
- Vrste bakrenih cevi in njihova uporaba
- Metode spajkanja bakrenih delov
- Značilnosti visokotemperaturnih spojin
- Spajkanje
- Varnostni ukrepi pri spajkanju bakrenih cevi
- Druge možnosti spajkanja: delo z bakrenimi cevmi in različnimi kovinami
- Nianse spajkanja bakrenih cevi: kako to storiti pravilno
- Kako spajkati bakreno žico na aluminij
- Kako spajkati baker in nerjaveče jeklo
- Spajkanje bakra z železom - ali je mogoče
- Potrošni material in orodja
- Spajka in fluks
- Gorilnik
- Povezani materiali
- Bistvo procesa
- Metode spajkanja bakrenih delov
- Značilnosti visokotemperaturnih spojin
- Spajkanje v podrobnosti
- Kako drugače lahko povežete bakrene elemente
- Vrste spajkanih bakrenih fitingov
- Značilnosti bakrenega spajkanja
- Slabosti bakrenih cevi
- Komunikacije iz bakrenih cevi in fitingov
Vrste bakrenih cevi in njihova uporaba
V prodaji se najpogosteje nahajata dve vrsti bakrenih cevi - nežgane in žarjene. Med oblikovanjem v proizvodnji pride do izgube elastičnosti, ki je potrebna v nekaterih panogah, domačih konstrukcijah. Elastičnost se materialom povrne z žganjem pri temperaturah do 700 °. Žaljene bakrene cevi so dražje, vendar bolj fleksibilne in lahko prenesejo visoke temperaturne spremembe.Vendar pa obstaja določena pomanjkljivost - izguba trdnosti izdelka, ki se izgubi med segrevanjem na temperature blizu taljenja.
Neožgane cevi se ne upognejo, ampak so veliko močnejše. Pri povezovanju bakrenih spojev se uporabljajo fitingi, postopek povezave poteka s spajkanjem. Različna debelina stene vam omogoča, da izberete izdelek glede na parametre trdnosti in prenosa toplote. Žaljeni materiali se prodajajo v steklenicah od 25 do 50 metrov, praviloma pa so takšne bakrene cevi dobavljene z manjšim premerom. Trdi materiali se prodajajo v serijah različnih dolžin.
Metode spajkanja bakrenih delov
Za povezavo bakrenih cevi se uporabljata samo dva načina spajkanja. Vsak se uporablja v skladu s specifikacijo in lastnostmi dela. Spajkanje bakrenih cevi z lastnimi rokami je razdeljeno na:
- Pri visokih temperaturah se sicer imenuje "trden". Indikator temperature v tem načinu doseže 900 °. Ognjevzdržna spajka vam omogoča izdelavo šiva z visokimi kazalniki trdnosti, ta metoda se uporablja pri izdelavi cevovodov, ki so izpostavljeni velikim obremenitvam.
- Postopek mehkega spajkanja se izvaja pri temperaturah od 130 °, uporablja se v domačih aplikacijah pri delu s cevmi s premerom do 1 cm Tehnologija vključuje spajanje s priklopom, predhodno obdelavo s fluksno pasto.
Med delom je pomembno, da ne pozabite, da lahko moč plamena, ki ga oddaja gorilnik, doseže 1000 stopinj. Zato je treba obdelavo spojev izvajati največ 20 sekund. Ko se segreje, se mehka spajka začne topiti in napolniti spoj
Ko se segreje, se mehka spajka začne topiti in polni spoj.
Značilnosti visokotemperaturnih spojin
Pri visokotemperaturni metodi spajkanja se kovina žge pri 700 ° C in več, kar prispeva k mehčanju kovine. Za spajkanje se uporablja plamenska oprema, ki je sposobna taliti trde spajke. Spajka je sestavljena iz njihove bakreno-fosforne sestave, ki se proizvaja v obliki palic. Postopek spajkanja bakrenih cevi ne pomeni uporabe fluksa, po zaporedju dejanj je mogoče pravilno zapolniti spoj.
