- Izbira mesta in načina vgradnje radiatorja
- Metode kroženja hladilne tekočine
- 5 Miti in dejstva o bakrenih ceveh za oskrbo z vodo
- Označevanje in stroški
- Metoda št. 2: Utorjenje (Roll Groove)
- Priprava in izdelava narebričaste utorne povezave
- Testiranje celotnega narebričenega sistema
- Orodja, ki jih boste potrebovali
- Sorte bakrenih izdelkov
- Možnosti za spajanje cevi iz bakra
- Varilni spoj
- Razširjena povezava
- Način povezave s pritiskom
- Povezave navojne vrste
- Samostojna montaža
- Razvrstitev po materialih izdelave
- Sorte bakrenih izdelkov
- Po dogovoru
- Glede na način izdelave
- Po obliki odseka
- Glede na stopnjo trdote
- Vrste navijanja
Izbira mesta in načina vgradnje radiatorja
Možnosti priključitve radiatorjev za ogrevanje so odvisne od splošne sheme ogrevanja v hiši, oblikovnih značilnosti grelnikov in načina polaganja cevi. Pogoste so naslednje metode priključitve radiatorjev:
- Bočno (enostransko). Dovodne in izstopne cevi so povezane na isti strani, dovod pa je na vrhu. Standardna metoda za večnadstropne stavbe, ko je oskrba iz dvižne cevi. Po učinkovitosti ta metoda ni slabša od diagonalne.
- Nižje.Na ta način se povežejo bimetalni radiatorji s spodnjim priključkom ali jekleni radiator s spodnjim priključkom. Dovodne in povratne cevi so povezane od spodaj na levi ali desni strani naprave in povezane preko spodnje priključne enote radiatorja s preklopnimi maticami in zapornimi ventili. Na spodnjo cev radiatorja je privita matica. Prednost te metode je lokacija glavnih cevi, skritih v tleh, ogrevalni radiatorji s spodnjim priključkom pa se harmonično prilegajo notranjosti in jih je mogoče namestiti v ozke niše.
- Diagonala. Hladilna tekočina vstopi skozi zgornji dovod, povratek pa je povezan z nasprotne strani na spodnji izhod. Optimalna vrsta povezave, ki zagotavlja enakomerno ogrevanje celotne površine baterije. Na ta način pravilno priključite grelno baterijo, katere dolžina presega 1 meter. Izguba toplote ne presega 2%.
- Sedlo. Dovod in povratek sta povezana s spodnjimi luknjami, ki se nahajajo na nasprotnih straneh. Uporablja se predvsem v enocevnih sistemih, ko druga metoda ni mogoča. Toplotne izgube zaradi slabega kroženja hladilne tekočine v zgornjem delu naprave dosežejo 15%.
OGLEJTE VIDEO
Pri izbiri mesta za namestitev se upošteva več dejavnikov, ki zagotavljajo pravilno delovanje ogrevalnih naprav. Montaža se izvaja na mestih, ki so najmanj zaščitena pred prodiranjem hladnega zraka, pod okenskimi odprtinami. Pod vsako okno je priporočljivo namestiti baterijo. Najmanjša razdalja od stene je 3-5 cm, od tal in okenske police - 10-15 cm Z manjšimi vrzeli se konvekcija poslabša in baterija pade.
Tipične napake pri izbiri mesta namestitve:
- Prostor za namestitev regulacijskih ventilov se ne upošteva.
- Majhna razdalja do tal in okenske police preprečuje pravilno kroženje zraka, zaradi česar se zmanjša prenos toplote in se prostor ne segreje na nastavljeno temperaturo.
- Namesto več baterij, ki se nahajajo pod vsakim oknom in ustvarjajo toplotno zaveso, je izbran en dolg radiator.
- Montaža okrasnih rešetk, plošč, ki preprečujejo normalno širjenje toplote.
