
- Kakšne armature so na trgu
- Kompresijske armature
- Stiskalnice
- Kapilara
- Naredite sami namestitev bakrenih cevi za vodovodne in ogrevalne sisteme
- Primerno število
- montaža
- Nianse dela z bakrenimi cevmi
- Zahteve za obdelavo cevi in varjenje
- O interakciji bakra z drugimi kovinami
- Neveljavne napake
- Možnosti za spajanje cevi iz bakra
- Varilni spoj
- Razširjena povezava
- Način povezave s pritiskom
- Povezave navojne vrste
- Namen zavornih cevi
- Metode povezovanja bakrenih cevi
- Skrivnosti spajkanja s plinskim gorilnikom
- Povezava s kompresijskimi nastavki
Kakšne armature so na trgu
Namestitev bakrenih cevi z lastnimi rokami velja za preprosto nalogo. Pri povezovanju teh cevovodnih izdelkov je treba uporabiti spajkalne spojke Viega.
Trenutno se uporabljajo 3 vrste armatur:
- stiskanje;
- stiskalnice;
- kapilarno.
Za namestitev stiskalnic morate uporabiti komplet klešč različnih premerov in različnih oblik.
Kompresijske armature
Kompresijski priključki za bakrene cevi imajo obroč, ki se uporablja pri stiskanju. Ta del ohranja zanesljivo tesnjenje bakrenih cevi. Takšne bakrene armature je treba zategniti s posebnim ključem in maticami.
Tudi priključki za bakrene cevi za stiskanje so lahko dveh vrst:
- Tip A. Uporablja se pri gradnji kopenskih cevovodov, ki je izdelan iz poltrdega bakra;
- Tip B. Takšni stiskalni priključki za bakrene cevi se uporabljajo pri gradnji različnih komunikacij - podzemnih in nadzemnih. V tem primeru se uporabljajo mehke cevi.
Zaradi tega je namestitev kompresijskih armatur preprosta in priročna. V tem primeru vam ni treba uporabljati ogrevanja in uporabljati posebne opreme.
Stiskalnice
Pri uporabi stiskalnice sledi dejstvo, da baker daje cevi visoko duktilnost.
Stiskalnice so občutljive na deformacije, ki se lahko pojavijo na cevovodu pod zunanjim vplivom. Ti izdelki, ki se uporabljajo pri stiskanju cevi, veljajo za najbolj zanesljive.
Pritrditev bakrenih cevi se izvede na ta način: najprej se takšni bakreni izdelki vstavijo v stiskalnico, nato pa se tesno stisne s posebnimi stiskalnimi kleščami.
Zahvaljujoč uporabi takšne tehnologije se ustvari zanesljiva povezava.
Kapilara
Kapilarni bakreni priključki so spajkani konektorji. Spajanje cevi iz teh delov se izvede pri konstrukciji spajkanja.
Spajka je žica, ki je izdelana iz bakra in je nameščena pod navoji kapilarnega priključka.
Namestitev takega dela se izvede na naslednji način:
- na cev je nameščen priključek, ki je predhodno prevlečen s fluksom;
- nato se povezovalni element segreje z gorilnikom. V tem primeru je treba vse dele cevi dobro segreti, tako da se spajka popolnoma stopi in so vsi spoji takšnih izdelkov impregnirani z njo;
- ko se bakreni izdelek ohladi, odstranite odvečno spajko z njega z brusnim papirjem.
Glavna prednost kapilarne armature je možnost hitre namestitve brez uporabe grelnikov ali gorilnika. Namestijo se na objekte, kjer gorilnika ni mogoče uporabiti, pa tudi v rezervoar ali rezervoar.
Povezava takšnih fitingov velja za bolj zanesljivo kot priklop s kompresijskimi elementi.
Pri polaganju cevovodov po hiši je treba namestiti več cevi. V tem primeru je treba uporabiti ekspander bakrene cevi, ki ima nizke stroške.
Tudi pri namestitvi takšnih cevi lahko veliko prihranite, če so bakrene cevi prirobljene - izdelate lastno spojko in priključke za spajkanje. V tem primeru lahko izdelate bakrene armature za spajkanje z orodji, kot sta nastavek in ekspander cevi.