Visokotemperaturni bakreni cevni priključek
Postopek se začne, ko se spajkalna palica stopi, koraki dela so:
- po montaži se spojni šiv segreje;
- na stičišče se dovaja trdna spajka, katere mehčanje poteka s plinskim gorilnikom;
- ko je vizualno potrjeno, da se spajka nanese na kovino, je treba cev zavrteti, preveriti priklop vzdolž celotnega oboda.
Glavna prednost te metode je visoka trdnost spoja bakrenih cevi, po potrebi je mogoče spremeniti premer povezave z manjšo stranjo. Visoke temperature med delovanjem ne morejo uničiti šiva. Trdo spajkanje zahteva določene veščine, med delovanjem je možno pregrevanje, kar vodi do uničenja kovine.
Spajkanje
Vsak proces zahteva odgovoren pristop k opravljanju dela. Za ogrevanje se uporablja propan ali bencinski gorilnik pri uporabi mehke spajke s spajanjem bakrenih cevi
Pomembno je vedeti, da bo gorilnik s piezo vžigom znatno skrajšal čas delovanja, dragih modelov brez te funkcije ni priporočljivo kupiti.

Tehnološki proces
Pri tem je pomembna uporaba visokokakovostnih dodatkov, flux pasta igra pomembno vlogo pri povezovanju. Enakomerno prevleko bakrenih cevnih delov dosežemo z mehko krtačo, po nanosu presežek odstranimo s krpo. Temperatura gorilnika lahko doseže 900 stopinj, pri spajkanju je pomembno, da izdelka ne izpostavite preveč, sicer bo prišlo do pregrevanja
Temperatura gorilnika lahko doseže 900 stopinj, pri spajkanju je pomembno, da izdelka ne izpostavite preveč, sicer bo prišlo do pregrevanja
Varnostni ukrepi pri spajkanju bakrenih cevi
Bakrene cevi se uporabljajo kot tekočinski prevodniki z dobrimi protikorozijskimi lastnostmi. Namestitve bakrenih cevi ni mogoče izvesti za zagotavljanje pitne vode iz pipe. Baker pride v stik s klorom, ki je dodan za čiščenje vode, in lahko tvori snovi, škodljive za človeško telo. Za arteške vire vodnjaki niso nevarni za uporabo.











Spajkanje bakra z rokavicami
Pomembno je, da uporabljate visokokakovostno orodje, delate z rokavicami in spremljate stanje opreme. Toplotna prevodnost kovine je precej visoka, ko se eno od vozlišč segreje in se ne upoštevajo varnostni ukrepi, se lahko opečete. Kakovosten šiv je mogoče dobiti v odsotnosti zunanjih dejavnikov v obliki obremenitev, dokler se spoj popolnoma ne ohladi
Kakovosten šiv je mogoče dobiti v odsotnosti zunanjih dejavnikov v obliki obremenitev, dokler se spoj popolnoma ne ohladi.
Druge možnosti spajkanja: delo z bakrenimi cevmi in različnimi kovinami
Spajkanje bakrenih cevi zahteva nekaj izkušenj pri tovrstnem delu.Zato, če se domači mojster prvič loti takšnega dela, je vredno vaditi vnaprej, da ne bi večkrat ponovili že končane vodovodne ali ogrevalne linije. Bakrene cevi je mogoče spajkati tako s trdo spajko (z uporabo plinskega gorilnika) kot z mehkimi zlitinami. V drugem primeru je za bakrene cevi primerno uporabiti spajkalnik velike moči.
Natančno in kakovostno spajkanje je ključ do trajnosti povezave
Nianse spajkanja bakrenih cevi: kako to storiti pravilno
Kot fluks za spajkanje bakrenih cevi je najbolje uporabiti kolofonije. Nanese se v enakomernem sloju na zunanjih površinah cevi, nato pa se nanjo namesti fiting. Na njeni hrbtni strani je nameščen drugi del avtoceste. Nato se okovje segreje s plinskim gorilnikom in vzdolž šivov se "namesti" spajka. Pod vplivom visoke temperature se topi, napolni šiv in ustvari kakovostno tesno povezavo.
