- Nasveti in triki
- Spajkanje
- Kako pravilno namazati pipo
- Vrste tesnilnih trakov
- Tesnilne mase za anaerobna lepila
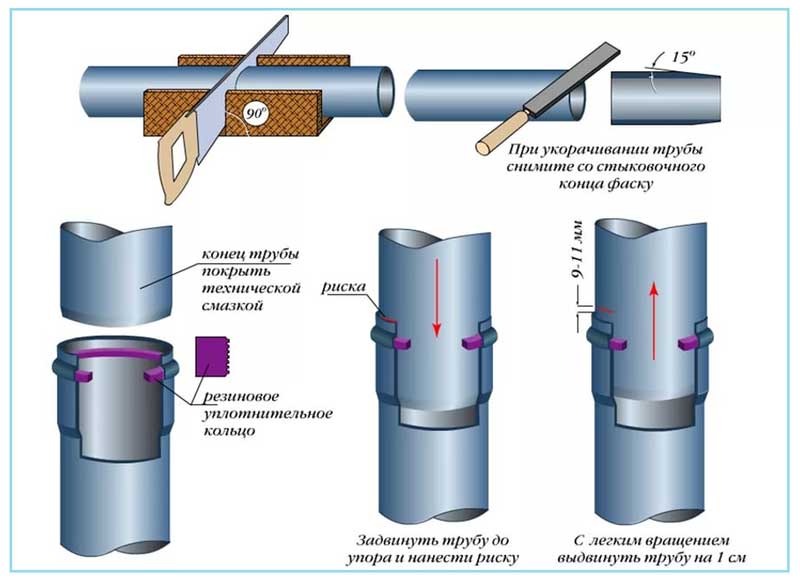
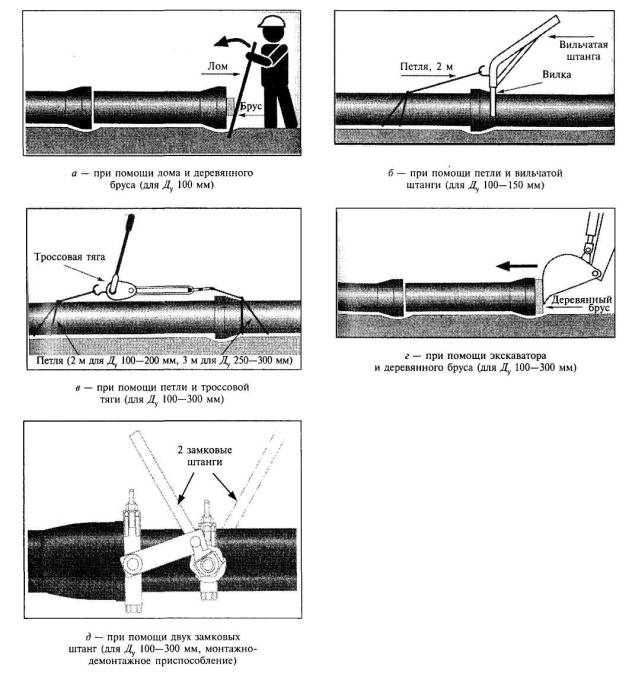
- Spojke
- Priklopne cevi iz kovine in plastike
- Prirobnična povezava plinskih cevi
- GOI polirna pasta Archimedes Norma
- Tabela 1. Abraziv GOST 3647-80
- Kaj je sposobnost poliranja
- Vrstni red lepljenja
- Vrstni red prekrivanja je naslednji:
- perilo
- Katero tesnilo je bolje izbrati za vgradnjo ogrevalnega sistema
- Namen in sorta termotesnilnih mas
- Glavne tehnične lastnosti tesnilnega traku
- Pravila za spajkanje bakra
- Spajkanje velikih delov
- Spajkalne žice ali žica
- Spajkalne posode ali luknje za spajkanje v bakru
- Metode za preverjanje tesnosti povezav
- Značilnosti namestitve navojnih armatur
- Navodila za namestitev po korakih
- Kovinski cevni priključek brez navoja
- Tesnjenje z lanenim navojem
- Vprašanje embalaže
Nasveti in triki
Profesionalni mojstri delijo več priporočil, kako narediti tesnjenje navojnih povezav najpreprostejše in najtrajnejše.
- Ne bojte se, da bo nestrjena tesnilna masa prišla iz notranjosti cevi. Ne bo se strdil in med delovanjem vodovodnega sistema ga bo preprosto izpral z vodo.Anaerobni geli so popolnoma neškodljivi, a vseeno je bolje, da pipo pustite nekaj časa odprto, da se odvečna tesnilna masa popolnoma odstrani.
- Pri vijačenju spojev, obdelanih s tesnilno maso za navoje, navojev ni treba zategniti s ključi. Največji napor rok bo povsem dovolj, vendar ga morate resnično zaviti z vso močjo.
- Če je cev krhka, vam ni treba poskušati odviti spoja, obdelanega s tesnilnimi masami. Toploto je treba uporabiti takoj. 170 stopinj bo dovolj.
- Če je mogoče, je najbolje, da se vzdržite uporabe tesnil za začasne namestitve. Demontaža povezav bo zahtevala veliko časa in truda, ki se ne izplača v celoti. Za začasno uporabo je najbolje uporabiti tesnilne niti ali perilo.
Za značilnosti tesnilne mase za navoje si oglejte naslednji videoposnetek.
Spajkanje
 Oprema za spajkanje polietilenskih cevi
Oprema za spajkanje polietilenskih cevi
Pravilneje bi bilo reči spajkanje v zadnjici. Uporablja se tudi za polietilenske cevi. Pogoj za njegovo izvedbo bo mobilnost obeh zgibnih delov. V nasprotnem primeru bo proces prekinjen. Po učinkovitosti ni slabši od elektrofuzije. Za izvedbo dela boste potrebovali modularno enoto. Njegove komponente so hidravlična enota, rezalnik, spajkalnik in centralizator. Če ga želite pravilno uporabiti, postopajte na naslednji način:
- Vstavki so nameščeni v posebnem primežu glede na velikost cevi, ki se obdeluje.
- Cevi so vpete. Ne bodite vneti, če premočno zategnete vijake, bo konec izgubil obliko kroga, kar bo povzročilo težave.
- Spajkana mesta se očistijo umazanije in prahu.
- Konstrukcijski nož ali druga naprava odpravi odrezke na posnetku, če obstajajo.
- Na hidravličnem bloku se ventil počasi odpre, preden se začne premikanje komponent na centralizatorju. Vrednost tlaka je označena kot delovna.
- Deli so vzrejeni, mednje je vstavljen trimer. Začne se in prestavljanje se ponovno izvede. Po nekaj zavojih nožev lahko napravo dvignete.
- Za preverjanje pravilnosti in enakomernosti spoja šobe ponovno premaknemo in dobro pregledamo.
- Spoji se razmastijo s topilom ali alkoholnim robčkom.
- Spajkalnik se segreje.
- Ko doseže nastavljeno temperaturo, se namesti med dele.
- Tlak za spajkanje se nastavi v skladu s tabelo in moduli centralizatorja se ponovno premaknejo. Držijo se v napetosti, dokler ne nastane priliv 1 mm.
- Po tem se pritisk sprosti in segrejejo se še nekaj sekund.
- Deli se razmaknejo in grelec se odstrani. V 5 sekundah jih je treba ponovno priključiti na napajanje še 5 sekund. Po tem se sila odstrani in počaka se čas hlajenja.
Do konca obdobja, ki je določeno za hlajenje, v nobenem primeru ne smete odstraniti primeža ali kakor koli nagniti cevi. To lahko privede do razbremenitve tlaka.
Kako pravilno namazati pipo
Splošni algoritem za popravilo katerega koli plinskega ventila je sestavljen iz naslednjih korakov:
- Zaprite dovod plina.
- Izključite električno omrežje v stikalni plošči. Če je iz nekega razloga dostop do tam blokiran, izklopite vse električne naprave in svetilke iz vtičnic.
- Odstranite vse vnetljive materiale in pripomočke (vključno z vžigalicami, topili itd.).
- Zaprite kuhinjska vrata in odprite okno.
- Odstranite pipo.
- Dvižno cev zamašite z vlažno krpo.
- Nanesite mazivo.
- Odstranite krpe in sestavite pipo.
- Prezračite sobo.
Demontaža žerjava zahteva izkušnje in izjemno natančnost. Če morate podmazati plinski vod na štedilniku, boste morali odstraniti vrtljive plošče (zastavice) in sprednjo ali zgornjo ploščo pod njimi. Naprava za pipo se bo odprla.

