
- Priprava na delo
- Montaža kovinsko-plastičnih cevi
- Orodja
- Kompresijska povezava
- Pritisnite povezavo
- Povezava s potiskanjem
- Stenski nosilec
- Razvrstitev fitingov
- Pripravljalna dela pred stiskanjem
- Navodila za uporabo
- Postopek stiskanja
- Kaj je splakovanje in stiskanje
- Namestitev kovinsko-plastičnih cevi naredite sami
- Testi v večstanovanjskih stavbah
Priprava na delo
Vso merilno opremo mora predhodno preveriti pooblaščeni preskusni laboratorij. Hidravlični agregat je priključen na tlačni vod preko preskusnega tlačnega razdelilnika. Kolektor ima odtočni ventil in manometer. Na koncu in začetku tlačnega voda so nameščeni manometri.
Pred tlačnim testiranjem cevi morajo biti vsi ventili in vrata zaprti.
Priprava na tlačno testiranje cevovoda vključuje naslednje korake:
- Polnjenje vezja z delovno tekočino;
- Polnjenje linije, dokler se tam ne ustvari tlak, enak preskusnemu tlaku;
- Priključitev testnih instrumentov in opreme na želeni odsek avtoceste.
Montaža kovinsko-plastičnih cevi
Namestitev cevovoda iz kovine in plastike vključuje več stopenj:
- Priprava materiala, orodja.
- Montaža priključkov.
- Testiranje končnega cevovoda.
Priprava materiala za vse vrste spojev je enaka. Cevi je treba rezati po projektu. Pri merjenju upoštevajte prekrivanje dolžine za okov.

Ker se kovinska plastika prodaja v tuljavah, je treba material pred namestitvijo poravnati z valjanjem cevi na ravno površino. Najprej je treba cev zaviti v več plasti krp.
Orodja
Nabor orodij za namestitev kovinsko-plastičnih komunikacij je odvisen od tega, kateri priključki se uporabljajo za povezavo delov cevovoda.
Za sestavljanje cevovoda iz kovinsko-polimernih cevi morate imeti:
- rezalnik cevi ali nožna žaga za rezanje materiala;
- kalibrator - razširiti cev in dati krogu idealna razmerja;
- posnetek - za posnemanje;
- brusni papir za odstranjevanje robov cevi;
- nastavljivi (ali ključi) ključi;
- stiskalne klešče za nekatere vrste povezav;
- gradbeni sušilnik za lase ali naprava za upogibanje, kot je pesek.
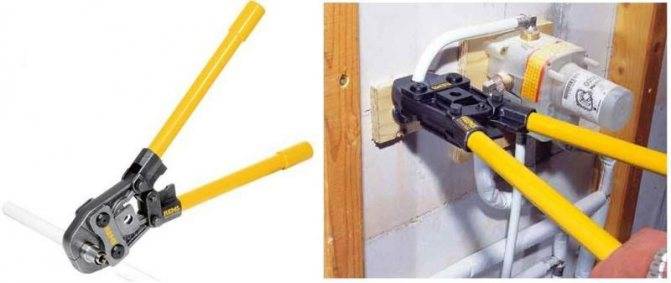
Bolje je rezati s škarjami, lahko pa uporabite tudi nožno žago ali oster nož.
Ko so robovi pripravljeni za povezavo, se cev vstavi v fiting. Obstaja več vrst povezovanja kovinsko-plastičnih cevi med seboj ali s prehodom na drug material:
- kompresijske armature;
- stiskalnica;
- push fit.
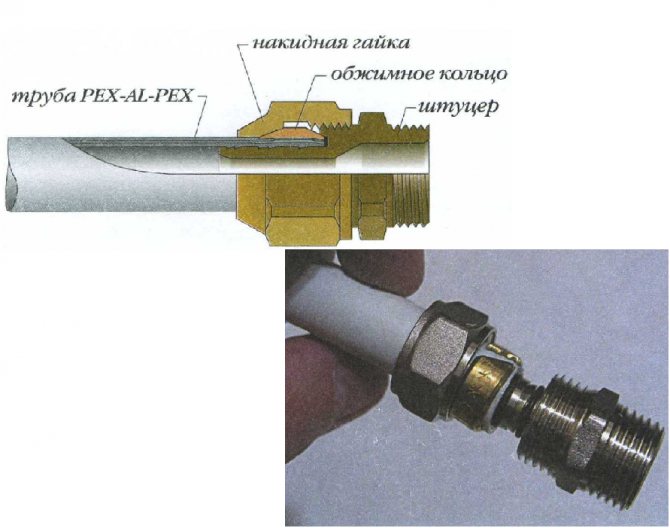
Kompresijska povezava
Povezava kovinsko-plastičnih cevi s pomočjo kompresijskih armatur je pogosta in cenovno dostopna za samomontažo. Takšna vozlišča je mogoče razstaviti in ponovno sestaviti. Za namestitev boste potrebovali 2 ključa.
