
- Visokotlačne zavezujoče stisnjene povezave
- Metoda #4: Povezava s potisnim priključkom
- Druge možnosti spajkanja: delo z bakrenimi cevmi in različnimi kovinami
- Nianse spajkanja bakrenih cevi: kako to storiti pravilno
- Kako spajkati bakreno žico na aluminij
- Kako spajkati baker in nerjaveče jeklo
- Spajkanje bakra z železom - ali je mogoče
- Tehnologija spajkanja bakrenih izdelkov
- Izrežite predmet na zahtevano dolžino
- Na površino cevi nanesite fluks
- Povezovanje delov pred spajkanjem
- Nastajanje spojev pri nizkotemperaturnem spajkanju
- Oblikovanje šivov pri visokotemperaturnem spajkanju
- Vrste bakrenih cevi
- Kaj je potrebno za spajkanje bakrenih cevi
- Potrošni material in orodja
- Spajka in fluks
- Gorilnik
- Povezani materiali
- Kje velja
- 3 Kako spajkati bakrene cevi?
- Montaža bakrenih cevi
- Sestavljanje cevovoda s priključki
- Orodja in materiali
- Navodila za montažo
Visokotlačne zavezujoče stisnjene povezave
Napredek v tehnologiji lepilnega stiskanja in pri razvoju materialov za tesnilne obroče je omogočil uporabo veznih stisk na visokotlačnih sistemih. Vendar pa visokotlačni sistemi zahtevajo nekoliko drugačne konfiguracije stiskalnih čeljusti.
Rezultat izdelave veznega vozlišča s tehniko 360º dvojnega stiskanja
Pritrdilne spojke za nizkotlačne, procesne in nemedicinske stisnjene plinovode uporabljajo eno samo standardno šesterokotno obliko.
Večtlačno lepljenje zahteva uporabo posebej oblikovanih stiskalnic in vpenjalnih čeljusti, ki zagotavljajo 360° dvojno stiskanje na okovju.
Metoda #4: Povezava s potisnim priključkom
Posebnost metode potisne montaže je, da za montažo niso potrebna dodatna orodja, gorilniki, posebni gorilni plini ali elektrika. Potisni sklop je zagotovljen z integriranim elastomernim tesnilom in oprijemnim obročem iz nerjavnega jekla.
V vseh pogledih priročen in dokaj praktičen za delovanje, način sestavljanja sklopa z vstavljanjem s pritiskom (push-connect)
Tipična tlačna in temperaturna območja za potisne sklope so prikazana v tabeli:
| Vrsta montaže | Razpon tlaka, kPa | Temperaturno območje, ºC |
| Potisni vstavek, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Obstajata dve pogosti vrsti okovja za to vrsto montaže. Obe možnosti ustvarjata močne, zanesljive vozle. Medtem ko ena vrsta vtičnice omogoča enostavno odstranitev sklopa po namestitvi, na primer za vzdrževanje sistema, druga ne podpira te konfiguracije. Ta trenutna oprema se med seboj razlikujeta.
Vrste armatur za potisne povezave: na levi - zložljiva izvedba; desno - neločljiv dizajn
Pred montažo sklopa je potrebno izvesti vse pripravljalne postopke z bakreno cevjo, kot je že opisano zgoraj
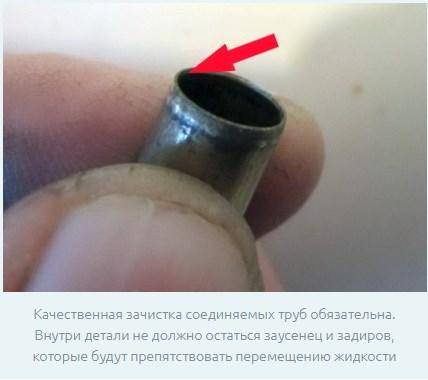
Pri tem je treba posebno pozornost nameniti čiščenju poševnega konca bakrene cevi z brusnim papirjem, najlonsko abrazivno krpo ali sanitarno krpo. Ta dejanja zagotavljajo celovitost tesnilnega tesnila v času vstavljanja. bakrene cevi v telesu fitinga
Montaža vključuje izvedbo toge potisne, hkratne zasuke, usmerjene v telo okova. Premikanje bakrene cevi znotraj fitinga se izvaja, dokler se bakrena cev ne nasloni na hrbtno stran skodelice fitinga. Ta trenutek je običajno označen s predhodno narejeno oznako globine vstavljanja na površini bakra.
S pomočjo informacij: Cooper
Druge možnosti spajkanja: delo z bakrenimi cevmi in različnimi kovinami
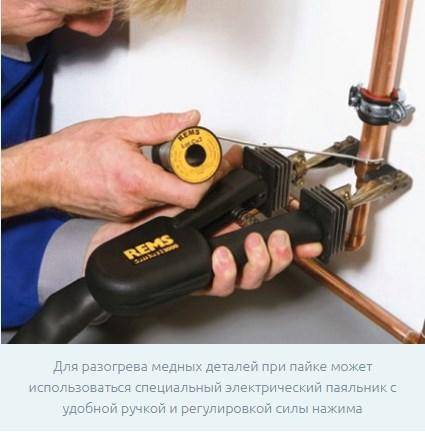
Spajkanje bakrenih cevi zahteva nekaj izkušenj pri tovrstnem delu. Zato, če se domači mojster prvič loti takšnega dela, je vredno vaditi vnaprej, da ne bi večkrat ponovili že končane vodovodne ali ogrevalne linije. Bakrene cevi je mogoče spajkati tako s trdo spajko (z uporabo plinskega gorilnika) kot z mehkimi zlitinami. V drugem primeru je za bakrene cevi primerno uporabiti spajkalnik velike moči.
 Natančno in kakovostno spajkanje je ključ do trajnosti povezave
Natančno in kakovostno spajkanje je ključ do trajnosti povezave
Nianse spajkanja bakrenih cevi: kako to storiti pravilno
Kot fluks za spajkanje bakrenih cevi je najbolje uporabiti kolofonije. Nanese se v enakomernem sloju na zunanjih površinah cevi, nato pa se nanjo namesti fiting. Na njeni hrbtni strani je nameščen drugi del avtoceste. Nato se okovje segreje s plinskim gorilnikom in vzdolž šivov se "namesti" spajka.Pod vplivom visoke temperature se topi, napolni šiv in ustvari kakovostno tesno povezavo.
 Včasih morate storiti brez opreme
Včasih morate storiti brez opreme
Spajkanje bakrenih cevi z lastnimi rokami ni pretežko, vendar to delo zahteva skrbnost in natančnost. Seveda z besedami ni mogoče vsega razumljivo razložiti, zato dragemu bralcu opozarjamo na video o tem, kako spajkati baker s plinskim gorilnikom, iz katerega bo vse postalo bolj jasno.
 Oglejte si ta videoposnetek na YouTubu
Oglejte si ta videoposnetek na YouTubu
Ko ste se ukvarjali z vprašanjem, kako spajkati bakrene cevi doma, lahko preidete na naslednjo težavo, in sicer spajkanje neidentičnih kovin (baker z aluminijem, železom ali nerjavnim jeklom).
Kako spajkati bakreno žico na aluminij
Spajkanje aluminija z bakrom je precej zapleten proces. Treba je opozoriti, da ista spajka ni primerna za aluminij kot za baker in obratno. Te kovine je veliko lažje uskladiti z jeklenim tulcem. Čeprav danes proizvajalec ponuja posebne spajke in tokove za takšne namene, so njihovi stroški pomembni, kar vodi v nedonosnost takšnega dela.