Včasih morate storiti brez opreme
Spajkanje bakrenih cevi z lastnimi rokami ni pretežko, vendar to delo zahteva skrbnost in natančnost. Seveda z besedami ni mogoče vsega razumljivo razložiti, zato dragemu bralcu opozarjamo na video o tem, kako spajkati baker s plinskim gorilnikom, iz katerega bo vse postalo bolj jasno.
Oglejte si ta videoposnetek na YouTubu
Ko ste se ukvarjali z vprašanjem, kako spajkati bakrene cevi doma, lahko preidete na naslednjo težavo, in sicer spajkanje neidentičnih kovin (baker z aluminijem, železom ali nerjavnim jeklom).
Kako spajkati bakreno žico na aluminij
Spajkanje aluminija z bakrom je precej zapleten proces.Treba je opozoriti, da ista spajka ni primerna za aluminij kot za baker in obratno. Te kovine je veliko lažje uskladiti z jeklenim tulcem. Čeprav danes proizvajalec ponuja posebne spajke in tokove za takšne namene, so njihovi stroški pomembni, kar vodi v nedonosnost takšnega dela.
Spajkanje bakra in aluminija je precej težko
Celoten problem je v konfliktu med bakrom in aluminijem. Imajo različno ognjevzdržnost, gostoto. Poleg tega aluminij pri interakciji z bakrom začne močno oksidirati. Ta proces se še posebej pospeši, ko električni tok teče skozi povezavo. Zato, če je potrebno povezati bakrene in aluminijaste žice, je najbolje uporabiti samovpenjalne sponke WAGO, znotraj katerih je kontaktna pasta Alyu Plus. Prav ona odstranjuje oksid iz aluminija, preprečuje njegov kasnejši videz in spodbuja normalen stik z bakrenimi vodniki.
Ko ste ugotovili, kako spajkati baker na aluminij, lahko preidete na trše kovine.
Včasih je takšna povezava nepogrešljiva
Kako spajkati baker in nerjaveče jeklo
Pri spajkanju bakra z nerjavnim jeklom ne igra pomembne vloge niti sam spajkalni material, temveč uporabljeno orodje, čeprav je veliko odvisno od potrošnega materiala. Najbolj sprejemljivi materiali v tem primeru so:
- bakreno-fosforjeva spajka;
- kositrno srebro (Castolin 157);
- radijski inženiring.
Nekateri obrtniki trdijo, da bo s pravilnim pristopom k delu uspela tudi najpogostejša spajka na osnovi kositra in svinca. Glavna stvar je obvezna uporaba fluksa (boraks, spajkalna kislina), temeljito segrevanje in šele po tem spajkanje (spajkanje).










Kompleksno spajkanje bakra in nerjavnega jekla
Takšne spojine so redke, zato so specializirane spajke za takšne namene precej drage.
Spajkanje bakra z železom - ali je mogoče
Ta možnost je možna, vendar pod določenimi pogoji. Na primer, preprost propan gorilnik ni več primeren kot grelec. Uporabiti morate propan s kisikom. Boraks je treba uporabiti kot fluks, medenina pa bo delovala kot spajka. Le v tem primeru lahko upamo na normalen rezultat. Kupite spajko za spajkanje bakra z železom ali nerjavnim jeklom je enostavno. Glavna stvar je razumeti, ali bodo dodatni stroški upravičeni.
Možno je tudi spajkanje bakrenih in železnih cevi
In zdaj ponujamo, da si ogledamo, kako skrbno lahko domači mojstri opravljajo dela na spajkanju ceveh avtocest za različne namene.
1 od 5
Potrošni material in orodja
Poleg cevi in fitingov boste potrebovali tudi gorilnik, spajko in fluks - za samo spajkanje. Pa tudi upogib cevi in nekaj sorodnih malenkosti za obdelavo pred začetkom dela.