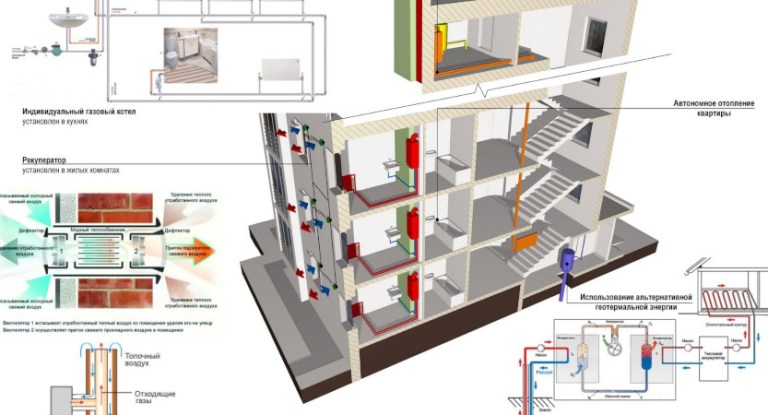
Metode kroženja hladilne tekočine
Kroženje hladilne tekočine skozi cevovode poteka na naraven ali prisilen način. Naravna (gravitacijska) metoda ne vključuje uporabe dodatne opreme. Hladilna tekočina se premika zaradi spremembe lastnosti tekočine zaradi segrevanja. Vroča hladilna tekočina, ki vstopi v baterijo, pri ohlajanju pridobi večjo gostoto in maso, po kateri pade dol, na njeno mesto pa vstopi bolj vroča hladilna tekočina. Hladna voda iz povratka gravitacijsko teče v kotel in izpodriva že ogreto tekočino. Za normalno delovanje je cevovod nameščen pod naklonom najmanj 0,5 cm na linearni meter.
Shema kroženja hladilne tekočine v sistemu s črpalno opremo
Za prisilno oskrbo s hladilno tekočino je obvezna namestitev ene ali več obtočnih črpalk. Črpalka je nameščena na povratni cevi pred kotlom. Delovanje ogrevanja je v tem primeru odvisno od električnega napajanja, vendar ima pomembne prednosti:
- Dovoljena je uporaba cevi majhnega premera.
- Glavni je nameščen v katerem koli položaju, navpično ali vodoravno.
- Potrebno je manj hladilne tekočine.
5 Miti in dejstva o bakrenih ceveh za oskrbo z vodo
Vodovodne bakrene cevi so zaradi konkurence in pomanjkanja ozaveščenosti obdarjene s številnimi pomanjkljivostmi iz kategorije mitov.
1. Visoki stroški bakrenega cevovoda. Ta ideja je nastala zaradi agresivnega oglaševanja plastičnih cevi. Dejansko so bakrene cevi 2-3 krat dražje od plastičnih, vendar bakrene armature stanejo 30-50 krat manj kot tiste iz polimerov. Glede na to, da se metode namestitve cevovoda lahko uporabljajo enake, so stroški namestitve sistemov iz teh materialov približno enaki. Posledično so stroški dokončanega cevovoda močno odvisni od topologije sistema.
V primeru dolgih in nerazvejanih omrežij (glavni, na primer) so plastični cevovodi veliko cenejši. Pri uporabi drage, dobre plastike, ki je zasnovana za visoke stopnje kloriranja, a ni na voljo na ruskem trgu, bodo polimerni sistemi očitno dražji. Bakrene cevi je mogoče namestiti brez uporabe armatur, kar je cenejše. In glede na vzdržljivost in visoko zanesljivost bakrenih sistemov so stroški njihovega delovanja red velikosti nižji od plastičnih. V primeru odstranitve rabljenega bakrenega cevovoda se porabljena sredstva vrnejo.
2. Baker je strupen. Popolnoma neutemeljena trditev. Strupene so le posebne bakrove spojine, ki jih proizvaja industrija (barvila, modri vitriol, druge) in ne nastajajo naravno v cevovodu. Oksidi te kovine, ki so na njeni površini predvsem zaščitni film (patina), niso strupeni.Nasprotno, oni in sam baker imajo blag baktericidni in bakteriostatski učinek, ki pri uporabi vode iz takšnega cevovoda zagotavlja visoko infekcijsko varnost.
3. Klor. Ta snov v svoji čisti obliki je zelo močan oksidant, prepovedan za transport po bakrenih ceveh. Vpliv klorovih spojin, vključno s tistimi, ki se uporabljajo za dezinfekcijo vode, baker prenaša popolnoma neboleče. Nasprotno, interakcija s temi snovmi pospešuje nastanek zaščitne mreže na površini bakra. Zato se v ZDA med tehnološkim izpiranjem novega cevovoda izvaja hiperkloriranje, da se hitro pridobi zaščitni sloj.
»Težave s klorom« so se začele z bakrom z uvedbo plastičnih cevi na vodovodni trg. To je posledica dejstva, da imajo celo klorove spojine, ki se uporabljajo za razkuževanje vode, precej škodljiv učinek na večino plastike. In zlato pravilo uspešnega trženja, kot veste, pravi: "Preložite svojo krivdo na konkurenta – naj se opraviči."