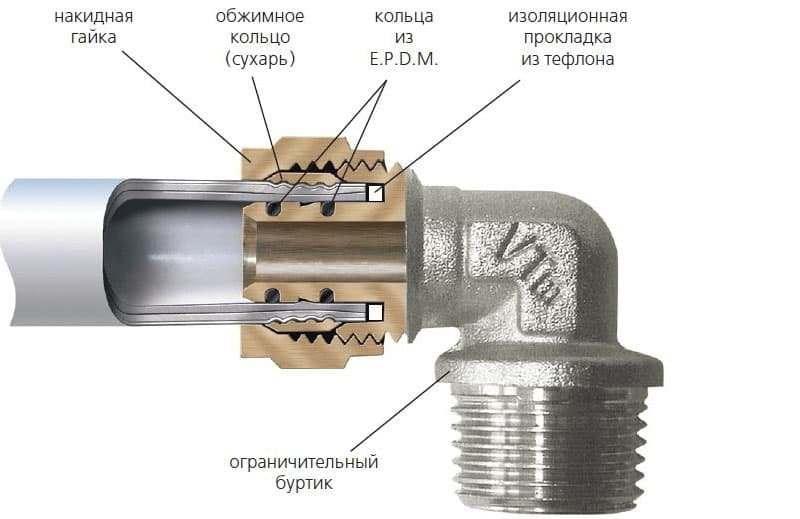
Algoritem namestitve:
- Nastavek je odvit in razstavljen. Na koncu cevi sta nameščena navojna matica in obroč.
- Notranjost cevi in konec priključka z gumijastim tesnilom sta podmazana z gosto milnico, da se olajša postopek poravnave. Za isti namen se notranji premer predhodno razkroji s kalibratorjem. Takšni ukrepi bodo preprečili premik gumijastih tesnil.
- Nastavek se vstavi v stičišče, obroč se premakne in matica zategne. Postopek zvijanja se izvaja z dvema ključema.
Nastala povezava zahteva občasno kontrolo in zategovanje matice v primeru puščanja.
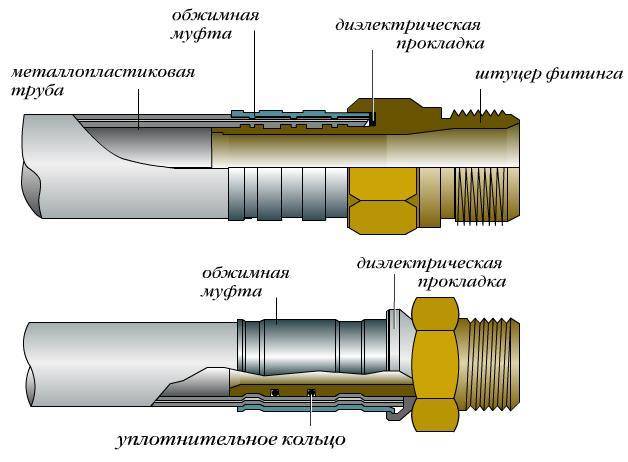
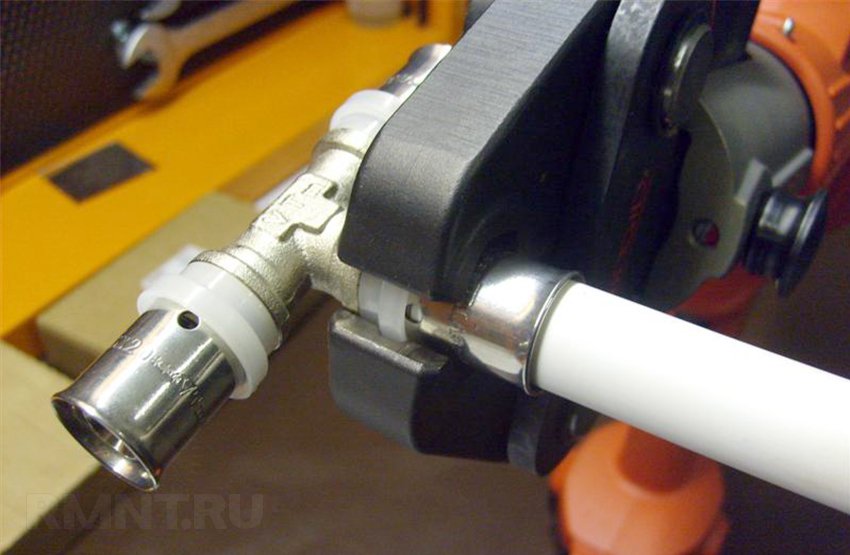
Pritisnite povezavo
Spoj za stiskanje se montira s stiskalnimi nastavki in stiskalnim orodjem (ročnim ali električnim).