Celoten problem je v konfliktu med bakrom in aluminijem. Imajo različno ognjevzdržnost, gostoto. Poleg tega aluminij pri interakciji z bakrom začne močno oksidirati. Ta proces se še posebej pospeši, ko električni tok teče skozi povezavo. Zato, če je potrebno bakrene in aluminijaste žične povezave najbolje je uporabiti samovpenjalne sponke WAGO, znotraj katerih je kontaktna pasta Alyu Plus. Prav ona odstranjuje oksid iz aluminija, preprečuje njegov kasnejši videz in spodbuja normalen stik z bakrenimi vodniki.









Ko ste ugotovili, kako spajkati baker na aluminij, lahko preidete na trše kovine.
 Včasih je takšna povezava nepogrešljiva
Včasih je takšna povezava nepogrešljiva
Kako spajkati baker in nerjaveče jeklo
Pri spajkanju bakra z nerjavnim jeklom ne igra pomembne vloge niti sam spajkalni material, temveč uporabljeno orodje, čeprav je veliko odvisno od potrošnega materiala. Najbolj sprejemljivi materiali v tem primeru so:
- bakreno-fosforjeva spajka;
- kositrno srebro (Castolin 157);
- radijski inženiring.
Nekateri obrtniki trdijo, da bo s pravilnim pristopom k delu uspela tudi najpogostejša spajka na osnovi kositra in svinca. Glavna stvar je obvezna uporaba fluksa (boraks, spajkalna kislina), temeljito segrevanje in šele po tem spajkanje (spajkanje).
 Kompleksno spajkanje bakra in nerjavnega jekla
Kompleksno spajkanje bakra in nerjavnega jekla
Takšne spojine so redke, zato so specializirane spajke za takšne namene precej drage.
Spajkanje bakra z železom - ali je mogoče
Ta možnost je možna, vendar pod določenimi pogoji. Na primer, preprost propan gorilnik ni več primeren kot grelec. Uporabiti morate propan s kisikom. Boraks je treba uporabiti kot fluks, medenina pa bo delovala kot spajka. Le v tem primeru lahko upamo na normalen rezultat. Spajke za spajkanje bakra z železom ali nerjavnim jeklom ni težko kupiti. Glavna stvar je razumeti, ali bodo dodatni stroški upravičeni.
 Možno je tudi spajkanje bakrenih in železnih cevi
Možno je tudi spajkanje bakrenih in železnih cevi
In zdaj ponujamo, da si ogledamo, kako skrbno lahko domači mojstri opravljajo dela na spajkanju ceveh avtocest za različne namene.
1 od 5