4. Tavajoči tokovi. To so tokovi, ki tečejo v zemlji, ko se uporablja kot prevodni medij. V tem primeru vodijo do korozije kovinskih predmetov v tleh. V zvezi s tem potepuški tokovi nimajo nič opraviti z bakrenimi cevmi, ki so večinoma notranje.
Prepovedana je uporaba bakrenih in jeklenih sistemov kot glavne ozemljitvene elektrode. Če se to pravilo strogo upošteva, potem ne bo prišlo do električnih težav (vključno z bedečimi tokovi). Ozemljitev, ki deluje v zasilnem načinu, prehaja le kratkotrajni tok, ki ne bo škodoval cevovodu.Težave nastanejo šele, ko se kršijo temeljna pravila za načrtovanje in delovanje električnih inštalacij.
Označevanje in stroški
Cevi za ogrevanje so izdelane, označene v skladu z GOST. Na primer, izdelki z debelino stene 0,8–10 mm so izdelani po standardih GOST 617-90. Druga oznaka se nanaša na čistost bakra, ki jo ureja GOST 859-2001. Hkrati so dovoljene oznake M1, M1p, M2, M2p, M3, M3.










Glede na oznako, ki je navedena na izdelanih izdelkih, lahko najdete naslednje informacije:
- oblika preseka. Označeno s črkami KR.
- Dolžina - ta indikator ima različne oznake. BT - zaliv, MD - dimenzionalni, KD - večdimenzionalnost.
- Način izdelave izdelka. Če je element varjen, je na njem označena črka C. Na vlečenih izdelkih je črka D.
- Posebne funkcije delovanja. Na primer, povečane tehnične lastnosti so označene s črko P. Visok indeks plastičnosti - PP, povečana natančnost reza - PU, natančnost - PS, trdnost - PT.
- Natančnost izdelave. Standardni indikator je označen s črko H, povečan - P.
Če želite vizualno razumeti, kako brati oznako, morate razumeti preprost primer - DKRNM50x3.0x3100. Dešifriranje:
- Izdelan je iz čistega bakra, ki ga označuje blagovna znamka M1.
- Izdelek je raztegljiv.
- Oblika je okrogla.
- Mehko.
- Zunanji premer - 50 mm.
- Debelina stene - 3 mm.
- Dolžina izdelka je 3100 mm.
Evropski proizvajalci uporabljajo poseben sistem označevanja DIN 1412. Za elemente sistemov za oskrbo z vodo in ogrevanje uporabljajo oznako EN-1057.Vključuje številko standarda, po katerem so cevi izdelane, dodaten element, vključen v sestavo - fosfor. Potrebno je povečati odpornost proti rji.
Bakrene cevi v tovarni
Metoda št. 2: Utorjenje (Roll Groove)
Cevovodi, ki nastanejo s povezavo s končnimi žlebovi (utori za narezke), se že dolgo uporabljajo pri gradnji brizgalnih (namakalnih) požarnih sistemov. Od leta 1925 se ta popolnoma zanesljiv način povezovanja cevi uporablja na jeklenih in železnih cevovodih za ogrevanje, prezračevanje, klimatizacijo in druge sisteme.
Medtem je podoben mehanski način povezovanja z narebri na voljo tudi za bakrene cevi s premerom od 50 mm do 200 mm. Narebreni mehanski priključni komplet vsebuje:
- spojke,
- tesnila,
- različne armature.
Mehanski sistem narebriča ponuja praktično alternativo spajkanju bakrenih cevi večjega premera. V skladu s tem metoda žlebov ne zahteva dodatnega segrevanja (z uporabo odprtega ognja), kot v primeru spajkanja ali mehkega spajkanja.
Narebričen utor na koncu bakrene cevi je eden od glavnih elementov metode povezave "narebričen utor". Meritev po valjanju določi primerno prileganje
Povezava žlebov temelji na lastnostih duktilnosti bakra in povečani trdnosti te kovine pri hladnem obdelavi. Zasnova vključuje tesnjenje vpenjalnega sistema, za katerega se uporablja tesnilo iz sintetičnega elastomera (EPDM - Ethylene Propylene Diene Methylene) in posebej zasnovana spona.Številni proizvajalci po vsem svetu ponujajo orodja za ustvarjanje narebreni sklepi - tesnila, sponke, okovje.