Če želite sami izdelati spajkane bakrene armature, lahko kupite komplet ekspanderjev za bakrene cevi - ročno ali električne.
Tudi pri polaganju takšnih elementov cevovoda se uporablja valj iz bakrene cevi. S tem orodjem se kovina valja okoli valja določene velikosti. S premikanjem nastavljivih valjev na neregulirane se izbere zahtevani premer dela.









Valjanje bakrenih cevi omogoča izdelavo obdelovanca želene oblike iz nodularnih kovin ali plastičnih materialov.
OGLEJTE VIDEO
Stroški takšnih cevi so odvisni od preseka, debeline stene, razreda bakra in drugih dejavnikov. Povprečna cena za bakrene cevi in fitinge se začne od 415 rubljev / kg. Po posnetkih - od 200 rubljev / m2. P.
Oprema stane 25 - 986 rubljev / kos.
Naredite sami namestitev bakrenih cevi za vodovodne in ogrevalne sisteme
- Pred namestitvijo je potrebno cevi razrezati na segmente zahtevane dolžine.
- Bolje je rezati cevi za ogrevanje z rezalnikom cevi ali nožno žago.
- Notranja površina cevovodov ne sme biti brez izboklin in kovinskih odrezkov. Za dokončanje te naloge boste potrebovali datoteko in strgalo.
- Točko reza je treba izravnati, zlasti v primerih, ko je bilo rezanje izvedeno z nožno žago za kovino, ki rahlo deformira cev.
- Cevasti izdelek lahko upognete ročno ali s posebnim orodjem.
- Če ima ogrevalni sistem ukrivljene dele posebej zapletene oblike, je priporočljivo uporabiti upogib cevi. Takšen upogib bo zaščitil material pred neželenimi gubami, ki lahko kasneje postanejo mesto korozije.
- Izdelke je treba upogniti z najmanjšim dovoljenim polmerom.
- Polmer upogibanja pri delu z rezalnikom cevi mora biti vsaj 3,5-krat večji od premera cevovoda. Če cevi upogibate ročno, je treba izvesti upogibni polmer najmanj 8 premerov.
Ogrevalni sistem z bakrenimi cevmi
Povezava elementov bakrenega ogrevalnega sistema poteka na dva že znana načina:
- Priključki za stiskanje;
- metoda spajkanja.
Zaradi dejstva, da se baker lahko zlahka upogne, je namestitev preprosta in zahteva majhno število priključkov. Vendar pa se je treba spomniti nekaterih pravil za kombiniranje materialov v ogrevalnem sistemu.
Če se uporabi aluminijastih radiatorjev ni mogoče izogniti, je treba prehod opraviti skozi jekleno cev. To bo pomagalo preprečiti nastanek korozije pri spajanju bakra in aluminija. Kar zadeva radiatorje iz drugih materialov, na primer jekla ali litega železa, takšnih težav ni.
Montaža bakrenih cevi je postopek, ki se lahko izvede na različne načine. Obstaja več možnosti za povezovanje takšnih izdelkov, ki vključujejo montažo, varjenje in spajkanje. Dovoljena je uporaba okovja drugih proizvajalcev, kar lahko v določenih primerih zmanjša finančne stroške.
Primerno število
Za izvedbo namestitve bakrenih cevovodov so potrebni fitingi. Lahko so stisnjeni ali spajkani. V prvem primeru bo povezava snemljiva, v drugem - enodelna.
Izbira okovja bo vplivala tudi na pritrditev vseh elementov.
montaža
Po štetju potrebnega števila priključkov se začne montaža cevi. Za začetek so robovi izdelkov prekriti s tanko plastjo fluksa. Postopek je potreben, da se prepreči proces oksidacije, ki se nujno pojavi pri segrevanju elementov. Ta način obdelave preprečuje odlaganje tujih snovi na sklep, ki negativno vplivajo na trdnost.
Konci cevi, stisnjeni s fitingi, so vpeti s pomočjo posebnih klešč. Prav ta pritisk povzroči fiksacijo.
Nianse dela z bakrenimi cevmi
Za izvedbo namestitve notranjih cevovodov v hiši lahko izberete cev iz plastike, kovinsko-plastične ali nerjavnega jekla. Toda le analog iz bakra lahko brez težav in popravil služi več kot pol stoletja.