Krtača za odstranjevanje okovja od znotraj

Spajka in fluks
Spajkanje bakrenih cevi katere koli vrste poteka s pomočjo fluksa in spajkanja. Spajka je zlitina, ki običajno temelji na kositru z določeno tališčem, vendar nujno nižjim od bakra. Napaja se v cono spajkanja, segreje v tekoče stanje in teče v spoj. Po hlajenju zagotavlja tesno in trajno povezavo.
Za amatersko spajkanje bakrenih cevi z lastnimi rokami so primerne spajke na osnovi kositra z dodatkom srebra, bizmuta, antimona in bakra. Spojine z dodatkom srebra veljajo za najboljše, vendar so najdražje, optimalne z dodatkom bakra.Obstaja tudi z dodatkom svinca, vendar se ne smejo uporabljati v vodovodu. Vse te vrste spajk zagotavljajo dobro kakovost šiva in enostavno spajkanje.
Flux in spajka sta bistveni potrošni material
Pred spajkanjem spoj obdelamo s fluksom. Fluks je tekoče ali pasto podobno sredstvo, ki povzroči, da staljena spajka teče v spoj. Tukaj ni nič posebnega izbrati: vsak tok za baker bo naredil. Za nanašanje fluksa boste potrebovali tudi majhen čopič. Bolje - z naravnimi ščetinami.
Gorilnik
Za delo z mehko spajko lahko kupite majhno ročno svetilko s plinsko steklenico za enkratno uporabo. Ti cilindri so pritrjeni na ročaj, imajo prostornino 200 ml. Kljub majhnosti je temperatura plamena od 1100 °C in več, kar je več kot dovolj za taljenje mehke spajke.
Na kar morate biti pozorni, je prisotnost piezo vžiga. Ta funkcija nikakor ni odveč - lažje bo delati. Ventil je nameščen na ročaju ročnega plinskega gorilnika.
Uravnava dolžino plamena (intenzivnost dovoda plina). Isti ventil zapre plin, če je treba gorilnik ugasniti. Varnost zagotavlja nepovratni ventil, ki ob odsotnosti plamena zapre dovod plina
Ventil je nameščen na ročaju ročnega plinskega gorilnika. Uravnava dolžino plamena (intenzivnost dovoda plina). Isti ventil zapre plin, če je treba gorilnik ugasniti. Varnost zagotavlja nepovratni ventil, ki ob odsotnosti plamena zapre dovod plina.
Ročni gorilnik za spajkanje bakrenih cevi
Nekateri modeli imajo deflektor plamena.Ne dopušča, da se plamen razprši, kar ustvarja višjo temperaturo v območju spajkanja. Zahvaljujoč temu vam gorilnik z reflektorjem omogoča delo na najbolj neprijetnih mestih.









Pri delu v gospodinjskih in polprofesionalnih modelih morate paziti, da enote ne pregrejete, da se plastika ne stopi. Zato ni vredno delati veliko spajkanja naenkrat - bolje je, da se oprema ohladi in v tem času pripravi naslednjo povezavo.
Povezani materiali
Za rezanje bakrenih cevi potrebujete rezalnik cevi ali nožno žago s kovinskim rezilom. Rez mora biti strogo navpičen, kar zagotavlja rezalnik cevi. Da bi zagotovili enakomeren rez z nožno žago, lahko uporabite navaden mizarski nastavek.
rezalnik cevi

Pri pripravi cevi jih je treba očistiti. Za to obstajajo posebne kovinske ščetke in ščetke (za čiščenje notranje površine), vendar se lahko znebite s brusnim papirjem s srednjimi in drobnimi zrni.
Za odstranjevanje neravnine iz rezov so na voljo poševniki. Cev, ki so jo izdelali, se bolje prilega fitingu - njen nastavek je le delček milimetra večji od zunanjega premera. Tako najmanjše odstopanje vodi v težave. Toda načeloma je mogoče vse odpraviti z brusnim papirjem. Samo več časa bo trajalo.
Prav tako je priporočljivo imeti zaščitna očala in rokavice. Večina domačih obrtnikov zanemarja te varnostne funkcije, vendar so opekline zelo moteče. To so vsi materiali in orodja, potrebna za spajkanje bakrenih cevi.