Pri oblikovanju povezav po metodi narebričnega utora se uporabljajo okovja različnih velikosti in delovne sponke s tesnili
Priprava in izdelava narebričaste utorne povezave
Kot pri drugih postopkih spajanja bakra brez spajkanja je pri ustvarjanju močnega, neprepustnega zvara primarnega pomena ustrezna priprava konca cevi. Prav tako je očitna prava izbira orodja za narebričenje za vsako vrsto bakrenih cevi. Za varno in brezhibno pripravo tovrstnih povezav je treba upoštevati priporočila proizvajalca.
Tabela dovoljenih tlakov in temperatur za to vrsto povezave
| Vrsta povezave | Razpon tlaka, kPa | Temperaturno območje, ºC |
| Utor, D = 50,8 - 203,2 mm, tip K, L | 0 — 2065 | minus 35 / plus 120 za K minus 30 / plus 80 za L |
| Rolo utor, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm tip M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Postopek po korakih za sestavljanje sklopa narebričnega utora:
- Konce bakrenih cevi odrežite po velikosti točno pravokotno na os.
- Po rezanju in posnetju odstranite zareze.
- Navijte utore na želene dimenzije, kot zahteva proizvajalec okovje.
- Preverite, ali so priključki, tesnila, sponke poškodovani.
- Tesnila namažite v skladu s priporočili proizvajalca.
Pred končno montažo preverite, ali so vpenjalne površine čiste in ostanke. Zmes sestavite v skladu s priporočili proizvajalca.
Praktično sestavljen del vozlišča po metodi "narebričnega utora".Elastična tesnila vpenjalnega nosilca se pred končnim sedenjem bakrenih cevi obdelajo z majhno količino maziva.
Vpenjalne matice je treba dokončno priviti na zahtevani navor v skladu s priporočili proizvajalca. Po privijanju vijakov je treba ponovno pregledati območje vpenjanja, da se prepričate, da je sklop pravilno sestavljen.
Testiranje celotnega narebričenega sistema
Preskušanje celotnega cevovodnega sistema se lahko izvede z uporabo zračnega ali vodnega tlaka v sistemu. Tudi hidropnevmatska metoda ni izključena, če se uporablja relativno visok preskusni tlak.
Vendar je treba upoštevati, da vrednost preskusnega tlaka ne sme presegati največjega dovoljenega delovnega tlaka, ki ga določi proizvajalec sistema z narebri.
Orodja, ki jih boste potrebovali
Za izvedbo kompetentne namestitve morate imeti naslednja orodja:
- Rezalnik cevi - je treba izbrati glede na določeno vrsto preseka cevi. Lahko je mehanski ali ročni;
- Brusilnik - ga je mogoče zamenjati z brusnim papirjem;
- Plinski gorilnik za spajkanje bakrenih cevi ali spajkalnika s fluksom in spajkanjem.
Delo se začne z izdelavo načrta ogrevalnega sistema z obvezno določitvijo mest, kjer je predvidena namestitev baterij. Naslednji korak je rezanje cevi na razrezane dolžine. Upoštevati je treba, da morajo biti konci strogo pravokotni. Odrezani vzorci ne smejo biti brez zadrg. Spoje je treba očistiti z drobnozrnatim brusnim papirjem.










Na očiščen konec cevi se nanese tok, po katerem se (konec) vstavi v radiator ali fiting, dokler se ne ustavi.Po tem se na spoj nanese spajka za spajkanje bakrenih ogrevalnih cevi. Spojni deli na stičišču se ogrevajo s plinskim gorilnikom. Paziti je treba, da se plamen ne dotika spajke. Toda hkrati se mora stopiti, da zapolni vrzeli med priključkom in cevjo.
Sorte bakrenih izdelkov
Obstaja več klasifikacij bakrenih cevi. Razmislimo o nekaterih od njih. Glede na način izdelave se izdelki razlikujejo:
- Neožgano. Izdelane so iz čiste kovine z žigosanjem ali valjanjem. Zanje je značilna visoka natezna trdnost, ki je približno 450 MPa. V tem primeru se duktilnost kovine zmanjša, kar ustvarja določene omejitve pri uporabi delov.
- Žgano. Razlikujejo se po posebni tehnologiji obdelave. Cevi segrejemo na 700C in nato postopoma ohladimo. Posledično izdelki nekoliko izgubijo svojo moč, vendar postanejo bolj duktilni. Takšne cevi se popolnoma raztegnejo, tik pred prelomom se lahko dolžina elementa poveča za en in pol krat. Žaljeni izdelki so mehkejši, kar poenostavi njihovo namestitev.
