenovane stiskalnice;
- priključne armature kapilarnega tipa.
Od vseh naštetih vrst povezovalnih elementov se v našem času najmanj uporabljajo stiskalnice za bakrene cevi, kar je razloženo z naslednjimi razlogi: njihova namestitev zahteva uporabo zapletene in drage opreme: posebne stiskalnice. Zasnova stiskalnic je bila prvotno razvita za povezavo plastičnih in kovinsko-plastičnih cevi z njihovo pomočjo, zato njihova uporaba za montažo bakrenih izdelkov ni vedno priporočljiva.










Klešče za stiskanje
Da bi cevovod, pri razporeditvi katerega se uporabljajo bakreni deli, služil čim dlje in bil zelo zanesljiv, je pri namestitvi priporočljivo uporabljati elemente iz homogenih materialov. Povezovanje bakrenih cevi s fitingi, ki so izdelani iz drugih surovin, je treba izvajati le v redkih izjemah.
Če se med namestitvijo cevovodov ni mogoče izogniti uporabi fitingov iz različnih materialov, je treba tak postopek izvesti ob upoštevanju naslednjih preprostih pravil:
- bakrene cevi v komunikacijah, za ustvarjanje katerih se uporabljajo elementi iz različnih materialov, so vedno nameščene po izdelkih iz železnih kovin: v smeri tekočine;
- bakrenih delov cevovodov ni mogoče priključiti na fitinge iz pocinkanega in nelegiranega jekla, neupoštevanje te zahteve bo povzročilo elektrokemične reakcije v takšnih sistemih, kar bo znatno pospešilo proces korozije jeklenih delov;
- bakrene elemente cevnih konstrukcij je mogoče povezati z deli iz kislinsko odpornih jekel, vendar je, če je mogoče, takšne dele bolje zamenjati s fitingi iz polivinilklorida.
Značilnosti spajkanih bakrenih fitingov
Ena najpreprostejših in najtrajnejših povezav cevovodov iz bakrenih komponent je spajkanje.
Za razliko od polimernih izdelkov, bakreni fitingi, tako kot cevi, veljajo za večne v smislu življenjske dobe, služijo vsaj stoletje, se ne pokvarijo pod soncem, se ne topijo pri visokih temperaturah in ne razpokajo na mrazu, zato se uporabljajo tam, kjer so tesnost in trdnost cevovodnih avtocest izpostavljeni povečanim zahtevam.

Priljubljenost bakrenih armatur je posledica posebnih lastnosti kovine:
- baker je dobro znan antiseptik, ki ščiti cevi pred razvojem bakterij in gliv;
- namestitev komunikacij, sestavljenih iz bakrenih komponent, je lažja od povezovanja cevovodnih sistemov iz litega železa in jekla;
- bakrene cevi ali fitinge je možno poškodovati le pod tlakom, večjim od 200 atmov, vendar tak pritisk v komunikacijskih sistemih preprosto ne more obstajati.
5 Miti in dejstva o bakrenih ceveh za oskrbo z vodo
Vodovodne bakrene cevi obdarjen s številnimi pomanjkljivostmi iz kategorije mitov, kar je posledica konkurence in neosveščenosti.
1. Visoki stroški bakrenega cevovoda. Ta ideja je nastala zaradi agresivnega oglaševanja plastičnih cevi. Dejansko so bakrene cevi 2-3 krat dražje od plastičnih, vendar bakrene armature stanejo 30-50 krat manj kot tiste iz polimerov. Glede na to, da se metode namestitve cevovoda lahko uporabljajo enake, so stroški namestitve sistemov iz teh materialov približno enaki. Posledično so stroški dokončanega cevovoda močno odvisni od topologije sistema.
V primeru dolgih in nerazvejanih omrežij (glavni, na primer) so plastični cevovodi veliko cenejši. Pri uporabi drage, dobre plastike, ki je zasnovana za visoke stopnje kloriranja, a ni na voljo na ruskem trgu, bodo polimerni sistemi očitno dražji. Bakrene cevi je mogoče namestiti brez uporabe armatur, kar je cenejše. In glede na vzdržljivost in visoko zanesljivost bakrenih sistemov so stroški njihovega delovanja red velikosti nižji od plastičnih. V primeru odstranitve rabljenega bakrenega cevovoda se porabljena sredstva vrnejo.