Za peči tipa Hephaestus ni treba dvigovati plošče z gorilniki - sprednji pokrov se odstrani sam, medtem ko je precej preprost, saj je pritrjen na samorezne vijake. Ventili so pritrjeni s prirobnicami z dvema vijakoma - če jih želite odstraniti, boste potrebovali Phillipsov izvijač.
Vrste tesnilnih trakov
Ta material se proizvaja v obliki navijanja na tuljavo dolžine do 10 metrov. Uspešno se uporablja za navijanje na cevne navoje v tlačnih sistemih, vključno z vodovodnimi, plinskimi in ogrevalnimi sistemi.
Njegov namen v spojih je deformabilno polnilo, ki deluje kot mazivo navoja in prispeva k povečanju tesnosti. To tesnilo je na voljo v 3 vrstah:
- tip 1 - za uporabo v cevovodnih sistemih za transport agresivnih tekočin, ki se uporabljajo z uporabo prečiščenega vazelina;
- tip 2 - za črpanje močnih oksidantov, kar prepoveduje uporabo dodatne tesnilne mase v obliki olj;
- tip 3 - uporablja se za prevoz relativno čistih tekočin in plinov, uporaba mazanja je izključena.
Tesnilne mase za anaerobna lepila
Ta material ima dobro viskoznost in tekočo konsistenco. Lahko najdejo dolgo časa na prostem, ne da bi spremenili svoje lastnosti. Ko vstopijo v navojne spoje, kjer ni zraka, polimerizirajo brez krčenja. Rezultat je zelo močna in trdna snov, po lastnostih podobna plastiki. Zagotavlja odlično tesnjenje in popolnoma zapolni vrzel v navoju, ne glede na tlak tekočine ali plina v ceveh.Pomembna prednost anaerobnih lepil je, da se le v navojnih povezavah spremenijo v trdno snov, na prostem pa ostanejo tekoča in ne zamašijo opreme in ventilov. Z lahkoto jih je mogoče odstraniti s površine. Ta material se pogosto uporablja v industriji.
Anaerobna lepila je mogoče enostavno nanesti neposredno iz embalaže. Pri izvajanju razsutega dela je vredno uporabiti razpršilnike. Različne vrste lepil imajo različne čase polimerizacije snovi, od 3 minut do nekaj ur. Izbira določenega lepila je odvisna od tehnične naloge. Če potrebujete hitro namestitev, potem uporabite lepilo s kratkim časom strjevanja. V primeru, ko je treba spoj prilagoditi, lahko izberete lepilo, ki čez nekaj časa dobi končno obliko.
Spoj, zatesnjen z anaerobnim lepilom, je mogoče razstaviti z običajnimi orodji. Po strjevanju je lepilo nestrupeno, zaradi česar je primerno za živilsko industrijo. Delovna temperatura anaerobnih tesnil je od -55 do +150 stopinj Celzija. Nekatere vrste lepila lahko prenesejo do +200 stopinj. Ko so kratkotrajno izpostavljeni višjim temperaturam, lahko še naprej opravljajo svoje delo brez spreminjanja lastnosti.
Stroški anaerobnih lepil so višji od drugih vrst tesnil. Vendar pa v celoti izpolnijo deklarirano ceno. Zanesljivost povezave z anaerobnim lepilom je veliko višja od katerega koli drugega materiala. Vsak lastnik sam izbere, kaj je zanj pomembnejše: zaupanje in zanesljivost ali verjetnost velikih izgub v primeru okvare sistema.
Nedvomne prednosti anaerobnega lepila-tesnilne mase vključujejo enostavnost uporabe, tesnjenje navojev ne glede na silo, enostavna namestitev sistema zaradi mazljivosti, sposobnost, da prenese večji tlak plina ali tekočine, boljšo vrednost za denar, ohranjanje tekoče oblike na prostem. zrak.
Pomanjkljivosti te snovi vključujejo nezmožnost uporabe v oksidacijskem in kisikovem okolju ter pri nizkih temperaturah zaradi povečanja časa polimerizacije. Ta sestavek se lahko uporablja izključno na suhih niti in ni priporočljiv za vgradnjo cevi s premerom, večjim od M80.
Spojke
Pri popravilu plinskih in vodnih sistemov ali polaganju novih se postavlja vprašanje: kakšen je najboljši način za povezavo dvižnih voda in tesnjenje nastalih spojev.
Če govorimo o snemljivih povezavah, potem je dvižne vode najbolje povezati s pomočjo spojk. Uporabljajo se lahko tako v obliki fitingov kot tudi kot adapterji, če so linearne dimenzije, vključno s premeri navojnih cevnih povezav, drugačne.
- zanesljivost;
- razpoložljivost in širina asortimana;
- hitrost, enostavnost montaže in demontaže;
- poceni.
Glede na vrste dvižnih vodov se proizvajajo podobni priključni okovi. Tesnilna masa je izbrana na enak način. Če so kovinski okovi najpogosteje zatesnjeni z vleko z oljno barvo, potem sta FUM trak in sintetična tesnilna masa, zlasti anaerobna tesnilna masa, najbolj primerna za plastične dele.
Priklopne cevi iz kovine in plastike
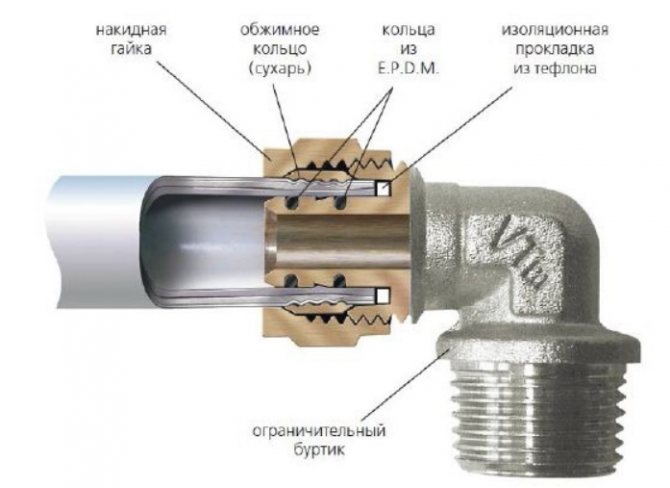
Priljubljenost polimernih cevi v gospodinjskih omrežjih pogosto zahteva njihovo povezavo z obstoječimi kovinskimi cevmi. Za to se uporabljajo posebni adapterji. Najpogostejši med njimi so okovi, imenovani "ameriški" ali "bradavičasti".