Oblika odseka razlikuje okrogle in pravokotne elemente. Slednje odlikujejo višji stroški, kar je posledica zapletenosti njihove izdelave. Uporabljajo se za proizvodnjo prevodnikov v statorskih navitjih električne opreme, hlajene s tekočo metodo. Standardne velikosti neizoliranih bakrenih izdelkov glede na zunanji premer se gibljejo od 12 do 267 mm. Poleg tega ima lahko vsaka standardna velikost različno debelino stene, ki je v razponu od 0,6 do 3 mm. Za oskrbo s plinom se uporabljajo izdelki z najmanjšo debelino 1 mm.V vodovodu so najpogosteje uporabljene velikosti 22, 18, 15, 12 za 1 mm, 52 za 2 mm in 42, 35, 28 za 1,5 mm.
Žarene bakrene cevi izgubijo nekaj moči, vendar pridobijo posebno plastičnost in mehkobo, kar olajša postopek njihove namestitve.
GOST 52318-2005 ureja proizvodnjo bakrenih delov v treh vrstah, ki se razlikujejo po stopnji trdote, obratovalnih in mehanskih lastnostih:
- Mehko. Označeno z M ali W, zastarelo r ali F22. Vzdrži raztezanje brez razpok in zlomov v procesu povečanja zunanjega premera za 25%. Lahko se podvrže upogibanju in hladnemu spajanju brez nameščanja. Izdelki se uporabljajo za ureditev sistemov ogrevanja in oskrbe z vodo s tračno razporeditvijo cevovoda do ogrevalnih in vodovodnih napeljav ter za toplotne črpalke, talno in panelno ogrevanje.
- Poltrdna. Oznaka P ali HH, zastarela različica z. Deli vzdržijo širitev v procesu povečanja premera cevi za 15%. Manjša duktilnost kot mehki izdelki zahteva uporabo toplote za povezavo brez priključka. Za upogibanje boste potrebovali upogib cevi.
- Trdno. Oznaka T ali H, zastarelo z6 ali F30. Med namestitvijo se razširitev cevi pojavi le med postopkom ogrevanja. Za upogibanje dela se uporablja upogib cevi. Trdni, pa tudi poltrdni elementi se uporabljajo za ureditev avtocest brez pogostih sprememb smeri gibanja in zavojev. Poleg tega se takšni izdelki uporabljajo za cevovode, ki zahtevajo povečano mehansko trdnost.
Nekateri proizvajalci proizvajajo posebne cevi z dodatnimi možnostmi, ki so povprašene za sisteme ogrevanja in oskrbe z vodo:
- Izoliran s tanko stenskim plaščem iz polietilena, katerega debelina je 2-2,5 mm. Material je odporen na kemične in mehanske obremenitve, nanaša se na cevi s premerom od 12 do 54 mm. Plašč zmanjšuje toplotne izgube v ogrevalnih sistemih in preprečuje nastajanje kondenzata na ceveh za hladno vodo.
- Z zaščitno izolacijo debeline 2,5 do 3 mm. Notranja stran polietilenske lupine je opremljena z majhnimi vzdolžnimi zobmi, ki tvorijo zračne kanale. Tako se izboljšajo lastnosti toplotne izolacije in postane možno toplotno raztezanje monolitne cevi s temperaturnimi nihanji.
- S toplotno izolacijsko lupino iz penastih materialov: sintetična guma, polietilenska pena, mehka poliuretanska pena itd. Širina izolacijskega sloja lahko presega 30 mm. Lupina se uporablja za zmanjšanje visokega prenosa toplote v toplovodnih in ogrevalnih sistemih.
Po potrebi lahko kupite posebne dele za zaščito in toplotno izolacijo nameščenih cevovodov.
Priključki se uporabljajo za povezovanje bakrenih delov. Njihov razpon je zelo širok. Razlikujejo se po obliki in so zasnovane za različne vrste povezav.
Možnosti za spajanje cevi iz bakra
Pri montaži ogrevanja se uporabljajo različni načini namestitve. Torej se priklop bakrenih cevi izvede na zložljivo in nezložljivo metodo. V prvem primeru se uporabljajo prirobnice, navojni pritrdilni elementi, okovi, ki se samodejno pritrdijo.Pri načrtovanju neločljivega ogrevalnega sistema se uporabljajo stiskanje, spajkanje in varjenje.
Varilni spoj
Oglejmo si postopek varjenja bakrenih cevi. Ta tehnika spajanja se uporablja za cevi s premerom 108 mm ali več. Debelina stene grelnega materiala mora biti najmanj 1,5 mm. Za izvedbo varilnih del je v tem primeru potrebno le sodno, medtem ko mora biti ustrezna temperatura 1084 stopinj. Vredno je dodati, da te možnosti za vgradnjo ogrevanja ni priporočljivo izvajati ročno.