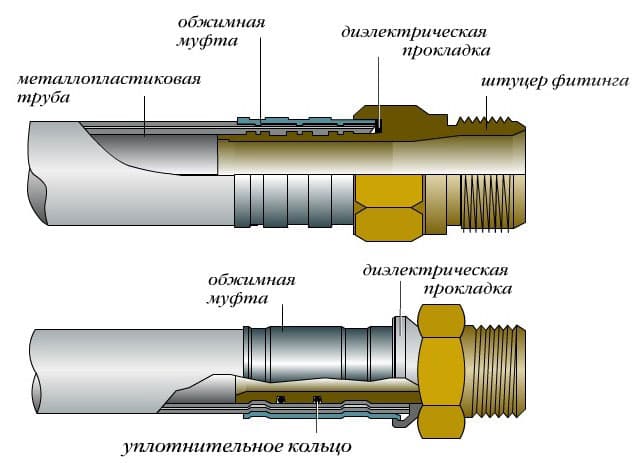
Shema montaže:
- Priprava: rez obdelamo in očistimo. Stiskalni nastavek se razstavi in preveri celovitost in prisotnost tesnil, nato pa se ponovno sestavi..
- Rob za povezavo je nameščen na okovju na kontrolno okno.
- Tulec se pritisne s stiskalnimi kleščami, ročaji orodja so zmanjšani do konca.
- Ponovite operacije na nasprotnem koncu priključnega okovja.
Nastala povezava lahko služi do 50 let, vendar ni ločljiva.







Povezava s potiskanjem
Potisni priključki so najdražji elementi za povezovanje plastičnih cevi. Vendar njihova uporaba ne zahteva nobenih orodij in veščin, je zanesljiva in trpežna.

Pripravljena cev se vstavi v potisni priključek do kontrolne luknje. Nato je celotna konstrukcija sestavljena. Zažene se poskusni tok, pod vplivom katerega je povezava pritrjena z notranjim zagozdom.
Stenski nosilec

Šibka točka kovinsko-plastičnih izdelkov je nizka odpornost na mehanske poškodbe zaradi dejstva, da je plast aluminija tanka.
Pri velikem polmeru upogiba ali stalnih tlakih se cev deformira.V tem primeru je priporočljivo pritrditi cevovod na trdno podlago - steno, strop ali pod podnožjem. V ta namen je pritrdilni element pritrjen na steno:
- sponke;
- opore;
- obeski.
Postopek pritrditve in pritrjevanja poteka na preprost način:
- podpora je pritrjena na steno, pritrjena v fiksnem položaju;
- cev je vstavljena v sponko z razteznim mehanizmom. Če je sponka gluha, se najprej vstavi cev, nato pa je celotna konstrukcija pritrjena na steno.
Razvrstitev fitingov
Različne kompresijske armature.
- vogali in zavoji (uporabljajo se pri povezovanju zavojev od 45 stopinj);
- križi (pomoč pri razvejanju na dveh straneh);
- Tee (uporabljajo se za enosmerne veje);
- čepi (uporabljajo se za pritrditev na koncu cevi);
- spojke (s pomočjo njih so povezane cevi enakega premera in smeri);
- priključki (če je potrebno, povezava s cevjo).
Fitingi, ki se uporabljajo za spajanje cevi enakega premera, imenujemo ravne armature, tiste, ki so namenjene za pritrditev cevi različnih premerov, pa imenujemo prehodne.
Na gradbenem trgu je široka paleta fitingov iz litega železa, jekla, medenine ali bakra.
Kar zadeva lito železo, jih odlikujejo lastnosti, kot sta moč in vzdržljivost. Fitingi iz litega železa imajo pomembno prednost pred drugimi povezovalnimi izdelki, kot so jeklene spojke. Druge pozitivne lastnosti elementov iz litega železa vključujejo visoko odpornost na negativne vplive okolja in vsestranskost.
Jeklene armature so danes nepogrešljive v sodobni industriji. V zadnjem času je bilo mogoče ovire na poti cevovoda obiti z upogibanjem cevi.Danes ni potrebe
Cevovod, ki uporablja jeklene izdelke, je enostaven za montažo in razstavljanje, kar je tudi pomembno
Pripravljalna dela pred stiskanjem
Ukrepi, ki jih je treba izvesti pred začetkom kontrolnega tlačnega testiranja plinovoda, se izvajajo v skladu z navodili za varstvo dela, izdelanimi v skladu s standardnimi varnostnimi predpisi za opravljajo plinsko nevarna dela.
Priprava vključuje:
Shema plinovoda
- uskladitev dejanskega podzemnega polaganja komunikacij s smerjo, navedeno na diagramih v projektni dokumentaciji;
- izbrana so mesta za priključitev potrebnih vtičev, instrumentov in regulatorjev;
- določi se točka priključitve kompresorske enote.