Tehnologija spajkanja bakrenih izdelkov
Po pripravi orodij in materialov so cevi spajkane, sestavljene iz naslednjih korakov:
- rezanje surovcev na segmente;
- razmaščevanje in odstranjevanje oksidov;
- spajanje elementov;
- nanašanje spajkanja na spojno linijo.
Izrežite predmet na zahtevano dolžino
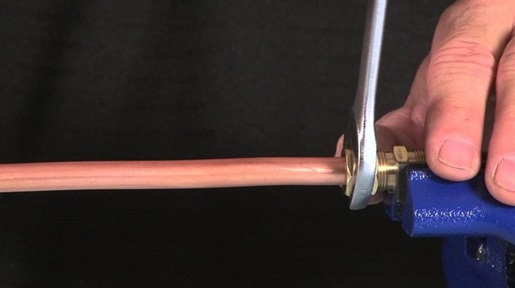
Varjenje bakrenih cevi se začne z označevanjem cevovoda, ki se nato razreže na elemente želene dolžine. Pri označevanju je treba upoštevati dolžino, ki je potrebna za povezavo cevi po razširitvi konca. Ročno rezalno orodje omogoča vpenjanje cevi, nato pa se karbidni valj zvije okoli zunanje površine obdelovanca. Ko se telo cevi razreže, se valj pritisne z nastavitvenim vijakom, ki vam omogoča enakomeren rez.
Dovoljeno je rezanje surovcev z nožno žago in posebno šablono, ki zagotavlja pravokotno rez. Pri rezanju stiskanje cevi ni dovoljeno, saj ovalnost zunanje površine poslabša tesnost spoja (zaradi spremembe reže, ki ne bo zapolnjena s spajko). Nastala bliskavica se odstrani z brusnim papirjem in kovinsko krtačo. Nato se eden od robov obdela z ekspanderjem, ki bo ustvaril zatesnjen spoj s povečano trdnostjo.
Na površino cevi nanesite fluks
Za varjenje bakrenih cevi z lastnimi rokami je potrebno odstraniti okside s površine delov, ki jih je treba spojiti. Obdelci se obrišejo z razmaščevalnim sredstvom (na primer acetonom), nato pa se na spojene robove nanese reagent. Ni priporočljivo uporabljati povečanega odmerka fluksa, aktivne snovi enakomerno nanesemo v tankem sloju na območje povezave. Za nanašanje reagenta se uporablja čopič, ki ne pušča vlaken na površini.
Povezovanje delov pred spajkanjem
Po nanosu fluksa so cevi povezane, priporočljivo je, da elemente spojite takoj po mazanju površine (za zmanjšanje nevarnosti usedanja prahu). Ko so povezani, se deli vrtijo drug glede na drugega, kar omogoča porazdelitev toka in zagotavlja tesno prileganje. Reagent, iztisnjen iz spoja, se odstrani s suho krpo, na elementih iz barvnih kovin je prepovedano zadrževati tok, saj se začne uničenje materiala.
Nastajanje spojev pri nizkotemperaturnem spajkanju