Ameriški adapter je sestavljen iz dveh delov. Na enem koncu kovinskega dela se nanese zunanji ali notranji navoj, odvisno od vrste rezanja cevi, ki jo je treba priključiti. Na drugem koncu je zunanji navoj. Drugi del je izdelan iz plastike in se konča z navojno matico z notranjim navojem. Oba dela sta med seboj povezana z privijanjem matice na navoj kovinskega elementa. Tesnjenje spoja - skozi tesnilo v notranjosti preklopne matice.
Ameriški adapter, ki povezuje kovino in plastiko
Prvi del adapterja je privit v kovinsko cev, ki jo je treba povezati, izstopna cev pa je privarjena s polimernim varjenjem na plastični cevovod.
Nastavek za nastavek je polimerni tulec, znotraj katerega je spajkan navojni kovinski del. Zagotavlja spoj z jekleno cevjo, sam rokav pa je privarjen na plastični cevovod.
Prirobnična povezava plinskih cevi
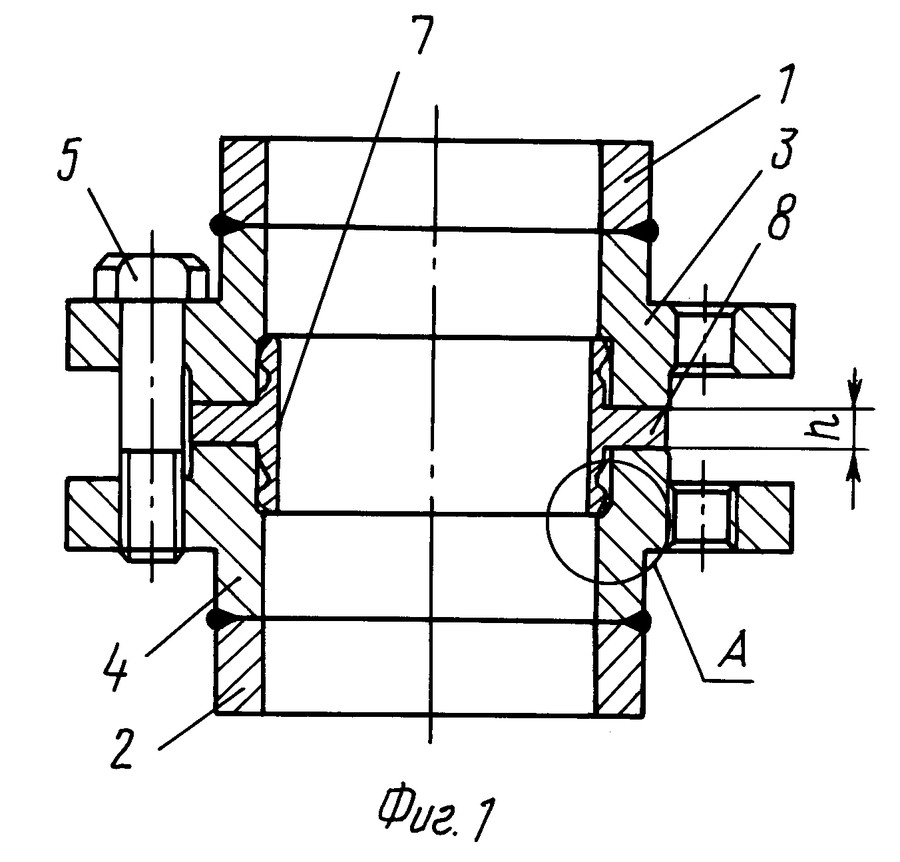
 Prirobnična povezava je najpogostejša vrsta snemljive cevne povezave.
Prirobnična povezava je najpogostejša vrsta snemljive cevne povezave.
Zaradi enostavnosti zasnove, enostavnosti razstavljanja in montaže. Toda hkrati so visoki stroški dela in nizka zanesljivost povezave v primerjavi z varjenimi.
In če se tlak transportiranega medija spremeni, lahko pride do puščanja plina.
Prirobnična povezava je sestavljena iz:
- od 2 prirobnic;
- pritrdilni elementi - čepi, vijaki, matice;
- O-obroč ali tesnilo.
Najpogosteje se uporablja tehnična gumijasta tesnila, azbestni karton ali paronit.
Pozdravljeni dragi bralci. Vprašanje, kako zatesniti navoje na plinski cevi, je zelo pomembno. Konec koncev je to zelo ranljivo območje. Tu se pojavi večina puščanj.
GOI polirna pasta Archimedes Norma
Paste GOI polishing Archimedes Norma sredstvo za poliranje kovin, stekla in plastike. Uporablja se lahko tudi za pripravo površine za poliranje. Pasta omogoča tako ročno kot mehansko uporabo na vseh vrstah barv. Pasta je namenjena odstranjevanju: oksidirane površinske plasti; pigmentirana področja barve; pomanjkljivosti prevleke; praske in praske; trdovratne sledi žuželk.
Tabela 1. Abraziv GOST 3647-80
| Skupine | sobe | Skupine | sobe |
| žito | Velikost zrn µm | žito | Poimenovanje |
| Brušenje zrn | Praški za mletje | ||
| Steklo, korund ali mešanica | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Praški za mikro mletje | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Odstotna sestava. | grobo | srednje | Tanka |
| Krom oksid | 81 | 76 | 74 |
| silikagel | 2 | 2 | 1,8 |
| stearinska kislina | 10 | 10 | 10 |
| razdeliti maščobo | 5 | 10 | 10 |
| oleinska kislina | — | — | 2 |
| soda bikarbona | — | — | 0,21 |
| kerozin | 2 | 2 | 2 |