Vse inženirje in delavce, ki sodelujejo pri tem dogodku, je potrebno ponovno poučiti iz varstva dela in jih seznaniti s postopkom opravljanja del.
Navodila za uporabo
Ne glede na vrsto namestitve in opreme, ki jo izberete, obstaja splošen postopek za pripravljalna dela. Ta pravila bodo olajšala ureditev cevovoda in so zaželena za izvedbo:
- morate sestaviti načrt postavitve cevi, to bo pomagalo izračunati količino materiala in spojk;
- delovna mesta je treba skrbno očistiti, da preprečite vstop prahu in umazanije v priključne točke, da se izognete puščanju v prihodnosti;
- če se morate povezati z obstoječim sistemom, morate preveriti njegovo celovitost in pripraviti mesto vstavljanja;
- cevi je treba rezati tako, da je rez natančno 90 stopinj na vzdolžno os cevi, to je potrebno za zagotovitev zanesljivosti in tesnosti;
- na podlagi diagrama razporedite vse cevi in spojke, da preverite rezanje in število vseh potrebnih povezovalnih elementov.
Kot je navedeno zgoraj, obstajajo tri glavne možnosti za povezovanje premreženega polietilena. Izbira opreme in orodja je odvisna od izbire metode. Za vse metode boste potrebovali šobe za premer cevi in rezalnik.










Prva metoda je najlažja za izvedbo. Poleg cevi in obrezovalnikov bodo potrebne le kompresijske spojke in par ključev. Ta orodja so potrebna za zategovanje matic, potem ko jih potisnete na svoje mesto.
Pomembno si je zapomniti: nadzorovati morate postopek zategovanja matic, da ne poškodujete niti. Privijte tesno, vendar ne zategnite preveč.
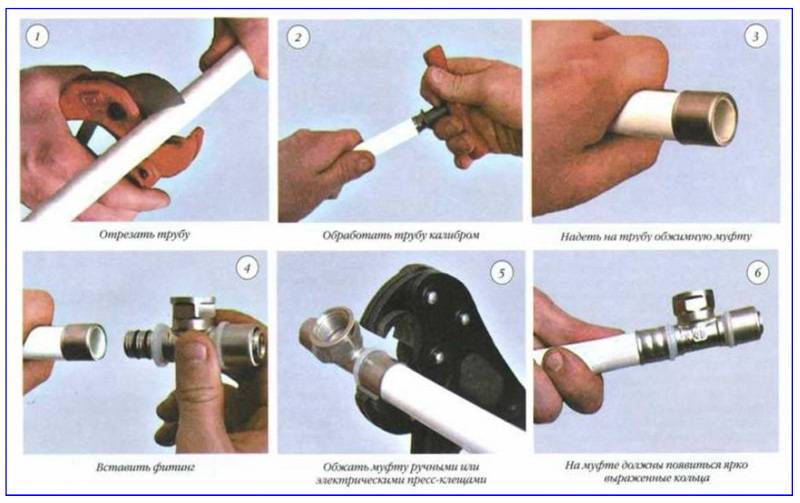
Druga metoda je stiskanje. Potrebovali boste kalibrator, škarje, ekspander in stiskalnico.
S škarjami ne bo težav, njihov namen je preprost - razrezati cev na velikosti, ki jih potrebujemo. Njegove robove obdelamo s kalibratorjem, posnetim od znotraj. To orodje je potrebno za dajanje cevi po rezanju zaobljene oblike.
Nato vzamemo ekspander (ekspander) ročnega tipa, ki je zelo enostaven za uporabo. V notranjosti cevi poglobimo delovne robove naprave in jo razširimo na želeno velikost. Tega ne bi smeli storiti naenkrat, saj se lahko material poškoduje. To počnemo postopoma, pri čemer ekspander obračamo v krogu. Prednosti te naprave so cena in enostavna uporaba. To je amaterski instrument.
Električni ekspander je opremljen z baterijo za ponovno polnjenje, ki je zasnovana tako, da pospeši delo inštalaterja. Znatno prihrani trud delavca in čas za namestitev sistemov.Seveda je ta naprava večkrat dražja, a če morate veliko delati, se bo popolnoma prilegala in upravičila stroške. Obstajajo hidravlični ekspanderji. Ko pripravimo cev, morate vanjo namestiti fiting. Za to potrebujemo stiskalni primež. So tudi hidravlični in mehanski. Pred uporabo jih je treba odstraniti iz kovčka za shranjevanje in sestaviti v delovni položaj.
Po sestavi orodja in namestitvi sklopke v cev se povezava namesti s stiskalnico. To pomeni, da okovje vstopi na svoje mesto, pritisk pa se izvaja od zgoraj z montažnim tulcem. Ročne stiskalnice so priporočljive za majhne premere cevi in majhno povpraševanje.