Danes gradbeniki uporabljajo več vrst varjenja:
- Plinsko varjenje z gorilniki tipa oksi-acetilen.
- Varjenje s potrošnimi elektrodami, ki se izvaja v okolju inertnega plina - argon ali helij.
- Varjenje, pri katerem se uporabljajo neporabljive elektrode.
V večini primerov se za spajanje bakrenih elementov uporablja metoda obločnega varjenja. Če so cevi, ki jih nameravamo uporabiti za montažo cevovoda, izdelane iz čistega bakra, potem je treba uporabiti netaljive volframove elektrode v okolju argona, dušika ali helija. Pri varjenju bakrenih elementov mora biti postopek hiter. To bo preprečilo nastanek različnih oksidacij na kovinski podlagi cevi.
Varilni spoj bakrenih cevi
Za okrepitev takšne povezave je po zaključku priklopnih del priporočljivo izvesti dodatno kovanje nastalih spojev.
Razširjena povezava
Dogaja se, da uporaba varilnih goril med namestitvijo ogrevalnih sistemov povzroča nekaj neprijetnosti. V tem primeru je priporočljivo uporabiti bakrene cevne spoje.Ta način namestitve se bo izkazal za snemljiv, kar bo imelo pozitivno vlogo v primeru prisilnega ogrevalnega sklopa.
Za tovrstno delovanje bo potrebna obvezna prisotnost naprave za sežiganje. Poskušali bomo podrobno opisati, kako priključiti ogrevalne cevi z razmakom:
- za začetek se konica cevi očisti, da se z njene površine odstranijo odrgnine in neravnine, ki nastanejo med žaganjem materiala;
- na cev je pritrjena spojka;
- nato se cev vstavi v vpenjalno napravo, s pomočjo katere se izvede nadaljnja ekspanzija;
- potem morate začeti privijati vijak orodja, dokler kot konca cevi ne doseže 45 stopinj;
- ko je območje cevi pripravljeno za priključitev, je treba nanj pripeljati spojko in priviti matice.
Več o postopku lahko izveste v spodnjem videu.










Način povezave s pritiskom
Poleg vseh zgornjih metod za vgradnjo ogrevalnih cevi obstaja tudi tehnika stiskanja. Za spajanje bakrenih elementov v tem primeru je potrebno predhodno pripravljen konec cevi vstaviti v sklopko, dokler se ne ustavi. Po tem bo potrebna uporaba hidravlične ali ročne stiskalnice, skozi katero bodo cevi pritrjene.
Če je ogrevanje načrtovano za montažo iz cevi z debelimi stenami, bodo potrebne stiskalnice s posebnimi kompresijskimi rokavi. Ti elementi omogočajo stiskanje cevi in fitingov za ogrevanje od znotraj, zunanja tesnila pa zagotavljajo odlično tesnost konstrukcije.
Povezave navojne vrste
Na žalost je na trgu nemogoče najti bakrene cevi z navojnimi priključki, zato je običajno za spajanje delov ogrevalnega sistema uporabljati fitinge, ki imajo spojno matico.
Za spajanje bakrenih cevi s cevmi iz drugih materialov se uporabljajo bronasti ali medeninasti navojni priključki. Njihova uporaba odpravlja možnost galvanske korozije. V primeru, da se cevi razlikujejo po premeru, se zateči k pomoči posebnih ekspanderjev.
Glede na vrste tesnil, ki se danes uporabljajo za bakrene ogrevalne sisteme, obstajata dve vrsti navojnih povezav:
- Konsolidacije stožčastega tipa ("ameriški"). Ti elementi so priporočljivi za vgradnjo ogrevanja v pogojih visokih temperaturnih indikatorjev.
- Priključki ploščatega tipa. Takšni materiali v svoji zasnovi vključujejo tesnila iz polimernih materialov različnih barv. Tesnila so pobarvana v različnih barvah, ki označujejo temperature, pri katerih lahko delate s takšnimi elementi.
Priključni načrt za bakrene cevi
Samostojna montaža
Namestitev cevovoda z bakrenimi cevmi je povsem izvedljiva z lastnimi rokami. Če želite to narediti, uporabite plinski gorilnik in spajko, ki je dveh vrst - trda in mehka. Trda spajka se uporablja za visokotemperaturno spajkanje v komunikacijah za oskrbo z vodo, plinom in ogrevanje. Mehka - za spajkanje pri nižjih temperaturah v domačih razmerah.