Pravilno nameščeni bakreni cevni sistemi v praksi delujejo pravilno skozi celotno obdobje delovanja, ki je dodeljeno koči ali stanovanjski hiši.
Bakrene cevi se ne bojijo dolgotrajnih toplotnih obremenitev, klora in ultravijoličnega sevanja.Pri zmrzovanju ne pokajo, ob spremembi temperature notranjega okolja (voda, kanalizacija, plin) pa ne spremenijo svoje geometrije. Za razliko od plastičnih kolegov, bakreni cevovodi ne upognejo. Ta plastika je podvržena ekspanziji pri visokih temperaturah, pri bakru se to po definiciji ne zgodi.
Bakreni izdelki iz cevi imajo dve pomanjkljivosti - visoko ceno in mehkobo kovine. Vendar pa se visoki stroški materiala izplačajo z dolgo življenjsko dobo. In da se stene cevi od znotraj ne poškodujejo zaradi erozije, je treba v sistem namestiti filtre. Če v vodi ni onesnaženja v obliki trdnih delcev, potem ne bo težav z uničenjem cevovodov.










Zahteve za obdelavo cevi in varjenje
Pri delu z bakrenimi cevmi je treba upoštevati naslednja pravila:
- Pri montaži cevi za hladno vodo ali toplo vodo s spajkanjem je treba izključiti uporabo svinčene spajke - svinec je preveč strupen.
- Pretok vode ne sme presegati 2 m/s, sicer bodo najmanjši delci peska ali drugih trdnih snovi postopoma začeli uničevati stene cevi.
- Pri uporabi fluksov je treba po zaključku montaže cevovodni sistem brez napak izprati - tok je agresivna snov in bo prispeval k koroziji sten bakrenih cevi.
- Pri spajkanju ne smete dovoliti pregrevanja križišča - to lahko privede ne le do nastanka netesnega spoja, temveč tudi do izgube trdnosti bakrenega izdelka.
- Prehode cevi iz bakra v druge kovine (jeklo in aluminij) je priporočljivo izvesti z medeninastimi ali bronastimi adapterji - sicer bodo jeklene in aluminijaste cevi hitro začele korodirati.
- Na mestih rezanja je treba odstraniti neravnine (kovinske usedline) in razpoke - njihova prisotnost vodi do nastanka turbulentnih vrtincev v vodnem toku, kar prispeva k eroziji in zmanjšanju življenjske dobe bakrenega cevovoda.
- Pri pripravi bakrenih cevi za priključitev je strogo prepovedana uporaba abrazivov - njihovi delci, ki ostanejo po vgradnji v notranjost, bodo povzročili poškodbe kovine in nastanek fistule.
Če so v vodovodnem ali ogrevalnem sistemu v hiši poleg bakra tudi cevi ali elementi iz drugih kovin, bi moral pretok vode iti od njih do bakra in ne obratno. Pretok vode iz bakra v jeklo, cink ali aluminij bo povzročil hitro elektrokemično korozijo odsekov cevovoda iz slednjih.
Zaradi duktilnosti in trdnosti kovine se bakrene cevi zlahka režejo in upognejo. Cevovod je mogoče vrteti bodisi z upogibom cevi bodisi z uporabo fitingov. In za razvejanje in povezovanje z različnimi napravami je veliko delov iz toplotno odporne plastike, medenine, nerjavnega jekla in brona.
O interakciji bakra z drugimi kovinami
V večini zasebnih hiš so gospodinjske vodovodne cevi sestavljene iz jeklenih in aluminijastih cevi. V ogrevalnih sistemih so tudi radiatorji iz jekla ali aluminija. Nepravilno vstavljanje v takšno postavitev bakrenih cevi je polno velikih težav.
Najbolj optimalna možnost namestitve je uporaba cevi in naprav izključno iz bakra in njegovih zlitin. Zdaj lahko enostavno najdete bimetalne aluminijasto-bakrene radiatorje, pa tudi ustrezne armature in ventile. Kombinacija različnih kovin je le v skrajnih primerih.