Hidravlične stiskalnice med stiskanjem praktično ne zahtevajo napora. Okovje in tulec se preprosto namestijo v utor na napravi, nato pa se zlahka in gladko postavijo na svoje mesto. To orodje se lahko uporablja tudi na mestih, ki so neprijetna za namestitev, ima vrtljivo glavo. In zadnja možnost za povezovanje premreženega polietilena je varjena. Kot smo že omenili, je najdražja in redko uporabljena, vendar najbolj zanesljiva. Zanj bodo poleg že znanih škarij potrebni tudi ekspanderji, posebne spojke. Elektrofuzijske armature imajo posebne prevodnike za ogrevanje.
Po pripravi opreme in komponent nadaljujemo z varjenjem. Za to na koncu cevi namestimo električno varjeno spojko. Ima posebne sponke, na katere priključimo varilni aparat. Vklopimo ga, v tem času se vsi elementi segrejejo na tališče polietilena, približno 170 stopinj Celzija. Spojni material zapolni vse praznine in pride do varjenja.
Če naprava ni opremljena s časovnikom in napravo, ki lahko bere informacije iz armature, morate spremljati odčitke naprav, da se vse pravočasno izklopi. Opremo izklopimo ali pa se izklopi sama, počakamo, da se enota ohladi. Cevi se pogosto dobavljajo v kolutih in lahko med skladiščenjem izgubijo obliko. Za to potrebujete sušilnik za lase. Z njegovo pomočjo je mogoče odpraviti to pomanjkljivost s preprostim segrevanjem deformiranega segmenta s toplim zrakom.
V naslednjem videu boste našli pregled orodij za vgradnjo XLPE ogrevalnih in vodovodnih sistemov.
Postopek stiskanja
Tlačno testiranje ogrevalnih sistemov zasebne hiše se začne z odklopom ogrevalnega kotla, avtomatskih zračnikov in ekspanzijske posode iz sistema. Če zaporni ventili vodijo do te opreme, jih lahko zaprete, če pa se izkaže, da so ventili pokvarjeni, bo ekspanzijski rezervoar zagotovo odpovedal in kotel, odvisno od tlaka, ki ga uporabljate. Zato je bolje odstraniti ekspanzijsko posodo, še posebej, ker to ni težko narediti, v primeru kotla pa se boste morali zanašati na uporabnost pip. Če so na radiatorjih termostati, jih je tudi priporočljivo odstraniti - niso namenjeni visokemu tlaku.









Včasih se ne testira vse ogrevanje, ampak le del. Če je mogoče, je odrezan s pomočjo zapornih ventilov ali nameščeni začasni skakalci - ostroge.
Nato je postopek naslednji:
- Če je sistem deloval, se hladilna tekočina izprazni.
- Na sistem je priključen tlačnik. Od nje se razteza cev, ki se konča s spojno matico.Ta cev je priključena na sistem na katerem koli primernem mestu, tudi namesto odstranjene ekspanzijske posode ali namesto odtočne pipe.
-
Voda se vlije v kapaciteto tlačne preskusne črpalke in s pomočjo črpalke črpa v sistem.
- Pred tlačenjem odstranite ves zrak iz sistema. Če želite to narediti, lahko sistem nekoliko prečrpate z odprtim odtočnim ventilom ali ga spustite skozi zračne odprtine na radiatorjih (pipe Mayevsky).
- Sistem se spravi na delovni tlak, ki ga vzdržujemo vsaj 10 minut. V tem času se ves preostali zrak spusti.
- Tlak naraste na testni tlak, določeno časovno obdobje se vzdržuje (urejeno s predpisi Ministrstva za energetiko). Med testom se preverijo vse naprave in povezave. Pregledani so glede puščanja. Poleg tega se tudi rahlo vlažna povezava šteje za puščanje (odpraviti je treba tudi meglenje).
- Med stiskanjem se nadzoruje nivo tlaka. Če med preskusom njegov padec ne preseže norme (registrirano v SNiP), se sistem šteje za uporabnega. Če tlak pade celo nekoliko pod normalno, morate poiskati puščanje, ga popraviti in nato znova začeti preskus tlaka.