- ščetkanje in brušenje notranjosti fuge;
- nanos flux paste znotraj in zunaj;
- ogrevanje priključnega mesta s plinskim gorilnikom.
Izkoristite te nasvete. Po obrezovanju robov cevi z brusnim papirjem ne odstranjujte neravnin. Eden od koncev cevi je treba razširiti z ekspanderjem cevi, tako da se prilegajo drug drugemu
Pri nanašanju paste fluksa pazite, da je ni preveč in da pri spajkanju ne zaide v lumen cevi.
Pomembno je, da ne pregrejete stičišča, 15-20 sekund je dovolj, da dosežete učinek. Ogrevanje se ustavi, ko tok pridobi srebrno barvo.
Pred zagonom končnega sistema je priporočljivo, da ga sperite z velikim pritiskom vode, da odstranite vse delce iz postopka namestitve.
Delo z odprtim ognjem zahteva varnostne ukrepe. Pri teh delih je vredno skrbeti za življenje in zdravje.
Bakreni cevovodi so se zaradi svojih odličnih lastnosti izkazali kot zanesljiva možnost za ogrevalni sistem, skupaj z možnostjo oskrbe s toplo in hladno vodo.
Razvrstitev po materialih izdelave
Izbira materiala je odvisna od obratovalnih obremenitev - tlaka, pretoka tekočine, (včasih tudi od njegove gostote), pa tudi od stopnje hidravličnega upora. Konec koncev je okovje dodatna ovira za pretok, ki jo povzročajo različni sosednji elementi - tesnila in oblikovne značilnosti samega izdelka - prisotnost plimovanja, robov, polmerov ukrivljenosti, prehodnih odsekov itd.
Materiali, ki so priporočeni za izdelavo zadevnih delov, so izbrani tudi ob upoštevanju proizvodnosti njihove proizvodnje:
- Lito železo. Pogosteje se uporabljajo litine z nodularnim grafitom (razred VCh100), ki imajo zadostno trdnost in zadovoljivo duktilnost. Pogosto obstajajo adapterji iz tempranega litega železa razredov SCH30 ali SCH35, pa tudi iz nodularne litine KCh35-10 ali KCh 37-12. V nekaterih primerih so končni izdelki pocinkani, da se izboljša njihova predstavitev.
- Jeklo.Večinoma se uporablja nerjavno jeklo razreda 08X18H10, pa tudi njegovi tuji kolegi. Druge znamke se uporabljajo v sistemih, namenjenih črpanju korozivnih medijev pri povišanih temperaturah, ki so onesnažene z abrazivnimi delci. Tukaj se uporablja jeklo tipa 45X. 40HN. 40HNM in podobno.
- Medenina. Pri uporabi tehnologije plastične deformacije jih vodijo znamke deformabilne medenine: navadna iz L70, večkomponentna - LA-77-2, LN 65-5. Iz lite medenine - LTs40S, LTs25S2 itd.
- Kovinska plastika na osnovi deformabilnega aluminija in polietilena razreda PE-X ali PE-RT.
- Nizkotlačni polietilen (HDPE). Pri nizkih obratovalnih obremenitvah se uporabljajo polimeri, ki so izdelani v skladu s tehničnimi zahtevami GOST 16338-85.

Fitingi za HDPE cevi: vrste fitingov in možnosti povezovanja cevovodov V gradbeništvu se vse pogosteje uporabljajo cevovodi iz HDPE. Zato se povečuje tudi povpraševanje po ojačitvenih elementih. Z njihovo pomočjo postane namestitev cevi enostavna in hitra ...










Sorte bakrenih izdelkov
Trenutno obstaja več vrst bakrenih cevi. Spodaj so glavne.
Po dogovoru
Za predvideni namen se uporabljajo naslednje cevi:
- za pohištvo - iz kroma - 25 mm;
- za komercialno opremo - ovalni izdelek - 25 mm;
- pri izdelavi pohištvenih nosilcev - 50 mm (bar);
- za kuhinjsko sobo - 50 in 26 mm (ograja in bar).
Pri izdelavi pohištva se uporablja pohištvena kromirana cev. Uporablja se v glavni konstrukciji pohištva - kot kovinska palica. Za razliko od okroglega ima pravokoten prerez. Najpogosteje uporabljen profil je 40*100, 40*80, 50*50.
Nameščen je samo na ravno površino, uporablja pa se tudi pri popravilih in v avtomobilskih tovarnah - pri ustvarjanju močnega okvirja.