Če je kombinacija neizogibna, mora biti baker zadnji v verigi cevovodnih elementov. Nemogoče ga je znebiti sposobnosti prevajanja električnega toka. In ob prisotnosti celo šibkega toka ta kovina ustvarja galvanske pare z jeklom, aluminijem in cinkom, kar neizogibno vodi do njihove prezgodnje korozije. Pri vgradnji vodovodnega sistema je med njimi nujno vstaviti bronaste adapterje.
Druga možna težava je kisik v vodi. Večja kot je njegova vsebnost, hitreje korodirajo cevi. To velja za cevovode iz iste kovine in izdelane iz različnih.
Lastniki koč pogosto naredijo resno napako, saj pogosto menjajo hladilno tekočino v ogrevalnem sistemu. To vodi le do dodajanja popolnoma nepotrebnih porcij kisika. Najbolje je, da vode ne menjate v celoti, ampak jo dodate, ko se pojavi potreba.
Neveljavne napake
Razlog za nekvalitetno povezavo dveh delov je najpogosteje naglica, zato ne pozabite nadzorovati robov izdelka zaradi odsotnosti tujih majhnih predmetov, ki se lahko tvorijo po rezanju.
Pri nanašanju fluksa je pomembno, da poskušate ne zamuditi niti najmanjše površine, saj lahko vsaka napaka povzroči slab stik. Če se kateri koli del površine rahlo segreje, bo to povzročilo šibko zlitje obeh kovin. Pregrevanje lahko zažge tok in na mestu spajkanja tvori vodni kamen ali oksid, kar vpliva na njegovo zanesljivost.
Pregrevanje lahko zažge tok in na mestu spajkanja tvori vodni kamen ali oksid, kar vpliva na njegovo zanesljivost.
Če se kateri koli del površine rahlo segreje, bo to povzročilo šibko zlitje obeh kovin. Pregrevanje lahko zažge tok in na mestu spajkanja tvori vodni kamen ali oksid, kar vpliva na njegovo zanesljivost.
Možnosti za spajanje cevi iz bakra
Pri montaži ogrevanja se uporabljajo različni načini namestitve. Torej se priklop bakrenih cevi izvede na zložljivo in nezložljivo metodo. V prvem primeru se uporabljajo prirobnice, navojni pritrdilni elementi, okovi, ki se samodejno pritrdijo. Pri načrtovanju neločljivega ogrevalnega sistema se uporabljajo stiskanje, spajkanje in varjenje.
Varilni spoj
Oglejmo si postopek varjenja bakrenih cevi. Ta tehnika spajanja se uporablja za cevi s premerom 108 mm ali več. Debelina stene grelnega materiala mora biti najmanj 1,5 mm. Za izvedbo varilnih del je v tem primeru potrebno le sodno, medtem ko mora biti ustrezna temperatura 1084 stopinj. Vredno je dodati, da te možnosti za vgradnjo ogrevanja ni priporočljivo izvajati ročno.
Danes gradbeniki uporabljajo več vrst varjenja:
- Plinsko varjenje z gorilniki tipa oksi-acetilen.
- Varjenje s potrošnimi elektrodami, ki se izvaja v okolju inertnega plina - argon ali helij.
- Varjenje, pri katerem se uporabljajo neporabljive elektrode.
V večini primerov se za spajanje bakrenih elementov uporablja metoda obločnega varjenja. Če so cevi, ki jih nameravamo uporabiti za montažo cevovoda, izdelane iz čistega bakra, potem je treba uporabiti netaljive volframove elektrode v okolju argona, dušika ali helija. Pri varjenju bakrenih elementov mora biti postopek hiter.To bo preprečilo nastanek različnih oksidacij na kovinski podlagi cevi.











Varilni spoj bakrenih cevi
Za okrepitev takšne povezave je po zaključku priklopnih del priporočljivo izvesti dodatno kovanje nastalih spojev.
Razširjena povezava
Dogaja se, da uporaba varilnih goril med namestitvijo ogrevalnih sistemov povzroča nekaj neprijetnosti. V tem primeru je priporočljivo uporabiti bakrene cevne spoje. Ta način namestitve se bo izkazal za snemljiv, kar bo imelo pozitivno vlogo v primeru prisilnega ogrevalnega sklopa.