riž. 3 . Abrazivni praški in paste GOI.
Kaj je sposobnost poliranja
Standardni preizkus sposobnosti poliranja se izvede na naslednji način - kaotični premiki kaljene jeklene ali medeninaste plošče se izvajajo kaotično na litoželezni plošči, ki meri 400 x 450 mm. skupaj daje 40 metrov poti pri določenem tlaku. Groba pasta odstrani približno 40 mikronov kovine. srednje, približno 5 mikronov, tanko 0,25 mikronov.
Vrstni red lepljenja
Zaporni ventili so izdelani v 3 vrstah: z litoželeznim ohišjem in medeninastim zamaškom, z medeninastim ohišjem in medeninastim zamaškom ter v celoti iz litega železa.
Vrstni red prekrivanja je naslednji:
- Če je ventil zasukan iz cevi, je telo vpeto v tiso z majhno silo, da ne poškodujete telesa, z velikim premerom stožca navzgor:
- Srednje pasto GOI razredčimo s kerozinom in s čopičem enakomerno nanesemo na telo plute;
- Gumb je povezan s posebno navojno luknjo na dnu stožca;
- Pluto vstavimo v telo in z rahlim pritiskom večkrat zavrtimo;
- Zakaj je 5 - 6 gibov narejenih z roko za približno 180 °, če na pluti ali telesu ni resnih žlebov, potem je to povsem dovolj;
- Odstranite in preglejte pluto, če se na njej pojavijo črne brazde paste, je treba dele obrisati in ponoviti poskus, dokler črnina ne izgine;
- Nato previdno obrišite pluto in telo do suhega. Na stožec nanesite več vzdolžnih trakov krede, vstavite čep in ga obrnite, nato preglejte, zareze za kredo morajo biti enakomerno razporejene po celotni površini parnih delov;
- Po tem se spojne površine ponovno temeljito obrišejo in po nanosu tesnilne masti za plinske ventile sestavijo. Navojne luknje morate zategniti z vleko ali fumom. trak je boljši s tesnilno mastjo. Tesnilno mast za plinske pipe lahko kupite v specializirani vodovodni trgovini ali naročite iz številnih spletnih virov.
Na koncu preverite puščanje z milnico, napihovanje mehurčkov ni dovoljeno.
Da bi pipa delovala pravilno, je potrebno, da se vrtenje čepa v telesu pipe odvija brez napora, kar zagotavlja zanesljivo tesnjenje. Za te namene se uporabljajo posebne tesnilne in protitorne spojine. Tesnilna maziva imajo težjo koncentracijo in se uporabljajo za tesnjenje spojenih delov. Maziva proti trenju so manj viskozna in so zasnovana za ločevanje gibljivih delov. Maziva morajo zagotavljati zanesljivo delovanje, ko se segrejejo na 300C. Tesnilni masi se dodajo trdne snovi, kot so grafit ali fluoroplastični čipi. Maziva proti trenju so lahko na osnovi masti ali silikona.
perilo