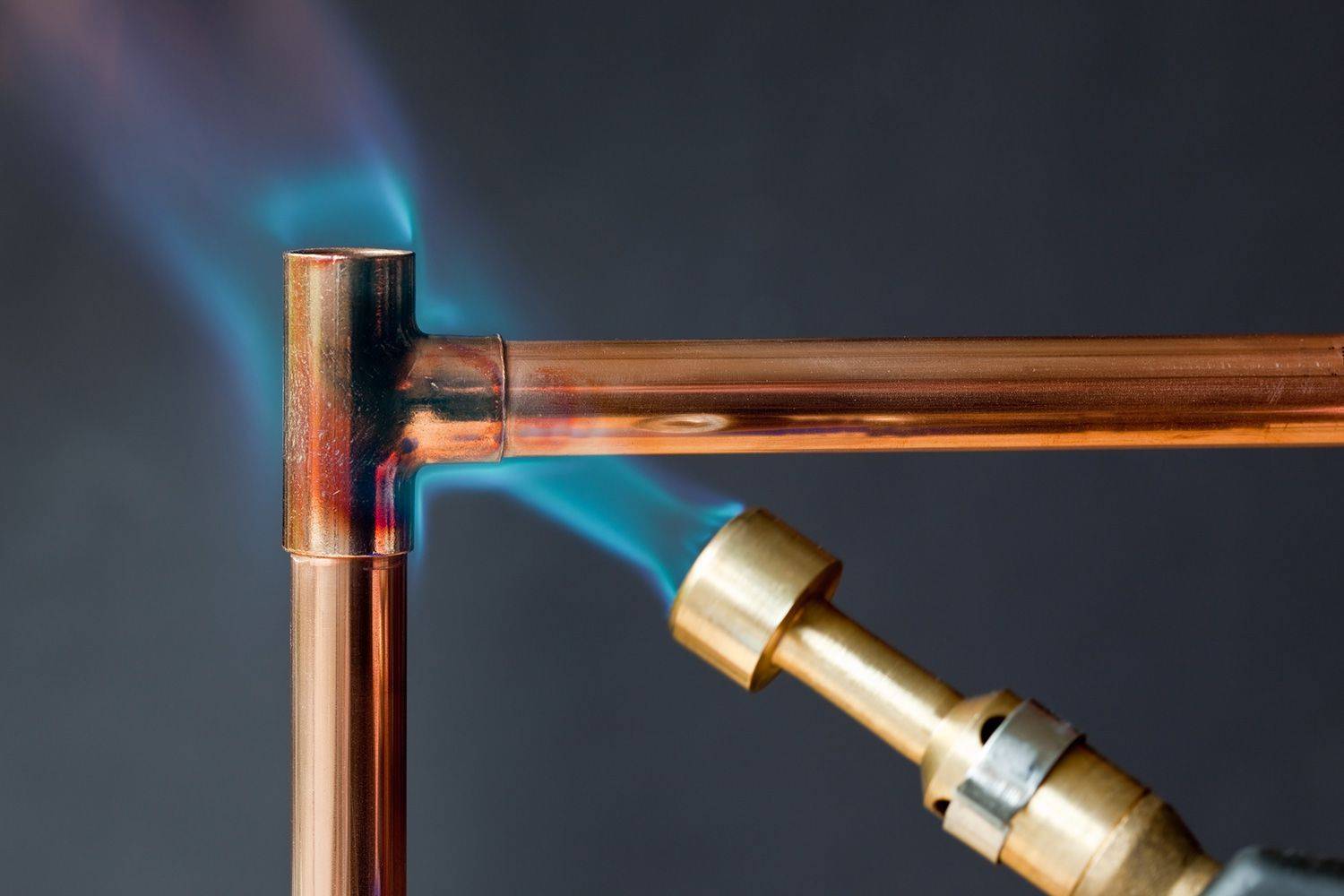
Nizkotemperaturna tehnologija uporablja tok, zasnovan za zmanjšano segrevanje konstrukcije med priključitvijo. Spajkanje bakrenih cevi s plinskim gorilnikom zagotavlja dovod gorilnika v priključno območje, gorilnik se premika vzdolž spoja, kar zagotavlja enakomerno segrevanje delov. Nato se v roko vzame palica spajke, ki se vstavi v režo med cevmi. Staljena kovina se začne širiti po površinah, gorilnik se odstrani na stran, spajka zapolni spoj zaradi temperature segrete cevi.