Za tovrstno delovanje bo potrebna obvezna prisotnost naprave za sežiganje. Poskušali bomo podrobno opisati, kako priključiti ogrevalne cevi z razmakom:
- za začetek se konica cevi očisti, da se z njene površine odstranijo odrgnine in neravnine, ki nastanejo med žaganjem materiala;
- na cev je pritrjena spojka;
- nato se cev vstavi v vpenjalno napravo, s pomočjo katere se izvede nadaljnja ekspanzija;
- potem morate začeti privijati vijak orodja, dokler kot konca cevi ne doseže 45 stopinj;
- ko je območje cevi pripravljeno za priključitev, je treba nanj pripeljati spojko in priviti matice.
Več o postopku lahko izveste v spodnjem videu.
Način povezave s pritiskom
Poleg vseh zgornjih metod za vgradnjo ogrevalnih cevi obstaja tudi tehnika stiskanja. Za spajanje bakrenih elementov v tem primeru je potrebno predhodno pripravljen konec cevi vstaviti v sklopko, dokler se ne ustavi. Po tem bo potrebna uporaba hidravlične ali ročne stiskalnice, skozi katero bodo cevi pritrjene.
Če je ogrevanje načrtovano za montažo iz cevi z debelimi stenami, bodo potrebne stiskalnice s posebnimi kompresijskimi rokavi. Ti elementi omogočajo stiskanje cevi in fitingov za ogrevanje od znotraj, zunanja tesnila pa zagotavljajo odlično tesnost konstrukcije.
Povezave navojne vrste
Na žalost je na trgu nemogoče najti bakrene cevi z navojnimi priključki, zato je običajno za spajanje delov ogrevalnega sistema uporabljati fitinge, ki imajo spojno matico.
Za spajanje bakrenih cevi s cevmi iz drugih materialov se uporabljajo bronasti ali medeninasti navojni priključki. Njihova uporaba odpravlja možnost galvanske korozije. V primeru, da se cevi razlikujejo po premeru, se zateči k pomoči posebnih ekspanderjev.
Glede na vrste tesnil, ki se danes uporabljajo za bakrene ogrevalne sisteme, obstajata dve vrsti navojnih povezav:
- Konsolidacije stožčastega tipa ("ameriški"). Ti elementi so priporočljivi za vgradnjo ogrevanja v pogojih visokih temperaturnih indikatorjev.
- Priključki ploščatega tipa. Takšni materiali v svoji zasnovi vključujejo tesnila iz polimernih materialov različnih barv. Tesnila so pobarvana v različnih barvah, ki označujejo temperature, pri katerih lahko delate s takšnimi elementi.
Priključni načrt za bakrene cevi
Namen zavornih cevi
Vsak hidravlični sistem potrebuje linije, po katerih se tekočina dovaja do delovnih mehanizmov. Zavorni sistem avtomobila ni izjema, vendar ima svoje značilnosti.Povezani so tako z zasnovo zavor kot s tehničnimi lastnostmi uporabljene delovne tekočine, za katero so naložene zelo stroge zahteve:
- ne sme vreti pri temperaturah nad 200 stopinj;
- ne izgubite tekočine v štiridesetstopinjski zmrzali;
- ne bodite agresivni do gumijastih delov zavornega sistema;
- ne povzroča korozije.
Zadnja točka je še posebej pomembna za zavorne cevi, ki so sestavni del vozila sodobnega avtomobila. Razmislite o načelu delovanja tipičnega zavornega sistema.
Algoritem za zaustavitev vozila je povezan z naslednjimi dejanji:
- voznik, če je potrebno, da zmanjša hitrost avtomobila, dokler se popolnoma ne ustavi, z ustrezno silo pritisne na zavorni pedal;
- palica pedala neposredno deluje na bat glavnega zavornega cilindra in ga sproži;
- bat, ki se giblje v cilindru, deluje na zavorno tekočino, kar ustvarja določen pojav;
- tekočina, katere stisljivost je blizu nič, se premika po avtocesti in deluje na zavorne cilindre, ki se nahajajo na vsakem kolesu;
- Bati prenašajo zagon na zavorne ploščice, ki s pritiskom na diske ustvarijo zavorno silo in upočasnijo vrtenje koles.