Laneno nit je stara, a preizkušena metoda zbijanja. Poleg tega ga lahko kupite v vodovodnih trgovinah.
Pred nakupom morate upoštevati nekaj dejavnikov:
- kakšna je debelina pramena;
- ali je neprijeten vonj ali delci naplavin;
- Ali je nit dovolj elastična?
Prav tako je treba upoštevati, da lan ni primeren za vse cevne sisteme. Voda in temperatura vodita do propadanja, v ogrevalnem sistemu pa bo v kratkem času izgorela.








Sodobne tesnilne paste so boljše pri spodbujanju rje na priključnih armaturah in plinskih ceveh.

Najpogosteje uporabljen material je minimalno železo. Testenine, ki jih naredite sami, so poceni in vesele. Če želite to narediti, vzemite belo in nalijte malo sušilnega olja, mešanico premešajte, dokler ne postane podobna kisli smetani.
Nanesti ga je treba v majhni tanki plasti neposredno na sam nit. Enakomerno razporedite in posušite material. Rdeča svinčena bela najbolje deluje z jeklenimi cevmi.
Zaradi dejstva, da je zgornja plast železa oksidirana, netopne spojine po principu magije ne prepuščajo molekul ozona.
Kupite hermetične paste, pripravljene za uporabo v specializiranih trgovinah:
Gebatout 2 (pasta na osnovi mineralnih polnil in sintetičnih polimerov). Pastum PLIN (zaviralec korozije, polnila).
Multipak (naravno parafinsko olje z vključitvijo mineralov). Unipak (naravni minerali, maščobne kisline). Odsotnost zgoraj navedenih sredstev sploh ni problem.
Delovni postopek je naslednji: del lanu ločimo od celotnega predalca, debeline dveh vžigalic. Navijamo na navojno povezavo, začenši od dna cevi do konca.
Po tem nastalo strukturo premažemo s pasto, to je potrebno, da se spoji tesno držijo skupaj.
Katero tesnilo je bolje izbrati za vgradnjo ogrevalnega sistema
Do danes so glavna merila za izbiro najboljše tehnologije za tesnjenje navojev v priključkih ogrevalnega sistema izkušnje in materiali, s katerimi je treba delati.
Torej, pri delu z radiatorji in ventili iz litega železa je najboljša možnost zanje uporaba lanenega pramena z vodovodno pasto ali silikonsko toplotno odporno tesnilno maso.
Za priključke majhnega premera do 25 mm od fitingov blagovnih znamk je priporočljivo uporabiti FUM trak ali lepilno tesnilno maso.
Če želite namestiti pipe ali povezati jeklene, aluminijaste ali bimetalne radiatorje, lahko uporabite celoten arzenal načinov za tesnjenje povezav.
Edina točka, na katero morate biti pozorni, je, da morate pri nameščanju bakrenih cevovodov natančno preučiti navodila za tesnilno maso, da izključite nezdružljivost sestave lepila in barvne kovine.
Namen in sorta termotesnilnih mas
Treba je opozoriti, da je brez tesnil na številnih področjih človeškega življenja, od vsakdanjega življenja do industrijskega sektorja, težko. Konec koncev, kaj storimo, če je treba odpraviti vrzeli, na primer med steno in okenskimi okvirji? Tako je, gremo v trgovino in kupimo silikon. Toda ali bo preprosto lepilo opravljalo vse svoje funkcije, ko je izpostavljeno zelo visokim temperaturam? Odgovor na to vprašanje je nedvoumen – ne. Seveda je njihov temperaturni režim precej velik in v posameznih primerih lahko doseže 200 ° C, vendar pogosto to ni dovolj. In vse tesnilne snovi ne ohranijo svojih lastnosti tudi pri tej temperaturi.