Bistvo procesa
Tako izdelan cevovod je zaradi uporabe bakrenih cevi pri namestitvi zelo zanesljiv in izjemno vzdržljiv.Seveda ima tak sistem precej visoke stroške, vendar ga v celoti upravičujejo edinstvene značilnosti
Kar je pomembno, bakrene cevi se lahko uporabljajo tako v vodovodnih kot v ogrevalnih sistemih. V obeh primerih izkazujejo najvišjo zanesljivost in vzdržljivost.
Najpreprostejši in najbolj zanesljiv način za namestitev takšnih sistemov je spajkanje bakrenih cevi. Ta povezovalna tehnologija se uporablja že dolgo, dobro je raziskana in ne povzroča težav pri praktični izvedbi. Bistvo te metode je v tem, da je spoj med deli, ki jih je treba spojiti, napolnjen s posebno spojino, imenovano spajka. Da bi spajka za spajkanje bakrenih cevi vstopila in zapolnila spoj med deli, se pod vplivom visoke temperature stopi. Ko se segrevanje spajka ustavi in je že popolnoma napolnil bodoči šiv, se strdi in tvori zanesljiv, tesen in trpežen spoj.
Spajkanje bakra je priročno tudi zato, ker je mogoče po potrebi vedno enostavno ločiti povezane elemente cevovoda. Če želite to narediti, je dovolj, da segrejete stičišče, da postane spajka mehka in prožna.

Postopek spajkanja bakrenih cevi
Metode spajkanja bakrenih delov
Spajkanje velja za najboljšo metodo za spajanje bakrenih delov. Med delovanjem staljena spajka zapolni majhno vrzel med elementi in tako tvori zanesljivo povezavo. Obstajata dva najpogostejša načina za pridobitev takšnih spojin. To je visokotemperaturno in nizkotemperaturno kapilarno spajkanje. Poglejmo, kako se med seboj razlikujejo.
Značilnosti visokotemperaturnih spojin
V tem primeru postopek povezovanja bakrenih elementov poteka pri temperaturi, ki presega +450 stopinj. Kot spajkanje so izbrane kompozicije, katerih osnova so precej ognjevzdržne kovine: srebro ali baker. Dajo močan šiv, odporen na mehanske poškodbe in visoke temperature. Takšna povezava se imenuje trdna.
Pri visokotemperaturnem kapilarnem spajkanju temperatura preseže 450C, za tvorbo spoja se uporablja ognjevzdržna spajka BAg ali BCuP.
Značilnost tako imenovanega trdega spajkanja je žarjenje kovine, kar vodi do njenega mehčanja. Zato, da bi zmanjšali izgubo trdnostnih lastnosti bakra, je treba končni šiv ohladiti samo naravno, brez uporabe umetnega pihanja ali spuščanja dela v hladno vodo.
Za cevi s premerom od 12 do 159 mm se uporablja trdna povezava. Spajkanje se uporablja za spajanje plinskih cevi. V vodovodu se uporablja pri montaži vodovodnih cevi za monolitno spajanje delov, katerih premer presega 28 mm. Poleg tega se takšna povezava uporablja v primerih, ko lahko temperatura tekočine, ki kroži v ceveh, presega +120 stopinj.










Visokotemperaturno spajkanje se uporablja tudi za montažo ogrevalnih sistemov. Njegova prednost je možnost ureditve odtoka iz predhodno nameščenega sistema brez njegove predhodne demontaže.
Spajkanje v podrobnosti
Mehko ali nizkotemperaturno spajkanje je povezava bakrenih delov, pri kateri se uporablja temperatura pod + 450C. V tem primeru se za spajkanje izberejo mehke kovine z nizkim taljenjem, na primer kositer ali svinec.Širina šiva, ki nastane s takšnim spajkanjem, se lahko razlikuje od 7 do 50 mm. Nastali spoj se imenuje mehak. Je manj trpežna kot trdna, vendar ima številne pomembne prednosti.
Pri nizkotemperaturnem spajkanju nastane tako imenovani mehak spoj. Je manj trpežna kot trdna, zato je ni mogoče uporabiti pri povezovanju plinskih cevi.