Kot smo že omenili, je preskusni tlak odvisen od vrste opreme in sistema, ki se testira (ogrevanje ali topla voda). Priporočila Ministrstva za energetiko, določena v »Pravilih za tehnično obratovanje termoelektrarn« (točka 9.2.13), so zaradi lažje uporabe povzeta v tabeli.
| Vrsta preizkušene opreme | Testni tlak | Trajanje testa | Dovoljen padec tlaka |
|---|---|---|---|
| Elevalne enote, grelniki vode | 1 MPa (10 kgf/cm2) | 5 minut | 0,02 MPa (0,2 kgf/cm2) |
| Sistemi z radiatorji iz litega železa | 0,6 MPa (6 kgf/cm2) | 5 minut | 0,02 MPa (0,2 kgf/cm2) |
| Sistemi s panelnimi in konvektorskimi radiatorji | 1 MPa (10 kgf/cm2) | 15 minut | 0,01 MPa (0,1 kgf/cm2) |
| Sistemi za oskrbo s toplo vodo iz kovinskih cevi | delovni tlak + 0,5 MPa (5 kgf/cm2), vendar ne več kot 1 MPa (10 kgf/cm2) | 10 minut | 0,05 MPa (0,5 kgf/cm2) |
| Sistemi za toplo vodo iz plastičnih cevi | delovni tlak + 0,5 MPa (5 kgf/cm2), vendar ne več kot 1 MPa (10 kgf/cm2) | 30 minut | 0,06 MPa (0,6 kgf/cm2), z nadaljnjim preverjanjem v 2 urah in največjim padcem 0,02 MPa (0,2 kgf/cm2) |
Upoštevajte, da je za testiranje ogrevanja in vodovoda iz plastičnih cevi čas zadrževanja preskusnega tlaka 30 minut. Če v tem času ne najdemo nobenih odstopanj, se šteje, da je sistem uspešno opravil tlačni preizkus.
Toda test se nadaljuje še 2 uri. In v tem času padec tlaka v sistemu ne sme presegati norme - 0,02 MPa (0,2 kgf / cm2).
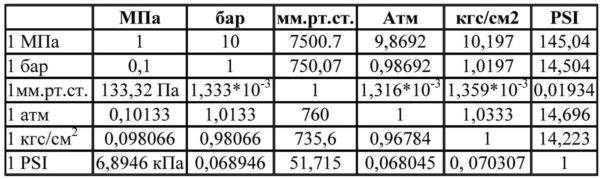
Korespondenčna tabela za različne tlačne enote
Po drugi strani pa ima SNIP 3.05.01-85 (člen 4.6) druga priporočila:
- Preskuse ogrevalnih in vodovodnih sistemov je treba izvajati s tlakom 1,5 od delovnega, vendar ne nižjim od 0,2 MPa (2 kgf / cm2).
- Sistem se šteje za uporabnega, če po 5 minutah padec tlaka ne preseže 0,02 MPa (0,2 kgf/cm).
Katera pravila uporabiti, je zanimivo vprašanje. Medtem ko sta oba dokumenta v veljavi in ni gotovosti, sta torej oba primerna. Vsakemu primeru je treba pristopiti posebej, pri čemer je treba upoštevati največji tlak, za katerega so zasnovani njegovi elementi. Torej delovni tlak radiatorjev iz litega železa ni večji od 6 atm, preskusni tlak pa bo 9-10 atm.Približno se je treba določiti tudi z vsemi drugimi komponentami.
Kaj je splakovanje in stiskanje
Izpiranje in tlačno testiranje ogrevalnih sistemov se izvaja v primerih, ko plast usedlin v ceveh postane prevelika, da bi lahko še naprej delovale. Kot preventivo se takšni dogodki redko izvajajo, saj je ta užitek precej naporen in drag. Za hidropnevmatsko splakovanje se uporabljajo kislinske raztopine, ki odstranijo obloge s sten cevovoda navzven. Kovinski delci se oprimejo notranjih sten cevi in s tem zmanjšajo njihov premer. To vodi do:
- povečanje tlaka;
- povečanje hitrosti hladilne tekočine;
- zmanjšanje učinkovitosti;
- povečanje stroškov.
Kaj je tlačno testiranje ogrevalnega sistema - to je navaden test, po rezultatih katerega lahko rečemo, ali je takšno opremo varno uporabljati ali ne, in tudi, ali lahko prenese potrebne obremenitve. Navsezadnje nihče ne želi postati žrtev razbremenitve tokokroga in biti pacient na oddelku za opekline. Tlačno testiranje ogrevalnega sistema se izvaja v skladu s SNiP. To je obvezen postopek. Po njem se izda dokument, ki potrjuje tehnično uporabnost vezja. Tu so glavni primeri, ko se izvaja tlačno testiranje ogrevalnega sistema:
- pri sestavljanju novega vezja in zagonu;
- po popravilu;
- preventivni pregledi;
- po čiščenju cevi s kislinskimi raztopinami.
Tlačno testiranje ogrevalnega sistema se izvaja v skladu s SNiP št. 41-01-2003 in št. 3.05.01-85 ter s pravili za tehnično delovanje termoelektrarn.