2. Baker je strupen. Popolnoma neutemeljena trditev. Strupene so le posebne bakrove spojine, ki jih proizvaja industrija (barvila, modri vitriol, druge) in ne nastajajo naravno v cevovodu.Oksidi te kovine, ki so na njeni površini predvsem zaščitni film (patina), niso strupeni. Nasprotno, oni in sam baker imajo blag baktericidni in bakteriostatski učinek, ki pri uporabi vode iz takšnega cevovoda zagotavlja visoko infekcijsko varnost.
3. Klor. Ta snov v svoji čisti obliki je zelo močan oksidant, prepovedan za transport po bakrenih ceveh. Vpliv klorovih spojin, vključno s tistimi, ki se uporabljajo za dezinfekcijo vode, baker prenaša popolnoma neboleče. Nasprotno, interakcija s temi snovmi pospešuje nastanek zaščitne mreže na površini bakra. Zato se v ZDA med tehnološkim izpiranjem novega cevovoda izvaja hiperkloriranje, da se hitro pridobi zaščitni sloj.

»Težave s klorom« so se začele z bakrom z uvedbo plastičnih cevi na vodovodni trg. To je posledica dejstva, da imajo celo klorove spojine, ki se uporabljajo za razkuževanje vode, precej škodljiv učinek na večino plastike. In zlato pravilo uspešnega trženja, kot veste, pravi: "Preložite svojo krivdo na konkurenta – naj se opraviči."
4. Tavajoči tokovi. To so tokovi, ki tečejo v zemlji, ko se uporablja kot prevodni medij. V tem primeru vodijo do korozije kovinskih predmetov v tleh. V zvezi s tem potepuški tokovi nimajo nič opraviti z bakrenimi cevmi, ki so večinoma notranje.
Prepovedana je uporaba bakrenih in jeklenih sistemov kot glavne ozemljitvene elektrode. Če se to pravilo strogo upošteva, potem ne bo prišlo do električnih težav (vključno z bedečimi tokovi).Ozemljitev, ki deluje v zasilnem načinu, prehaja le kratkotrajni tok, ki ne bo škodoval cevovodu. Težave nastanejo šele, ko se kršijo temeljna pravila za načrtovanje in delovanje električnih inštalacij.










Značilnosti bakrenih cevi
Takšni izdelki ne vstopajo v kemične reakcije z delovnimi tekočinami, kot so olje, voda in herbicidi. Skoraj ne tvorijo izrastkov, vodnega kamna in drugih snovi, tako organskih kot anorganskih. Takšne cevi so izdelane iz bakra s premerom od 3 do 400 sto mm, debelina stene pa je lahko od 0,8 do 12 mm.
Od glavnih značilnosti je mogoče razlikovati:
- Delovanje v širokem temperaturnem območju, se giblje od +250 do -200°C. Izdelki imajo majhen koeficient toplotnega raztezanja in so odporni na temperaturne spremembe. Zahvaljujoč tem lastnostim se bakrene cevi za oskrbo z vodo ne bojijo zmrzovanja tekočine, ostale bodo nedotaknjene in tesne.
- Odpornost na korozivne procese. Pri suhem zraku ne pride do oksidacije, pod vplivom ogljikovega dioksida ali vlage pa je površina cevovoda prekrita z zeleno prevleko - patino.
- Vzdržljivost. Življenjska doba bakrenih cevi je približno 80 let.
Značilnosti namestitve plastičnih cevi za plin