Glavna razlika je v tem, da med postopkom spajkanja ni žarjenja kovine. V skladu s tem njegova moč ostaja enaka. Poleg tega temperatura pri nizkotemperaturnem spajkanju ni tako visoka kot pri visokotemperaturnem spajkanju. Zato velja za varnejšega. Tako imenovani mehki spoji se uporabljajo za sestavljanje cevi majhnega premera: od 6 do 108 mm.
V vodovodu se nizkotemperaturni priključki uporabljajo za vgradnjo vodovodnih in ogrevalnih omrežij, vendar pod pogojem, da je temperatura tekočine, ki kroži v njih, nižja od +130 stopinj. Za plinovode je uporaba tovrstnih priključkov strogo prepovedana.
Kako drugače lahko povežete bakrene elemente
Dolga življenjska doba, odpornost proti koroziji, majhna teža in antibakterijske lastnosti so naredile bakreno povezavo zelo priljubljeno v določenih krogih. Visok prenos toplote omogoča uporabo materiala v hladilnih sistemih. Pred spajkanjem bakrenih cevi je treba določiti način spajkanja, poleg temperaturnih učinkov obstajajo različni fitingi, katerih uporaba je odvisna od stopnje poškodbe oziroma zasnove spoja.

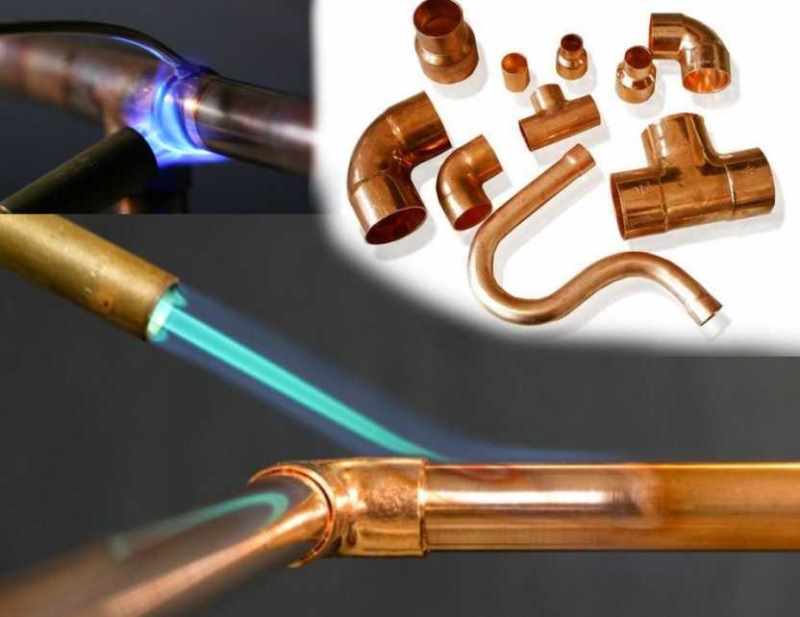
Fitingi za bakrene cevi
Vrste spajkanih bakrenih fitingov
Alternativni način spajkanja je uporaba fitingov za spajanje bakrenih cevi. Obstajata dve glavni vrsti:
- Stiski imajo obroč znotraj strukture, ki omogoča ustvarjanje tesne povezave. Konstrukcija je izdelana iz medenine.
- Kapilarna armatura se po premeru razlikuje od zunanjega indikatorja. Postopek vključuje spajkanje s spreminjanjem premerov in stiskanja, s čimer se vzpostavi povezava.
Zgornje metode priklopa se uporabljajo na mestih, kjer je pogosta menjava elementov. Razlogi za zamenjavo so lahko interakcija z agresivnimi kovinami, povezovanje z materiali različne sestave.