Oblikovanje šivov pri visokotemperaturnem spajkanju
Pri uporabi ognjevzdržnih spajk se cevi segrejejo z gorilnikom na povišano temperaturo. Gorilnik se premika vzdolž cone spoja, dokler se cev ne segreje na češnjevo rdeč odtenek (kar ustreza temperaturi 750°C). Nato se v stičišče dovaja spajka, predhodno segreta s plamenom gorilnika.
Spajka se topi zaradi stika z ogrevanimi cevmi in enakomerno zapolni montažno vrzel. Uporaba odvečne spajke ni potrebna, saj bo material ostal na zunanji strani cevi.Po koncu postopka je treba počakati 2-3 minute, potem ko se temperatura spoja zniža in spajka kristalizira, se ostanki toka odstranijo. Dodatna obdelava povezave ni potrebna.
Vrste bakrenih cevi
Pred izdelavo cevovoda morate izbrati dele. Med kupljenimi deli sta dve vrsti:
- Nežareni - elementi visoke trdnosti z nizkim indeksom duktilnosti. Po izdelavi niso podvrženi dodatni toplotni obdelavi.
- Žgani - elementi, ki so podvrženi dodatni toplotni obdelavi. Hranijo se pri temperaturi okoli 700 stopinj Celzija. Material pridobi visok indeks plastičnosti. Zahvaljujoč dodatni toplotni obdelavi postanejo bolj odporni na kritične temperature.
Bakrene cevi se razlikujejo po debelini stene in velikosti tuljav, v katerih se prodajajo. Po GOST morajo biti izdelani iz čistega bakra.
Kaj je potrebno za spajkanje bakrenih cevi
Spajkanje bakrenih cevi, ki ga ni težko narediti z lastnimi rokami, ne zahteva drage opreme in posebnih materialov. Za pravilno izvedbo boste potrebovali naslednje naprave.
Gorilnik, zaradi katerega se segrejeta spajka in cevni odsek, kjer bodo povezani. Praviloma se v tak gorilnik dovaja plin propan, katerega tlak uravnava varilni reduktor.
Posebno orodje za rezanje bakrenih cevi. Ker so izdelki iz te kovine zelo mehki, jih je treba rezati dovolj nežno, da ne nagubajo sten.Na sodobnem trgu so na voljo rezalniki cevi različnih modelov, ki se razlikujejo tako po funkcionalnosti kot po tehničnih zmogljivostih.
Zasnova posameznih modelov takšnih naprav, kar je pomembno, omogoča njihovo uporabo tudi za delo na težko dostopnih mestih.
Razširjevalnik cevi je naprava, ki vam omogoča razširitev premera bakrene cevi, ki je potrebna za boljše spajkanje. V različnih sistemih, nameščenih iz bakrenih cevi, se uporabljajo elementi istega odseka, za njihovo kakovostno povezavo pa je treba nekoliko povečati premer enega od povezanih elementov. To težavo rešuje taka naprava, kot je ekspander cevi.
To težavo rešuje taka naprava, kot je ekspander cevi.
Komplet za razširjanje bakrenih cevi
Naprava za posnemanje koncev bakrenih cevi. Po obrezovanju na koncih delov ostanejo neravnine, ki lahko ovirajo pridobitev kakovostne in zanesljive povezave. Da bi jih odstranili in koncem cevi dali zahtevano konfiguracijo, se pred spajkanjem uporablja skočnik. Danes na trgu obstajata dve glavni vrsti naprav za posnemanje: nameščene v okroglem telesu in izdelane v obliki svinčnika. Bolj priročne za uporabo, a tudi dražje, so okrogle naprave, ki lahko obdelujejo mehke bakrene cevi s premerom največ 36 mm.
Za pravilno pripravo bakrenih cevi za spajkanje je potrebno z njihove površine odstraniti vse nečistoče in okside. Za te namene se uporabljajo ščetke in ščetke, katerih ščetine so izdelane iz jeklene žice.
Spajkanje bakrenih cevi se običajno izvaja s trdo spajko, ki je lahko visoko in nizkotemperaturna. Visokotemperaturna spajka je bakrena žica, ki v svoji sestavi vsebuje približno 6% fosforja. Takšna žica se topi pri temperaturi 700 stopinj, medtem ko je za njeno nizkotemperaturno vrsto (kositrena žica) dovolj 350 stopinj.
Tehnologija spajkanja bakrenih cevi vključuje uporabo posebnih tokov in past, ki opravljajo zaščitno funkcijo. Takšni tokovi ne ščitijo le oblikovanega šiva pred nastankom zračnih mehurčkov v njem, temveč tudi znatno izboljšajo oprijem spajke na material cevi.
Za spajkanje bakrenih cevi bo poleg fluksa, spajke in drugih osnovnih elementov potrebna dodatna orodja, ki jih najdete v vsaki delavnici ali garaži. Za spajkanje ali varjenje bakrenih izdelkov dodatno pripravite:
- navaden marker;
- ruleta;
- raven stavbe;
- majhna krtača s trdimi ščetinami;
- kladivo.
Pred začetkom dela se je pomembno tudi odločiti kako spajkati baker cevi. Obstajata lahko dve glavni možnosti: spajkanje bakra (manj pogosto) in uporaba mehke spajke. Pri reševanju tega vprašanja je pomembno izhajati iz dejstva, da obstajajo zahteve za uporabo ene ali druge vrste spajkanja
Torej se trde spajke uporabljajo za spajkanje elementov hladilnih enot in klimatskih naprav. V vseh drugih primerih (vodovodni sistemi, ogrevalni sistemi itd.) se lahko uporabi kositrna žica. Toda ne glede na izbrano tehnologijo je treba spomniti, da je tok v vsakem primeru potreben.
Pri reševanju tega vprašanja je pomembno izhajati iz dejstva, da obstajajo zahteve za uporabo ene ali druge vrste spajkanja. Torej se trde spajke uporabljajo za spajkanje elementov hladilnih enot in klimatskih naprav.
V vseh drugih primerih (vodovodni sistemi, ogrevalni sistemi itd.) se lahko uporabi kositrna žica. Toda ne glede na izbrano tehnologijo je treba spomniti, da je tok v vsakem primeru potreben.

Krtače za odstranjevanje notranje površine bakrene cevi pred spajkanjem
Potrošni material in orodja
Poleg cevi in fitingov boste potrebovali tudi gorilnik, spajko in fluks - za samo spajkanje. Pa tudi upogib cevi in nekaj sorodnih malenkosti za obdelavo pred začetkom dela.










Krtača za odstranjevanje okovja od znotraj
Spajka in fluks
Spajkanje bakrenih cevi katere koli vrste poteka s pomočjo fluksa in spajkanja. Spajka je zlitina, ki običajno temelji na kositru z določeno tališčem, vendar nujno nižjim od bakra. Napaja se v cono spajkanja, segreje v tekoče stanje in teče v spoj. Po hlajenju zagotavlja tesno in trajno povezavo.
Za amatersko spajkanje bakrenih cevi z lastnimi rokami so primerne spajke na osnovi kositra z dodatkom srebra, bizmuta, antimona in bakra. Spojine z dodatkom srebra veljajo za najboljše, vendar so najdražje, optimalne z dodatkom bakra. Obstaja tudi z dodatkom svinca, vendar se ne smejo uporabljati v vodovodu. Vse te vrste spajk zagotavljajo dobro kakovost šiva in enostavno spajkanje.