Iz teh pravil je znano, da se tak ukrep, kot je tlačno testiranje ogrevalnega sistema, izvaja bodisi z zrakom ali tekočino. Druga metoda se imenuje hidravlična, prva pa manometrična, je tudi pnevmatska, je mehurčkasta. Pravila za tlačno preizkušanje ogrevalnega sistema določajo, da se preskusi vode lahko izvajajo le, če je temperatura v prostoru nad pet stopinj. V nasprotnem primeru obstaja nevarnost, da bo voda v ceveh zmrznila. Tlak ogrevalnega sistema z zrakom odpravlja to težavo, izvaja se v hladni sezoni. V praksi se pogosteje uporablja hidravlično tlačno testiranje ogrevalnega sistema, saj se vsi trudijo opraviti potrebna načrtovana dela pred kurilno sezono. V zimskem času se izvaja le odprava nesreč, če obstajajo.
Tlačno testiranje ogrevalnega sistema je mogoče začeti šele, ko sta kotel in ekspanzijski rezervoar izklopljena iz krogotoka, sicer ne bosta uspela. Kako se testira tlak v ogrevalnem sistemu?
- vsa tekočina se izprazni iz krogotoka;
- nato se vanjo vlije mrzla voda;
- ko se polni, se odvečni zrak spušča iz krogotoka;
- ko se voda nabere, se tlačni polnilnik dovaja v tokokrog;
- kako je ogrevalni sistem pod tlakom - količina atmosfer se postopoma povečuje. V tem primeru najvišji preskusni tlak ne sme biti višji od natezne trdnosti različnih elementov vezja;
- visok tlak pustimo nekaj časa in pregledamo vse priključke. Pogledati je treba ne le navojne povezave, temveč tudi mesta, kjer so deli vezja spajkani.
Tlačenje ogrevalnega sistema z zrakom je še lažje.Samo izpraznite vso hladilno tekočino, zaprite vse odprtine v tokokrogu in vnesite zrak vanj. Toda na ta način je težje ugotoviti okvaro. Na primer, če je v ceveh tekočina, bo pri visokem tlaku pronicala skozi možno režo. Vizualno ga je enostavno prepoznati. Če pa v ceveh ni tekočine, potem ne more iti ven razen zraka. V tem primeru se lahko sliši piščal.
In če je neslišen, medtem ko igla manometra kaže puščanje, potem so vsi priključki zamazani z milnico. Da bi bilo lažje, lahko preverite ne celotnega sistema, ampak ga razdelite na segmente. V tem primeru je lažje izvesti tlačno preskušanje ogrevalnih cevi in določiti možna mesta razbremenitve.
Namestitev kovinsko-plastičnih cevi naredite sami
Rezanje cevi se izvaja s škarjami za kovine ali s posebno nožno žago. Rezalniki se uporabljajo za rezanje kovinske plastike majhnega in srednjega premera in se pogosto uporabljajo pri profesionalni montaži. Škarje so enostavnejši gospodinjski aparat, kupiti jih je mogoče tudi v cenovno ugodni kategoriji, glavna stvar je, da je udoben in uravnotežen ročaj, sama rezila pa so ostra, izdelana iz visokokakovostne kovine. Rezalniki so opremljeni z notranjim kalibratorjem, ki omogoča ne samo rezanje kovinske plastike, temveč tudi obnavljanje deformirane oblike robov.







Poleg posebnih orodij je pri vgradnji sistema kovinsko-plastičnih cevi potrebna uporaba bolj vsestranskih naprav: merilni trak, ključi prave velikosti, poševnik, brusilni smirk, ekspander, pod pogojem, da so priključki za stiskanje uporablja.
Vodovodni sistem iz plastike in kovine ni le trpežen in praktičen, ampak tudi enostaven za namestitev. Postopek je na voljo za izvedbo tudi osebi, ki nima potrebnega znanja. Z naborom najpreprostejših orodij lahko osnovna inštalacijska dela opravite učinkovito in z dostojnimi prihranki, če upoštevate preprosta pravila namestitve.
Plastika v kombinaciji s kovino je dober tandem, vendar se tudi "boji" agresivnih mehanskih in ultravijoličnih učinkov, to je treba upoštevati pri odpiranju.
Če je predvidena namestitev zaprtega tipa, je treba zagotoviti prisotnost loput za dostop do kompresijskih armatur.
Ogrevalni sistem je lahko sestavljen tudi iz MP cevi, vendar je v tem primeru vredno posvetiti posebno pozornost preverjanju celovitosti vseh elementov in opazovanju stanja najbolj trpežne povezave vseh elementov. Pri razpakiranju novih elementov sistema ne uporabljajte ostrih predmetov, tudi mikropraska lahko resno poškoduje celoten sistem.
Kovinski nosilci in obešalniki, ki se uporabljajo za vgradnjo cevi, morajo biti opremljeni z mehkimi tesnili, kar bo pomagalo preprečiti mehanske poškodbe plastične površine.