Priporočila so preprosta in povezana z lastnostmi materiala:
- PE cevi ne prenašajo neposredne sončne svetlobe. Tokokrog je zaščiten pred soncem ali položen pod zemljo. To zahteva pripravo: označevanje, kopanje jarkov, zasipavanje.
- Mehanska trdnost plastike je slabša od jekla, zato je plinovod nameščen na osamljenih mestih.
- Za razliko od kovine je koeficient toplotnega raztezanja plastike veliko višji. To ne vpliva na funkcionalnost plinovoda, vendar obvezuje polaganje cevi na odprtem območju. Vgradnja pod tla ali v stene je nezaželena.
- Plastika privlači s svojo fleksibilnostjo in zmožnostjo gradnje kompleksnega sistema. Treba je opozoriti, da manj kot je upogibov in zavojev v sistemu, bolje deluje.
- Vsake 2-3 metre je treba cev, tako navpično kot vodoravno, podpreti z dodatnim pritrditvijo ali oporo.
Načini montaže
Plastične cevi povežite z varjenjem. Metoda je zelo preprosta, saj je temperatura varjenja nizka, lahko celo začetni mojster opravi priklop.
Najbolj priljubljene 3 metode so:
- Zadek - pritrditev se izvaja od zadnjice do zadnjice. Torej podaljšajte cev ali naredite vejo.
- Vtičnica - pri povezovanju je na stičišče privarjena dodatna plast polimera. Metoda je priporočljiva za cevi s premerom več kot 15 mm.
- Elektrofuzija - plinovodi so povezani z varjenjem skozi fiting. Tako spremenijo smer cevovoda, naredijo veje ali se združijo.
Vse metode zagotavljajo tesno povezavo. Elektrofuzija - najbolj priročna in najhitrejša.
Montaža bakrenih cevi za oskrbo z vodo
Preden začnete z delom, morate sestaviti diagram bodoče vodovodne konstrukcije in na njegovi podlagi izračunati posnetek valjane cevi in število povezovalnih elementov (tiskalne spojke, T, ovinke, adapterji itd.).
Potrebna orodja in materiali
Za namestitev cevi iz valjane bakrene zlitine morate pripraviti nabor orodij, ki ga sestavljajo:
- Žage za kovine ali cevi.
- Klešče.
- Ročni kalibrator.
- Ključi ali plinski gorilnik (za ogrevanje odseka cevi pri spajanju delov s spajkanjem).
- Mapa.
Za spajanje odsekov cevi, odvisno od izbranega načina povezave, bodo potrebni naslednji materiali:
- Prileganje.
- FUM - trak za tesnjenje spojev snemljivih armatur.
- Spajka in fluks (v primeru izdelkov za spajkanje).
Previdnostni ukrepi
Spajkanje bakrenih izdelkov se izvaja, ko se segrejejo na visoke temperature, zato je pri delu potrebno nositi zaščitna oblačila in uporabljati požarni ščit. Iz delov, ki jih je treba spojiti v kontaktnem območju, je treba odstraniti gumijaste ali plastične pletenice. Ventil, ki ga želite vgraditi, je treba odviti, da se tesnilni obroči ne stopijo.
Pri spajkanju bakrenih izdelkov v že nameščen cevovodni sistem je treba odpreti vse zaporne ventile, tako da raven tlaka v ceveh zaradi segrevanja nekaterih odsekov ne preseže dovoljenih vrednosti.
Napredek dela
Pritrditev cevnih segmentov z uporabo fitingov se izvede v naslednjem zaporedju:
- Odseke cevi odrežite na želeno velikost.
- Če je oskrba z vodo sestavljena iz bakrenih cevi s PVC izolacijo, je treba to plast odstraniti na koncih izdelkov.
- Očistite linijo reza z brusno pilo.
- Odstranite poševnico.
- Na pripravljen del izmenično nataknite napenjalno matico in tlačni obroč.
- Priključite nastavek na matico in zategnite navoje najprej z roko in nato s ključem.
- Na mestih, kjer se vgrajuje prehodni okov iz bakrene cevi na jekleno cev, je tesnost spojev zagotovljena z uporabo FUM - traku.
Pri povezovanju cevi s spajkanjem z lastnimi rokami morate upoštevati zgoraj opisane previdnostne ukrepe in imeti določene veščine. Postopek priprave in samo spajkanje vključuje naslednje korake:
- Rezanje potrebnih dolžin cevi z rezalnikom cevi ali nožno žago.
- Odstranitev toplotnoizolacijskega sloja (če obstaja) in nastalih burk na njihovih koncih.
- Odstranjevanje oksidnega filma v območju spajkanja s finim abrazivnim brusnim papirjem.
- Pritrdilno brušenje.
- Mazanje zunanje površine delov s fluksom.
- Konec cevi vstavite v priključek tako, da med deli ostane razdalja največ 0,4 mm.
- Ogrevanje kontaktne cone elementov plinskega gorilnika (slika spodaj).
- Vstavljanje spajke v režo med priključkom in koncem bakrene cevi.
- Spajkalni šiv.
- Izpiranje sistema iz delcev toka.
Postopek spajkanja valjanih izdelkov iz bakrenih cevi si lahko ogledate na videoposnetku:
Značilnosti montaže
Montaža s spajkanjem tvori enodelne povezave, ki ne potrebujejo vzdrževanja in veljajo za najbolj zanesljive pri delovanju. Toda za spajkanje bakrenih vodovodnih napeljav morate imeti dovolj izkušenj s tovrstnim delom in ustrezno znanje. Začetniki lahko uporabljajo naslednja priporočila:









- Bakrenih izdelkov ne čistite z abrazivnimi čistili, grobim brusnim papirjem ali žično krtačo, saj lahko opraskajo baker. Globoke praske na površini ovirajo spajkalni spoj.
- Flux je precej agresivna snov z visoko kemično aktivnostjo. Nanesite ga v tankem sloju s čopičem. Če so na površini presežki, jih je treba na koncu postopka spajanja delov takoj odstraniti.
- Kontaktna cona mora biti dovolj ogreta, vendar ne pretirano, da preprečimo taljenje kovine. Sama spajka se ne sme segrevati. Nanesti ga je treba na segreto površino dela - če se začne taliti, lahko začnete spajkati.
- Cevi morajo biti upognjene tako, da se preprečijo gube in zvijanje.
- Vgradnjo bakrenih izdelkov je treba izvesti pred aluminijastimi ali jeklenimi profili v smeri toka vode, da preprečimo hitro korozijo slednjih.
- Za prehod iz bakrenih cevi na odseke drugih kovin je priporočljivo uporabiti fitinge iz medenine, brona ali nerjavnega jekla.
Označevanje in stroški
Cevi za ogrevanje so izdelane, označene v skladu z GOST. Na primer, izdelki z debelino stene 0,8–10 mm so izdelani po standardih GOST 617-90. Druga oznaka se nanaša na čistost bakra, ki jo ureja GOST 859-2001. Hkrati so dovoljene oznake M1, M1p, M2, M2p, M3, M3.
Glede na oznako, ki je navedena na izdelanih izdelkih, lahko najdete naslednje informacije:
- oblika preseka. Označeno s črkami KR.
- Dolžina - ta indikator ima različne oznake. BT - zaliv, MD - dimenzionalni, KD - večdimenzionalnost.
- Način izdelave izdelka. Če je element varjen, je na njem označena črka C. Na vlečenih izdelkih je črka D.
- Posebne funkcije delovanja. Na primer, povečane tehnične lastnosti so označene s črko P. Visok indeks plastičnosti - PP, povečana natančnost reza - PU, natančnost - PS, trdnost - PT.
- Natančnost izdelave. Standardni indikator je označen s črko H, povečan - P.
Če želite vizualno razumeti, kako brati oznako, morate razumeti preprost primer - DKRNM50x3.0x3100. Dešifriranje:
- Izdelan je iz čistega bakra, ki ga označuje blagovna znamka M1.
- Izdelek je raztegljiv.
- Oblika je okrogla.
- Mehko.
- Zunanji premer - 50 mm.
- Debelina stene - 3 mm.
- Dolžina izdelka je 3100 mm.
Evropski proizvajalci uporabljajo poseben sistem označevanja DIN 1412. Za elemente sistemov za oskrbo z vodo in ogrevanje uporabljajo oznako EN-1057. Vključuje številko standarda, po katerem so cevi izdelane, dodaten element, vključen v sestavo - fosfor. Potrebno je povečati odpornost proti rji.
 Bakrene cevi v tovarni
Bakrene cevi v tovarni