Glede na način izdelave
Glede na način izdelave se takšne bakrene cevi uporabljajo kot:
Neožgane bakrene cevi. Izdelana je iz čiste kovine z uporabo žigosanja.
Ima visoko natezno trdnost. V tem primeru kovina postane manj duktilna, po kateri obstajajo nekatere omejitve pri uporabi takšne cevi.
Žaljene bakrene cevi so plastične, ta kakovost olajša postopek namestitve
Žaljena bakrena cev. Gre skozi posebno tehnologijo obdelave. Segrejemo na 700 stopinj Celzija in nato ohladimo. V tem primeru postanejo elementi cevovoda manj močni, vendar bolj prožni.
Poleg tega se dobro raztegnejo - pred zlomom se njihova dolžina poveča za 1,5-krat.
Žaljeni cevni izdelki so mehkejši, zato je njihova namestitev hitrejša in enostavnejša.
Po obliki odseka
Glede na obliko odseka razlikujejo:
- okrogle vodovodne cevi;
- elementi cevovoda, ki imajo obliko pravokotnika. Uporabljajo se za ustvarjanje prevodnikov v navitju statorja električne opreme, ki se hladi s tekočo metodo.
Dimenzije bakrenih cevi se lahko določijo z zunanjim premerom, ki je 12–267 mm. V tem primeru ima vsaka velikost cevi določeno debelino stene, ki je enaka 0,6–3 mm.
Pri dovajanju plina v hiše se uporabljajo cevi, ki imajo debelino najmanj 1 mm.
Pri namestitvi vodovodne instalacije se v mnogih primerih uporablja bakrena vodovodna cev, ki ima takšne velikosti, kot so: 12, 15, 18, 22 za 1 mm, 28, 35, 42 za 1,5 mm in 52 za 2 mm.
Glede na stopnjo trdote
Glede na stopnjo trdote Uporabljajo se bakrene cevi, kot so:
Mehko. Oznaka je M ali W. Lahko prenesejo raztezanje brez razpok in trganja, ko se zunanji premer razširi za 25%.
Takšni cevovodni izdelki se uporabljajo pri ustvarjanju ogrevalnega sistema ali polaganju cevovodov za oskrbo porabnikov z vodo. Hkrati se izvede razporeditev cevovoda na vodovodne in ogrevalne naprave.
Mehki cevovodni elementi se v večini primerov uporabljajo pri gradnji in popravilu vodovodnih cevi. Njihova povezava velja za najpreprostejšo - priklop je mogoče izvesti brez uporabe dodatne opreme.








Bakrene cevi lahko prenesejo visoko temperaturo tekočin, ki se prenašajo skozi njih
Poltrdna. Imajo naslednje oznake - P ali NN. Takšni cevovodni izdelki lahko prenesejo ekspanzijo s povečanjem premera za 15%.
Ko so nameščeni, se za povezavo cevi uporablja ogrevanje brez uporabe fitingov. Za upogibanje ali upogibanje poltrdih izdelkov se uporablja cevni upogib za bakrene cevi.
Trdno. Označeni so z naslednjimi črkami - T ali H. Ko so nameščeni, se distribucija izvaja samo med ogrevanjem. Za upogibanje cevi uporabite cevni upogib.
Zadnji dve vrsti bakrenih izdelkov se uporabljata pri gradnji različnih avtocest.
Takšni deli se uporabljajo tudi pri gradnji cevovoda, ki bi moral imeti povečano mehansko trdnost.
Tesnjenje takšnih cevi velja za pomemben proces. Konec koncev, do njihovega odklopa lahko pride kadar koli - na primer, ko je tesnilna masa izčrpana. V primeru takšne situacije bo treba sklepe popolnoma obnoviti.
Vrste navijanja
Proizvajalci uporabljajo različne vrste navitij za bakrene cevi:
- FUM trak. Ta trak se uporablja pri vseh vrstah navojnih povezav;
- utrjevalna tesnilna masa za vodovodne instalacije. Tak material se uporablja tako v različnih podjetjih kot v vsakdanjem življenju;
- domača tesnilna masa za vodovod. Cevi, ki so nameščene v hišah iz 40. let prejšnjega stoletja, ne puščajo.
Ta metoda se lahko uporablja tudi, če je potrebno ogrevanje iz bakrenih cevi.
Če rdeče svinec ni na voljo, je treba uporabiti navadno PF barvo.
Tesnjenje pri delu s sistemi, ki vodijo tekočino, je obvezno