Flux in spajka sta bistveni potrošni material
Mehka spajka se prodaja v majhnih kolutih, trda spajka se prodaja v pakiranjih, razrezana na kose.
Pred spajkanjem spoj obdelamo s fluksom.Fluks je tekoče ali pasto podobno sredstvo, ki povzroči, da staljena spajka teče v spoj. Tukaj ni nič posebnega izbrati: vsak tok za baker bo naredil. Za nanašanje fluksa boste potrebovali tudi majhen čopič. Bolje - z naravnimi ščetinami.
Gorilnik
Za delo z mehko spajko lahko kupite majhno ročno svetilko s plinsko steklenico za enkratno uporabo. Ti cilindri so pritrjeni na ročaj, imajo prostornino 200 ml. Kljub majhnosti je temperatura plamena od 1100°C in več, kar je več kot dovolj za taljenje mehke spajke.
Na kar morate biti pozorni, je prisotnost piezo vžiga. Ta funkcija ni odveč - lažje bo delati
Ventil je nameščen na ročaju ročnega plinskega gorilnika. Uravnava dolžino plamena (intenzivnost dovoda plina). Isti ventil zapre plin, če je treba gorilnik ugasniti. Varnost zagotavlja nepovratni ventil, ki ob odsotnosti plamena zapre dovod plina.

Ročni gorilnik za spajkanje bakrenih cevi
Nekateri modeli imajo deflektor plamena. Ne dopušča, da se plamen razprši, kar ustvarja višjo temperaturo v območju spajkanja. Zahvaljujoč temu vam gorilnik z reflektorjem omogoča delo na najbolj neprijetnih mestih.
Pri delu v gospodinjskih in polprofesionalnih modelih morate paziti, da enote ne pregrejete, da se plastika ne stopi. Zato ni vredno delati veliko spajkanja naenkrat - bolje je, da se oprema ohladi in v tem času pripravi naslednjo povezavo.
Povezani materiali
Za rezanje bakrenih cevi potrebujete rezalnik cevi ali nožno žago s kovinskim rezilom. Rez mora biti strogo navpičen, kar zagotavlja rezalnik cevi.Da bi zagotovili enakomeren rez z nožno žago, lahko uporabite navaden mizarski nastavek.

rezalnik cevi
Pri pripravi cevi jih je treba očistiti. Za to obstajajo posebne kovinske ščetke in ščetke (za čiščenje notranje površine), vendar se lahko znebite s brusnim papirjem s srednjimi in drobnimi zrni.
Za odstranjevanje neravnine iz rezov so na voljo poševniki. Cev, ki so jo izdelali, se bolje prilega fitingu - njen nastavek je le delček milimetra večji od zunanjega premera. Tako najmanjše odstopanje vodi v težave. Toda načeloma je mogoče vse odpraviti z brusnim papirjem. Samo več časa bo trajalo.
Prav tako je priporočljivo imeti zaščitna očala in rokavice. Večina domačih obrtnikov zanemarja te varnostne funkcije, vendar so opekline zelo moteče. To so vsi materiali in orodja, potrebna za spajkanje bakrenih cevi.
Kje velja
Spajkanje s trdimi spajkami je značilno po tem, da je treba pri izvajanju spojno območje izdelkov segreti na temperature reda 450 stopinj ali več.
Takšne spajke se imenujejo ognjevzdržne, povezava, pridobljena z njihovo pomočjo, pa ohranja svoje trdnostne lastnosti tudi pri močnem toplotnem segrevanju.
 Za razliko od trdega spajkanja, mehko spajkanje vključuje uporabo nizkotemperaturnih potrošnih materialov, ki zagotavljajo zanesljiv oprijem pri veliko nižjem segrevanju (približno 200-300 ℃).
Za razliko od trdega spajkanja, mehko spajkanje vključuje uporabo nizkotemperaturnih potrošnih materialov, ki zagotavljajo zanesljiv oprijem pri veliko nižjem segrevanju (približno 200-300 ℃).
Praviloma se uporabljajo pri spajkanju izdelkov, ki delujejo pri normalnih temperaturnih pogojih, in ne zagotavljajo ohranjanja stika z močnim segrevanjem.
Možnosti trdih spajk se pogosto uporabljajo na tistih področjih, kjer je potrebno pridobiti šiv, ki po svojih trdnostnih lastnostih zaseda vmesni položaj med varjenjem in nizkotemperaturnim spajkanjem.
Hkrati je posebna pozornost namenjena ohranjanju strukture materialov v kontaktnem območju, ki po obdelavi ne smejo izgubiti svojih prvotnih lastnosti. Karbidni spoji so najpogosteje povprašeni v naslednjih situacijah:
Karbidni spoji so najpogosteje povprašeni v naslednjih situacijah:
- proizvodnja kovinoreznih orodij, rezalnikov s trdimi zlitinami;
- pri izdelavi posod in posod na osnovi barvnih kovin in nerjavnega jekla;
- v avtoservisih (pri popravilu radiatorjev in posameznih prenosnih elementov), pa tudi na tistih mestih, kjer je uporaba varjenja zelo nezaželena;
- pri vgradnji in popravilu cevi iz trdih bakrovih zlitin, vgrajenih v opremo za hlajenje in izmenjavo toplote, ki delujejo pri "kritičnih" temperaturah ali visokem tlaku;
- za zanesljivo in trajno povezavo tankostenskih predmetov in delov, ki med delovanjem doživljajo povečane obremenitve in elastične deformacije.