Torej se toplotno odporna tesnilna masa uporablja za izolacijo spojev na "vročih" predmetih. Sem spadajo cevovodi za sanitarno vodo, odprte peči, dimniki, kamini, motorji, vključno z avtomobilskimi motorji, elementi turbin, kompresorjev, črpalk, pa tudi enote, ki delujejo na paro, v kemičnih in plinastih medijih. Takšne tesnilne mase so razdeljene na silikonske in silikatne.
Prva visokotemperaturna tesnilna masa je pastasta snov rdečega, rjavega in rdeče-rjavega odtenka. Njegova glavna sestavina je silikonska guma, zahvaljujoč železovim oksidom pa je dosežena želena toplotna odpornost. Takšne tesnilne mase delimo na nevtralne in kisle. Slednji imajo omejitve pri uporabi, saj kislina, ki se sprošča med strjevanjem, negativno vpliva na kamnite, betonske in kovinske površine.Zato so takšne "agresivne" kompozicije uporabne za delo z lesom, steklom, plastiko in keramiko. Nevtralni nimajo omejitev, saj se v tem primeru med vulkanizacijo sproščajo varne tekočine, ki vsebujejo alkohol, in voda.
Poleg sestave so silikonske tesnilne mase razdeljene tudi glede na obseg uporabe.
- Možnosti hrane ne vsebujejo toksinov in so popolnoma varne za zdravje ljudi.
- Sanitarno vroče lepilo je našlo svojo uporabo v medicini.
- Toplotno odporna tesnilna masa za motor je odporna na agresivne komponente, antifriz, olja in druge avtokemikalije ter povečano plastičnost. Ta vroča talina ima običajno rdečo barvo.
- Zelo priljubljene so tudi visokotemperaturne tesnilne mase za peči. Uporabljajo se v industriji in v vsakdanjem življenju za spajanje konstrukcij peči.
- Univerzalni sestavki lahko obdelajo skoraj vse površine in sklepe v toplotno prizadetem območju.
Silikatne tesnilne mase so bolj toplotno odporne in prenesejo do 1500 ° C, zato se uporabljajo v konstrukcijah, ki so v stiku z odprtim ognjem. Temeljijo na natrijevem silikatu. Zaradi barve se takšne tesnilne mase imenujejo tudi črne. Najbolj priporočljivo jih je uporabljati za obdelavo razpok v kaminih, dimnikih, pečeh, pečeh, vključno z odprtim ognjiščem, ogrevalnimi kotli itd.
Glavne tehnične lastnosti tesnilnega traku
FUM trak ima naslednje značilnosti:
- Zmanjšan koeficient trenja. Fluoroplastično tesnilo je poleg plastičnosti spolzko, kar poenostavlja namestitev okovja.
- Toplotna stabilnost, ki omogoča prenašanje temperatur do 260 stopinj brez uničenja in izgube tesnilnih lastnosti. Poleg tega so fluoroplasti zelo učinkoviti dielektriki.
- Trdnost in plastičnost.Tesnila iz tega materiala delujejo stabilno pri tlakih do 10 MPa in lahko prenesejo kratkotrajne obremenitve do 42 MPa, na primer tiste, ki se pojavijo med hidravličnimi udarci v cevovodnih sistemih. Življenjska doba tesnila iz FUM traku (fumka) je določena na 13 let. Ob izpostavljenosti svetlobi se hitreje razgradi, vendar to ni za naš primer, le ta dejavnik morate upoštevati pri organizaciji skladiščenja materiala.
- kemična pasivnost. Ni podvržen uničenju pod vplivom kislin in alkalij, kar je določeno z enakomerno porazdelitvijo atomov fluora po površini izdelka. Topila, ki bi lahko uničila to tesnilno maso, še niso izumljena. Odporen na procese razpadanja.
Kako pravilno uporabiti FUM trak za plinske in vodovodne cevi, bomo podrobneje razmislili.
Pravila za spajkanje bakra
Kadar je treba spajkati bakreni izdelek ali izdelek, ki vsebuje bakrene komponente, je nemogoče dati nedvoumen odgovor, kako in kako je to najbolje narediti. Izbira metode in orodja je odvisna od številnih dejavnikov, kot so velikost in teža delov, njihova sestava. Upošteva se tudi obremenitev, ki ji morajo biti izpostavljeni že spajkani izdelki. Obstaja več načinov spajkanja in bolje je poznati vse, da bi po potrebi izbrali najprimernejšega.
Spajkanje velikih delov
Shema kapilarnega spajkanja bakra.