V tej verigi so zavorne cevi sestavni del hidravličnega voda, po katerem se premika delovna tekočina. Njihova naloga je preprečiti puščanje TJ, zato je kakovost njihove povezave z drugimi elementi zavornega sistema še posebej pomembna. Za to se uporablja tehnološka operacija, imenovana sežiganje.









Njegovo bistvo je v deformaciji končnega dela cevi tako, da se enakomerno poveča njen premer (nasprotna operacija, ki je zožitev premera konice cevi, se imenuje valjanje). Razširjanje je potrebno, da se zagotovi najbolj tesna povezava cevi med seboj ali cevi z razdelilnikom.
Ker so, kot smo že omenili, zavorne cevi izpostavljene mehanskim obremenitvam, se lahko poškodujejo, kar povzroči razbremenitev sistema - v tem primeru je za njihovo zamenjavo potrebna takojšnja operacija. Normalna obraba je pogostejši razlog za zamenjavo te komponente zavornega sistema.
Sam postopek razširitve cevi je sestavljen iz treh stopenj:
- določitev zahtevane reže med cevnim listom in konico cevi;
- razširjanje cevi in cevnih listov;
- odstranitev dušilne obremenitve z notranjih sten cevi.
Tehnologija deformacije zahteva, da je kovina zavorne cevi izpostavljena tako imenovani plastični deformaciji, kovina rešetke pa je izpostavljena elastični deformaciji. Da bi zagotovili ta pogoj, je rešetka izdelana iz trše kovine, ki omogoča, da po končani fazi raztezanja cevna rešetka popolnoma "oprime" cev.
Zagotavljanje zahtevane tesnosti takšne povezave se izvede z uporabo metode kontaktnega tlaka, ki se oblikuje med zunanjimi površinami kontaktnih delov. V nekaterih primerih tehnologija povezovanja koncev cevi vključuje uporabo varjenja - ta metoda se imenuje kombinirana.
V tovarni se žganje izvaja s posebnim strojem, opremljenim s hidravličnim, pnevmatskim ali električnim pogonom, ki omogoča možnost nadzora hitrosti vrtenja. Od pogona je odvisno, da zagotovi zahtevano zanesljivost povezave.
Pri zamenjavi zavornih cevi se razširjanje izvede s posebnim orodjem, ki ga lahko kupite v avtomobilski trgovini.
Metode povezovanja bakrenih cevi
V praksi se uporablja ena od dveh metod za sestavljanje bakrenih cevovodov - s spajkanjem ali mehanskim stiskanjem.
Skrivnosti spajkanja s plinskim gorilnikom
Pri izbiri načina spajkanja za montažo sistema je treba upoštevati naslednje: vse tako izvedene povezave so enodelne. Spajkanje zagotavlja visok odstotek tesnosti, vendar nalaga nekatere omejitve vzdrževanja. Pogosto je nemogoče nadgraditi sistem brez dodatne zapletenosti.
Torej, če je treba spremeniti del oskrbe z vodo (ogrevalni sistem), na primer zaradi uvedbe nove opreme, se lahko pojavijo težave. Ponovno boste morali uporabiti plinski gorilnik in tehniko spajkanja, samo da boste lahko v sistem uvedli sklopko, T ali drug del.
Zato se spajkalni spoji uporabljajo v skritih vodovodnih projektih, vgrajenih v stene ali pod tla.
Postopek spajkanja je neločljivo povezan z delovanjem plinskega gorilnika (odprti ogenj in produkti zgorevanja). Zato ta tehnika ni vedno primerna za namestitev, zlasti v prostorih, kjer je bila predhodno izvedena fina obdelava.
Postopek namestitve korak za korakom spajkanje:
- Dve cevi sta razrezani na velikost.Končno območje je očiščeno iz neravnin.
- Končni del ene od cevi se razširi s kalibratorjem - izdelan je zvonec.
- S kovinsko krtačo in brusnim papirjem očistite spajkalne točke do sijaja.
- Očiščene površine obdelamo z raztopino fluksa.
- Obdelani deli so vstavljeni drug v drugega.
- Spoj se segreje z gorilnikom do tališča spajke (350-500ºС).
- Konec spajkalne palice se dotika spodnjega roba vtičnice.