Značilnosti bakrenega spajkanja
Spajanje segmentov se izvede iz obdelave robov kovine. Velikost okovje mora ustrezati dani konfiguraciji, ni dovoljeno raztegniti kovine do želene velikosti, v tem primeru se izgubita moč in elastičnost. Čiščenje poteka po vrstnem redu, podaljšani element se očisti znotraj, zasidrani pa je zunaj. Pri delu s spajkalnikom se spajka segreva s konice. Za izvedbo visokokakovostne povezave bakrenih cevi so potrebne izkušnje, saj je mogoče narediti nepopravljive napake.
Bakreni izdelki se uporabljajo v skoraj vseh različnih vrstah hladilne opreme. Material se je izkazal v industriji, uporablja se v elektromehanske namene, pri črpanju gorljivih materialov.
Slabosti bakrenih cevi
Ena od glavnih pomanjkljivosti je visoka cena bakrenih izdelkov. Alternativni materiali, kot sta plastika ali jeklo, so lahko bistveno cenejši. Kovinski material je mehak, pri najmanjšem zunanjem udarcu pride do deformacije, odpovedi določenega območja.
Prenos tople vode v ogrevalnih sistemih je lahko travmatičen, saj ima baker visok prenos toplote. Izguba toplote je izključena z uporabo izolacijskih materialov, za varno delovanje je potrebno cevi utopiti znotraj zaključnih materialov prostora.
Komunikacije iz bakrenih cevi in fitingov
Kakovostne bakrene cevi in fitinge, katerih tehnične in obratovalne lastnosti ustrezajo mednarodnim standardom ISO 9002, BS2 in DIN, zdaj proizvajajo tako tuja kot domača podjetja. Takšne cevi, kot tudi povezovalni elementi zanje, uspešno prenesejo visok pritisk medijev, ki se prenašajo po njih, visoke in nizke temperature ter mehanske obremenitve, ki so jim lahko izpostavljene med delovanjem, transportom in skladiščenjem.
Za razliko od polimernih cevi, priljubljenih v našem času, izdelki iz bakrenih cevi ne pokvarijo izpostavljenosti sončni svetlobi, se ne bojijo korozije, ki je prava nadloga za izdelke iz železnih kovin. Glede na življenjsko dobo, po kateri se bakrene cevi in fitingi razlikujejo, se z njimi ne more primerjati noben podoben izdelek iz drugega materiala. Omeniti velja, da so bakreni izdelki praktično večni, življenjska doba komunikacij iz njih je najmanj 100 let.

Sistem ogrevanja in oskrbe z vodo iz bakrenih cevi v zasebni hiši
Cevni izdelki, pa tudi bakreni fitingi, se uporabljajo za ureditev inženirskih omrežij za različne namene:
- ogrevalni sistemi;
- klima;
- oskrba s hladno in toplo vodo;
- plinske komunikacije.
Tisti potrošniki, ki se odločijo za uporabo izdelkov iz bakrenih cevi in bakrenih armatur, jih uporabljajo predvsem za opremljanje zanesljivih in trajnih vodovodnih omrežij. Fitingi iz bakra so bolj kompaktni in izgledajo veliko čistejši od tistih iz železnih kovin. To je razloženo z dejstvom, da pri načrtovanju in izdelavi bakrenih armatur ni treba narediti njihovih sten debelejših, ob upoštevanju njihove nadaljnje korozije, saj ji preprosto niso podvrženi.









Vgradnja bakrenih cevi v ogrevalni sistem naredite sami
Obstaja več razlogov, ki pojasnjujejo visoko priljubljenost bakrenih cevi in fitingov zanje:
- baker, kot veste, ima antiseptične lastnosti, zato se v vodovodnih ceveh iz te kovine ne razvijejo patogeni, kakovost vode, ki se prenaša skozi njih, pa se celo izboljša;
- namestitev cevovodov, za katere se uporabljajo bakrene cevi in fitingi, je veliko lažja kot komunikacije iz črnih cevi;
- zaradi visoke plastičnosti bakra cevi iz te kovine, ko voda v njih zamrzne, ne počijo, ampak se preprosto deformirajo; za uničenje bakrene cevi je treba nanjo uporabiti notranji tlak 200 atm, v gospodinjskih komunikacijah pa takšni pritiski preprosto ne obstajajo.