Če morate spajkati masivne ali velike dele, ki jih ni mogoče segreti na želeno temperaturo s spajkalnikom, se uporablja gorilnik in bakrena spajka. Tok v tem primeru je boraks. Moč bakreno-fosforjeva spajka višje od standardne pločevine.
Na mehansko očiščeno cev ali žico se nanese tanek sloj fluksa. Po tem se na cev namesti fiting, prav tako mehansko očiščen.S plinskim gorilnikom se spoj segreva, dokler baker, prevlečen s fluksom, ne spremeni barve. Tok mora postati srebrn, po katerem lahko dodate spajko. Spajka se takoj stopi in prodre v režo med cevjo in fitingom. Ko začnejo na površini cevi ostati kapljice spajka, se spajka odstrani.
Cevi ne pregrevajte, saj to ne prispeva k pojavu večjega kapilarnega učinka. Nasprotno, baker, segret na črno, je manj spajkan. Če kovina začne črniti, je treba ogrevanje ustaviti.
Spajkalne žice ali žica
Spajka s cinkovim kloridom se ne sme uporabljati za spajkanje tankih bakrenih žic, saj bo to uničilo baker. Če fluksa ni na voljo, lahko v tem primeru raztopite tableto aspirina v 10-20 ml vode.
Shema varjenja bakra v okolju inertnega plina.
Bakreno žico ali dele iz žice različnih odsekov je mogoče enostavno segreti na želeno temperaturo s spajkalnikom. Temperaturni režim naj bo tisti, pri katerem se spajka tali, kositer ali svinčeno kositer, z njo pa se izvaja tudi spajkanje. Fluksi morajo vsebovati ali biti izdelani iz kolofonije, lahko se uporabi tudi olje za spajkanje ali celo kolofonija sama.
Površina žice je očiščena umazanije in oksidnega filma, po kateri se deli pocinkajo. Ta postopek vključuje nanos tanke plasti fluksa ali kolofonije na segreti baker, nato pa spajko, ki se s spajkalnikom čim bolj enakomerno porazdeli po površini. Dele, ki jih je treba povezati, povežemo in ponovno segrejemo s spajkalnikom, dokler se že strjena spajka ne začne ponovno topiti. Ko se to zgodi, se spajkalnik odstrani in spoj se ohladi.
Deli se lahko vpnejo v primež, tako da je razdalja med njimi 1-2 mm. Flux se nanese na dele in segreje. Spajka se pripelje do vrzeli med vročimi deli, ki se stopi in zapolni vrzel. Temperatura taljenja spajke za spajkanje na ta način mora biti nižja od temperature taljenja bakra, da se deli ne deformirajo. Del se ohladi, nato ga speremo z vodo in po potrebi obdelamo z brusnim papirjem, dokler ni gladka in enotna.
Spajkalne posode ali luknje za spajkanje v bakru
Pri spajkanju posode se uporablja čisti kositer, katerega tališče je višje od tališča kositra ali spajka, ki vsebuje svinec. Včasih se za spajkanje velikih delov uporabljajo spajkalniki s kladivom, segreti na odprtem ognju s plinskim gorilnikom ali pihalnikom. V prihodnosti se vse dogaja po standardni shemi: čiščenje, fluksiranje in kositranje, spajanje delov in ogrevanje s spajkalnikom. Za ta spajkalnik je priročna čista kositrna spajka.
Od znotraj ima fiting praviloma obrobo, ki preprečuje, da bi se navoj skozi cev. Odstranimo ga lahko z grobo pilo, če je treba nastavek potisniti na cev dlje, kot je predvideno, in na ta način spajkati nepotrebno luknjo.
Metode za preverjanje tesnosti povezav
Tesnost plinovoda se preverja po odsekih. Pri stanovanjskih stavbah se izbere segment od mesta vbrizgavanja goriva v stavbo do pip za gospodinjsko opremo.
Čepi so nameščeni na koncih odseka. Tlak v ceveh presega standardne vrednosti za 25%. Padec tlaka je razlog za preverjanje priključkov.
Celovitost spojev, vej in priključnih mest opreme se preverja na dva načina:
- Z indikatorjem puščanja plina.
- Z uporabo milne raztopine, emulzije.
V prvem primeru vas bo o nevarnosti obvestil digitalni, zvočni ali barvni signal naprave. V drugem primeru morate spremljati videz mehurčkov. Njihova prisotnost kaže na kršitev celovitosti povezave.