Pod vplivom visoke temperature se spajka topi in hiti v režo med stenami šobe in vtičnice zaradi kapilarnega učinka, ki ga ustvarijo hlapi toka. Posledica tega je urejen in visokokakovosten spajkalni spoj. To je le en primer spajkanja cevi v cevi.
Spajkanje s fitingi in drugimi elementi se izvaja na enak način.
V tem članku so podana navodila po korakih za spajkanje bakrenih cevi, pa tudi tehnične nianse dela.
Povezava s kompresijskimi nastavki
Namestitev bakrenih cevi z lastnimi rokami je veliko lažje in lažje, če uporabite drugo razširjeno tehnologijo - mehansko stiskanje. Za vzpostavitev povezave bakrenih cevi v tem primeru se uporabljajo posebni priključki.










Približno enaki elementi se uporabljajo pri delu s polipropilenskimi cevmi. Toda za baker naredijo nekoliko drugačno zasnovo stisnjenega obroča - enodelnega, brez reza.
Kompresijske armature so izdelane iz medenine. Sodeč po stopnji plastičnosti materialov so te vrednosti za baker in medenino skoraj enake.
Pomembna značilnost parne vezi medenina-baker je skoraj popolna odsotnost galvanske povezave med materiali.
Ta faktor zagotavlja čistost povezave med delovanjem - odsotnost oksidov, korozije itd.
Pri aluminiju je situacija precej drugačna. Ta kovina je za razliko od medenine galvansko vezana na baker. V pogojih, ko je voda iz pipe nasičena s solmi, torej je aktiven elektrolit, nastane ugodno okolje za nastanek elektrokemične reakcije.
Pod vplivom takšne reakcije se aluminij uniči. Zato je neposredna povezava bakrenih cevi in aluminijastih radiatorjev (ali drugih aluminijastih naprav) nezaželena. Uporabiti je treba na primer jeklene prehode.
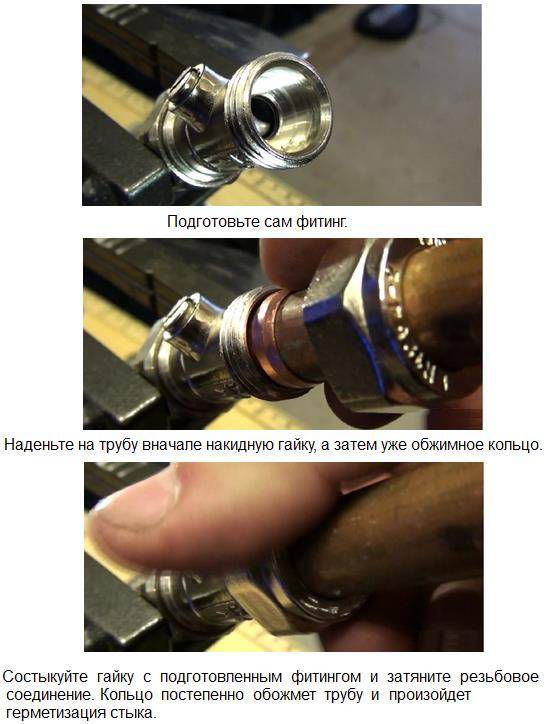
Montaža okovja s stiskanjem:
- Končna površina cevi je razigla.
- Na konec cevi je nameščena matica, obroč, nastavek.
- S ključem za želeno velikost se nastavek drži v enem položaju.
- Z drugim ključem se matica privije na navoj fitinga.
Tesnost povezave je dosežena z enakomernim stiskanjem stiskalnega obroča vzdolž premera bakrene cevi. Pri privijanju matice ni priporočljivo uporabljati velike sile. Od mesta začetnega postanka je dovolj, da matico raztegnete za 1-2 obrata.
Prednosti uporabe stiskalnikov so, da jih je mogoče po potrebi razstaviti in ponovno sestaviti. Toda hkrati na kakovost tesnjenja takšnih spojev vplivajo spremembe temperature zunanjega in notranjega okolja.
Pogosto zaradi temperaturnih sprememb puščajo stisnjene povezave. Takšno napako odpravimo preprosto in hitro - z zategovanjem spojne matice.
Vendar pa za skrito namestitev vodovodnega sistema metoda stiskanja spojev bakrenih cevi očitno ni primerna.