Kot se garderoba začne z obešalnikom, tako se namestitev kovinsko-plastičnih cevi začne z izbiro in pritrjevanjem krogelnih ventilov
Ta element je izjemno pomemben za celoten sistem, na njem ne bi smeli varčevati in kupovati kitajskih proračunskih analogov
Kakovostna pipa mora vzdržati do 60 atmosfer in visoke temperature
Kot se garderoba začne z obešalnikom, tako se namestitev kovinsko-plastičnih cevi začne z izbiro in pritrjevanjem krogelnih ventilov
Ta element je izjemno pomemben za celoten sistem, na njem ne bi smeli varčevati in kupovati kitajskih proračunskih kolegov. Kakovostna pipa mora vzdržati do 60 atmosfer in visoke temperature. V primeru puščanja je pipa tista, ki je sposobna ustaviti pretok vode v najkrajšem možnem času.
Če pipa ob pravem času ne bo kos svoji neposredni nalogi, je vodovodni sistem v nevarnosti resne poškodbe.
V primeru puščanja je pipa tista, ki je sposobna ustaviti pretok vode v najkrajšem možnem času. Če pipa ob pravem času ne bo kos svoji neposredni nalogi, je vodovodni sistem v nevarnosti resne poškodbe.
Kot se garderoba začne z obešalnikom, tako se namestitev kovinsko-plastičnih cevi začne z izbiro in pritrjevanjem krogelnih ventilov
Ta element je izjemno pomemben za celoten sistem, na njem ne bi smeli varčevati in kupovati kitajskih proračunskih kolegov. Kakovostna pipa mora vzdržati do 60 atmosfer in visoke temperature. V primeru puščanja je pipa tista, ki je sposobna ustaviti pretok vode v najkrajšem možnem času.
Če pipa ob pravem času ne bo kos svoji neposredni nalogi, je vodovodni sistem v nevarnosti resne poškodbe.
V primeru puščanja je pipa tista, ki je sposobna ustaviti pretok vode v najkrajšem možnem času. Če pipa ob pravem času ne bo kos svoji neposredni nalogi, je vodovodni sistem v nevarnosti resne poškodbe.
Če je celoten sistem nameščen iz nič, potem bo vključeval namestitev čistilnih filtrov, števcev, reduktorja tlaka, razdelilnika za cevovode po celotnem območju. Cevi je priporočljivo montirati skupaj s filtri, kar bo preprečilo vstop tehničnih odpadkov v sistem.









Preberite tudi:
Testi v večstanovanjskih stavbah
V večstanovanjskih stavbah se lahko izvaja tudi tlačno testiranje ogrevalnega sistema z zrakom. Zdaj bomo razmislili o potrebnih pogojih za delo. V primeru, da ugotovite puščanje vode, jih je treba popraviti. Toda pogosto je brez visokega tlaka v sistemu precej težko najti tanke razpoke v šivih. V večstanovanjskih stavbah je treba izvesti tlačne preizkuse tako posameznih stanovanj kot vseh avtocest.
Pripraviti morate:
- Preglejte vse pritrdilne elemente. Če so ventili izdelani iz litega železa, obvezno zamenjajte uvodnice z njimi. Zamenjajte tesnila na prirobničnih povezavah. Prav tako je treba zamenjati vse vijake, ki so izgubili prvotni videz. Ne pozabite namestiti novih merilnikov tlaka, stare je priporočljivo poslati v preverjanje, da se odločimo, ali jih je mogoče še naprej uporabljati za meritve.
- Vizualno preglejte vse cevi, priključke, da ugotovite tudi manjše napake, poškodbe. Če najdete problematična področja, jih morate hitro popraviti.
- Preverite stanje toplotnoizolacijskega materiala na vodovih, položenih v kleti in med etažami.
Po pripravi lahko začnete izvajati neposredno stiskanje:
- Celoten krog napolnite z vodo z nizko trdoto (da se luska ne pojavi). Bolje ga je črpati v sistem, seveda z električno črpalko. Tlak - 6-10 bar. V posodi s tekočino morate spustiti cevi - odtok in dovod. Nato priključite črpalko na ogrevalno omrežje in vklopite tlačni tester. Tlak je treba nastaviti vnaprej.
- Zaznate pol ure - v tem obdobju naj tlak ostane skoraj na isti ravni. V primeru, da tlak ne pade, se lahko šteje, da je preskus končan. Sistem lahko napolnite z delovno tekočino in začnete aktivno delovati.
- Če tlak pade, so v ogrevalnem sistemu okvare. Postopek tlačnega testiranja ogrevalnega sistema z zrakom je približno enak, vendar boste morali uporabiti milno raztopino - brez nje je težko najti puščanje. Takoj, ko najdete okvare, lahko začnete prazniti sistem in popravljati. Nato ponovno diagnosticirajte celotno ogrevanje.
Vhodna enota se izvede podobno - tlak mora biti približno 10 barov.