Značilnosti namestitve navojnih armatur
Zahvaljujoč različnim vrstam navojnih armatur je cevovod sposoben izvajati najbolj zapletene zavoje in zavoje.

Najpogostejši način povezovanja kovinskih / plastičnih konstrukcij je "ameriški" okovje. Tak element, ki ima spojko in navoj na koncih, omogoča enostavno in hitro spajanje različnih delov.
Najbolj priljubljena naprava za stičišče polimernih in kovinskih elementov je ameriški okov, ki je na voljo v različnih velikostih. Priročna naprava s plastičnim tulcem in kovinskim navojem je izjemno enostavna za montažo, kar vam omogoča, da v kratkem času ustvarite zanesljivo tesno povezavo.
Navodila za namestitev po korakih
Za priključitev kovinske cevi na polipropilensko ali drugo plastično cev morate:
S posebnim spajkalnikom zavarite pritrdilni tulec na konec polimerne cevi in nato počakajte, da se spoj ohladi.
Kovinski del pripeljite na drugi konec "ameriškega" in nato zategnite nit. Za tesnjenje spoja je priporočljivo, da ga ob navoju dodatno ovijete z eno ali dvema slojema FUM traku, vleke ali lanenega vlakna (lahko ga dodatno pokrijete s silikonom).
Pritrditev je treba vedno zategniti ročno: uporaba orodja je nezaželena in celo nevarna.
Posebna oprema vam ne omogoča popolnega nadzora uporabljenih sil, kar lahko povzroči poškodbe dela.
Po zaključku dela je pomembno preveriti trdnost nastale pritrditve. Če želite to narediti, samo vklopite vodo in se prepričajte, da ni puščanja.
Če vlaga še vedno filtrira skozi spoj, lahko poskusite še malo zategniti vijak. Z nadaljnjim pretokom vode je treba nit ponovno odviti in znova izvesti vse manipulacije.
Obliko končne povezave lahko spremenite tako, da plastični del zmehčate z gradbenim sušilcem za lase, nato pa naredite upogib, potreben za projekt.
Kovinski cevni priključek brez navoja
Obstajajo situacije, ko je treba plastično cev priključiti na kovinski dvojnik, ki nima navoja.

Navoj na cev lahko nanesete s posebnim orodjem - navojnikom. V specializiranih trgovinah lahko najdete tako mehanske kot električne modele takšne naprave.
Podobno težavo lahko rešite s posebnim orodjem, imenovanim "threader" ali "thread cutter", s katerim lahko nanesete utore na del iz jekla ali litega železa.
Obstajata dve možnosti namestitve:
- Električni, ki vključuje več rezalnikov, zasnovanih za cevi različnih premerov. Takšni modeli so udobni in enostavni za uporabo, vendar imajo visoke stroške.
- Ročni navojnik je veliko cenejši, vendar delo z njim zahteva več fizične moči in določenih veščin.
Več o tem, kako rezati navoje na cevi, si lahko preberete v našem članku.
Pri uporabi rezalnikov navojev morate upoštevati nekaj preprostih pravil:
Orodja ni mogoče upravljati, če je cev na kratki razdalji od stene.
Električni navojnik se hitro segreje, zato boste morali ob obdelavi več predmetov občasno počivati.
Pri delu z ročnim vbodom je pomembno, da izmenjujete gibe, tako da naredite pol obrata naprej in četrt obrata nazaj, dokler niti ne odrežete na želeno dolžino.
Za navoj cevi je potrebno cev temeljito očistiti, po potrebi odstraniti obstoječo barvo in zbrusiti kovinske tokove. Nato rezljajte z električnim ali izrezljanim orodjem.
Izrezane utore dobro očistimo in namažemo s trdnim oljem, oljem ali drugim mazivom, nato pa jih uporabimo za povezavo z okovjem.
Tesnjenje z lanenim navojem
Ta metoda je najstarejša. Tako so bili spoji cevi zatesnjeni v sovjetskih stanovanjih. Če v trgovini ni drugih tesnil, se bo zagotovo našla lan in vodovodna pasta. Toda to tesnilo ima številne pomembne pomanjkljivosti:
- Po pravilih se lan uporablja v kombinaciji s sušilnim oljem in rdečim svincem. Svinec preprečuje korozijo spoja, sušilno olje pa polni pore lanu kot polimer. A najti kakovostne sestavine je precej težko, zato rdeči svinec pogosto zamenjamo z železom, ki le pospešuje oksidacijo kovinskih komponent. Nekateri obrtniki se iz situacije rešijo z uporabo avtomobilskih tesnil na osnovi silikona.
- Kompleksnost polaganja lanene niti na nit. Kar je tako enostavno za izkušene vodovodarje, lahko nespecialistu povzroči veliko težav. Malo verjetno je, da bo prvič mogoče pravilno naviti lan na povezavo in vsaka napaka pri izvajanju te operacije bo privedla do dejstva, da tesnilo ne bo trajalo dolgo.
- Len ne prenaša zelo dobro spreminjanja delovnih pogojev. Zato se bodo v ogrevalnih sistemih njegove pramene zrušile veliko hitreje. Tudi ta vrsta tesnila se ne odziva dobro na agresivna okolja.
- Visoka higroskopnost materiala vodi do njegovega otekanja, zaradi česar lahko nezadostno močni sklepi preprosto počijo. Na primer, pri tesnjenju aluminijastih radiatorjev ni priporočljivo uporabljati lanu.
Vprašanje embalaže
Embalaža plinskih priključkov je obrambni ukrep pred puščanjem. Za postopek potrebujete: lan in pasto za vlaganje navojnih povezav.
- Iz uporabljenega perila se iztrga majhen pramen.


- Če na niti ni zarez, jih je treba narediti. Uporablja se posebno orodje.

Zaradi zarez se perilo med vijačenjem navoja ne odlepi.
- Navijanje se začne od konca niti. Nadaljuje proti svojemu koncu. Lan naj precej pokriva vrh niti.


Ta prostornina zadostuje, da se lan pritrdi v sklep.

Izkazalo se je čedna povezava.

- Perilo je zavito v pasto.


- Končana povezava je privita.

- Vzajemni element ameriškega je nanizan (tu je uporabljen ključ) in zavit v grelni aparat (radiator).


- Rezultat.