Uporaba tehnologije trdega spajkanja zagotavlja potrebno trdnost nastalega spoja in njegovo odpornost na pregrevanje. Poleg tega se karbidne metode uporabljajo pri popravilu izdelkov iz bakra ali medenine, ki so med delovanjem izpostavljeni visokim temperaturam.








Za razliko od zgoraj opisanih materialov za spajkanje so aplikacije za mehko spajkanje omejene na normalne delovne pogoje.Ta metoda se najpogosteje uporablja, ko je treba pridobiti zanesljivo povezavo izdelkov in delov iz taljivih materialov, ki niso izpostavljeni prekomerni toploti in deformaciji.
Pri "mehki" artikulaciji delov so še posebej priljubljene spojine za spajkanje, ki so postale razširjene.
3 Kako spajkati bakrene cevi?
Shema za vgradnjo cevovoda iz bakrenih izdelkov je zelo preprosta:
S pomočjo rezalnika cevi odrežemo cev (postaviti jo je treba pravokotno na rezalno napravo, da dobimo najbolj enakomeren rob) potrebne dolžine.
S čopičem z jeklenimi ščetinami odstranimo brazgotine s cevi in s čopičem očistimo njene površine
Upoštevajte - ta dela je strogo prepovedano izvajati z drobnozrnatim brusnim papirjem, saj bodo njegovi majhni delci ostali na bakreni površini in zmanjšali stopnjo oprijema.
Drugi kos cevastega izdelka razširimo na zahtevani odsek tako, da oba segmenta prosto vstopata drug v drugega (v tem primeru mora ostati tudi majhna reža).
Očistimo (vse iste naprave) iz umazanije in robov ekspandiranega izdelka.
Na cev manjšega preseka nanesemo fluks in ga s čopičem porazdelimo po površini. Nemogoče je nanesti preveč toka (ali ga neenakomerno porazdeliti), saj lahko pri segrevanju spajka skozi cev vstopi v cevovod in tam tvori zamrznjene kapljice, ki bodo med delovanjem sistema povzročile hrup pri premikanju vode.

Po tem lahko povežete cevi (vstavite jih eno v eno).Hkrati, da bi se izognili lepljenju spajke na cev, je potrebno odvečni tok odstraniti z vlažno krpo. Naslednji korak v postopku je segrevanje nastale spojine. Operacija skupnega ogrevanja se konča v trenutku, ko se tok obarva srebrno.
Nato se na spoj pripelje spajka, ki se topi iz segretega materiala cevi (vsi poznajo visoko toplotno prevodnost bakra) brez toplote iz gorilnika. Spajka zaradi kapilarnega pojava prodre med povezane elemente. Spajkanje je končano, ko se na površini cevastega izdelka pojavijo kapljice spajkanja.

Po tem se mora stičišče cevi ohladiti. Med hlajenjem ne morete izvajati mehanskega učinka na sistem, pa tudi poskušati pospešiti proces dovod hladnega zraka. Ohlajen spoj na zadnji stopnji spajkanja obrišemo s krpo, namočeno v vodo. To bo zagotovilo urejen videz cevovoda, ki bo brez ostankov spajka in toka.
Montaža bakrenih cevi
V procesu namestitve vodovodnih sistemov z lastnimi rokami je pogosto potrebno povezati bakrene cevi z izdelki iz drugih materialov. V ogrevalnih sistemih, oskrbi s hladno in toplo vodo so bakrene spojine z jeklom, plastiko in medenino varne z vidika nastanka korozijskih procesov. Toda stik bakra s pocinkanim jeklom je nevaren za pocinkane cevi in vodi do njihovega uničenja zaradi elektrolitskih procesov. Da bi se izognili okvari cevovoda, je potrebno izvesti povezavo s pomočjo in zagotoviti smer toka vode od jekla do bakra.
Pred začetkom dela je potrebno pripraviti orodje za vgradnjo bakrenih cevi v ogrevalni sistem ali oskrbo s toplo ali hladno vodo.Če želite to narediti, boste potrebovali: rezalnik cevi ali nožno žago za kovino, pilo ali strgalo, če obstajajo odseki zapletene konfiguracije - upogib cevi, plinski gorilnik ali pištola za vroč zrak.
Bakrene cevi naredi sam se začne z odseki vnaprej izračunane dolžine. Nato je treba zunanje in notranje dele cevi odstraniti iglice, po potrebi poravnati rez. Uporaba upogiba cevi bo preprečila sploščitev cevi in nastanek gub, kar lahko povzroči zmanjšanje zmogljivosti cevovoda na teh mestih.
Če premeri cevi ne presegajo 15 mm, mora biti njihov upogibni polmer najmanj 3,5 premera, če pa več kot 15 mm, pa štiri premere. Pri ročnem upogibanju je mogoče dobiti visokokakovosten upogib le s polmerom, ki je enak 8 premerom.
Kljub svoji odpornosti proti koroziji lahko bakrene cevi zaradi kršitev proizvodne tehnologije, nepravilnega spajkanja in močne kontaminacije vode z abrazivnimi vključki doživijo zelo nevarno luknjičasto korozijo. Cev korodira na mestih, kjer je oksidni film uničen. Eden od načinov, da se temu procesu izognete, je namestitev filtrov na vodovodne in ogrevalne cevi.
Na sodobnem gradbenem trgu bakrene cevi zaradi svoje edinstvene zmogljivosti kljub visokim stroškom precej uspešno tekmujejo z jeklenimi, plastičnimi in kovinsko-plastičnimi izdelki.
Kljub dejstvu, da se polimerne cevi vse pogosteje uporabljajo, so kovinski izdelki še vedno velik uspeh. Kot kovina se praviloma uporabljajo baker, medenina in jeklo.Za boljše v smislu odpornosti proti koroziji in visokim temperaturam se razlikuje baker. Pravzaprav bo v tem članku obravnavana povezava bakrenih cevi.
Kljub dejstvu, da bakrene cevi odlikujejo visoki stroški, je glede na vse značilnosti materiala njihova uporaba povsem upravičena.
Najprej se je pred priključitvijo bakrenih cevi vredno odločiti, kako jih povezati, s spajkanjem ali kako drugače.
Sestavljanje cevovoda s priključki
Povezava bakrenih cevi s fitingi se izvaja izključno na mestih, dostopnih za pregled. To pravilo je posledica dejstva, da povezava ni popolnoma zaprta in sčasoma lahko nastane puščanje.
Prednost navojne povezave je, da je po potrebi mogoče popravila opraviti brez dodatnega napora, saj je nastala povezava snemljiva.
Orodja in materiali
Za sestavljanje cevovoda boste potrebovali naslednje materiale in orodja:
- bakrene cevi ustreznega premera;
- povezovalni spoji za stiskanje ali stiskanje;

Posebne naprave za montažo cevi
Vrste in število priključkov so izbrani v skladu s shemo cevovoda.
- rezalnik cevi ali nožna žaga;
- cevni upogib za bakrene cevi. Naprava se uporablja za organizacijo cevovoda z manj priključki, kar poveča moč sistema;
- pila za obdelavo cevi po rezanju (pred spajanjem). Poleg tega lahko uporabite fini brusni papir;
- FUM-trak za tesnjenje navojev. Poleg FUM traku lahko uporabite tudi laneni navoj, navoj Tangit Unilok ali kateri koli drug tesnilni material;
- ključ.
Navodila za montažo
Montaža bakrenega cevovoda z uporabo fitingov se izvede z lastnimi rokami na naslednji način:
- rezanje cevi za cevovod. Dolžina vsake cevi mora biti v celoti skladna s shemo, izdelano med razvojem sistema;
- odstranitev izolacijske plasti. Če se cevi z izolacijo uporabljajo za opremljen cevovodni sistem za kakršen koli namen, se izolacijski sloj odstrani za močno povezavo. Da bi to naredili, želeni odsek razrežemo z nožem in cev očistimo;
- odrezan rob obdelamo z datoteko, brusnim papirjem, dokler ne dobimo gladke površine. Če na koncu cevi ostanejo neravnine, luknje ali druge nepravilnosti, se bo povezava izkazala za manj neprepustna;

Odstranitev cevi pred priključitvijo na priključek
- po potrebi se cevi upognejo;
- na pripravljeno cev se namesti navojna matica in stiskalni obroč;

Montaža pritrdilnih elementov za povezavo
- cev je priključena na fiting. Sprva se zategovanje opravi ročno, nato pa s ključem. Med zategovanjem obroč popolnoma zatesni povezavo, kar odpravlja potrebo po dodatnih tesnilih. Pri priključitvi bakrene cevi na cev ali fiting iz drugega materiala pa je potrebno dodatno tesnjenje s FUM trakom.
Fiksna pritrditev
Pomembno je, da navojev ne zategnete preveč, saj se mehki baker zlahka deformira.



