
- Kaj je potrebno za spajkanje bakrenih cevi
- Metode spajkanja bakrenih delov
- Značilnosti visokotemperaturnih spojin
- Spajkanje
- Varnostni ukrepi pri spajkanju bakrenih cevi
- Izolacija odcepnih cevi v ogrevalnem omrežju
- Bakreni vodovodni sistem
- Bakrena cev za klimatske naprave
- Dremel spajkalniki
- Druge možnosti spajkanja: delo z bakrenimi cevmi in različnimi kovinami
- Nianse spajkanja bakrenih cevi: kako to storiti pravilno
- Kako spajkati bakreno žico na aluminij
- Kako spajkati baker in nerjaveče jeklo
- Spajkanje bakra z železom - ali je mogoče
- Potrebna orodja in materiali
- Naprave (spajkalniki)
- Spajke in drugi potrošni material
- Montaža oskrbe z vodo iz bakrenih cevi
- Kako izbrati pravo spajko?
- Priprava za spajkanje
- oprema
- materiali
- Primeri gotovih vodovodnih cevi iz bakrenih cevi
- Tehnologija mehkega spajkanja
- Izogibanje napakam
- Pravila za spajkanje bakra
- Spajkanje velikih delov
- Spajkalne žice ali žica
- Spajkalne posode ali luknje za spajkanje v bakru
Kaj je potrebno za spajkanje bakrenih cevi
Spajkanje bakrenih cevi, ki ga ni težko narediti z lastnimi rokami, ne zahteva drage opreme in posebnih materialov. Za pravilno izvedbo boste potrebovali naslednje naprave.
Gorilnik, zaradi katerega se segrejeta spajka in cevni odsek, kjer bodo povezani.Praviloma se v tak gorilnik dovaja plin propan, katerega tlak uravnava varilni reduktor.
Posebno orodje za rezanje bakrenih cevi. Ker so izdelki iz te kovine zelo mehki, jih je treba rezati dovolj nežno, da ne nagubajo sten. Na sodobnem trgu so na voljo rezalniki cevi različnih modelov, ki se razlikujejo tako po funkcionalnosti kot po tehničnih zmogljivostih.
Zasnova posameznih modelov takšnih naprav, kar je pomembno, omogoča njihovo uporabo tudi za delo na težko dostopnih mestih.
Razširjevalnik cevi je naprava, ki vam omogoča razširitev premera bakrene cevi, ki je potrebna za boljše spajkanje. V različnih sistemih, nameščenih iz bakrenih cevi, se uporabljajo elementi istega odseka, za njihovo kakovostno povezavo pa je treba nekoliko povečati premer enega od povezanih elementov. To težavo rešuje taka naprava, kot je ekspander cevi.
To težavo rešuje taka naprava, kot je ekspander cevi.
Komplet za razširjanje bakrenih cevi
Naprava za posnemanje koncev bakrenih cevi. Po obrezovanju na koncih delov ostanejo neravnine, ki lahko ovirajo pridobitev kakovostne in zanesljive povezave. Da bi jih odstranili in koncem cevi dali zahtevano konfiguracijo, se pred spajkanjem uporablja skočnik. Danes na trgu obstajata dve glavni vrsti naprav za posnemanje: nameščene v okroglem telesu in izdelane v obliki svinčnika. Bolj priročne za uporabo, a tudi dražje, so okrogle naprave, ki lahko obdelujejo mehke bakrene cevi s premerom največ 36 mm.
Za pravilno pripravo bakrenih cevi za spajkanje je potrebno z njihove površine odstraniti vse nečistoče in okside. Za te namene se uporabljajo ščetke in ščetke, katerih ščetine so izdelane iz jeklene žice.
Spajkanje bakrenih cevi se običajno izvaja s trdo spajko, ki je lahko visoko in nizkotemperaturna. Visokotemperaturna spajka je bakrena žica, ki v svoji sestavi vsebuje približno 6% fosforja. Takšna žica se topi pri temperaturi 700 stopinj, medtem ko je za njeno nizkotemperaturno vrsto (kositrena žica) dovolj 350 stopinj.
Tehnologija spajkanja bakrenih cevi vključuje uporabo posebnih tokov in past, ki opravljajo zaščitno funkcijo. Takšni tokovi ne ščitijo le oblikovanega šiva pred nastankom zračnih mehurčkov v njem, temveč tudi znatno izboljšajo oprijem spajke na material cevi.
Za spajkanje bakrenih cevi bo poleg fluksa, spajke in drugih osnovnih elementov potrebna dodatna orodja, ki jih najdete v vsaki delavnici ali garaži. Za spajkanje ali varjenje bakrenih izdelkov dodatno pripravite:
- navaden marker;
- ruleta;
- raven stavbe;
- majhna krtača s trdimi ščetinami;
- kladivo.
Pred začetkom dela je pomembno tudi, da se odločite, kako spajkati bakrene cevi. Obstajata lahko dve glavni možnosti: spajkanje bakra (manj pogosto) in uporaba mehke spajke. Pri reševanju tega vprašanja je pomembno izhajati iz dejstva, da obstajajo zahteve za uporabo ene ali druge vrste spajkanja
Torej se trde spajke uporabljajo za spajkanje elementov hladilnih enot in klimatskih naprav. V vseh drugih primerih (vodovodni sistemi, ogrevalni sistemi itd.) se lahko uporabi kositrna žica.Toda ne glede na izbrano tehnologijo je treba spomniti, da je tok v vsakem primeru potreben.
Pri reševanju tega vprašanja je pomembno izhajati iz dejstva, da obstajajo zahteve za uporabo ene ali druge vrste spajkanja. Torej se trde spajke uporabljajo za spajkanje elementov hladilnih enot in klimatskih naprav.
V vseh drugih primerih (vodovodni sistemi, ogrevalni sistemi itd.) se lahko uporabi kositrna žica. Toda ne glede na izbrano tehnologijo je treba spomniti, da je tok v vsakem primeru potreben.
Krtače za čiščenje notranja površina bakrene cevi pred spajkanjem
Metode spajkanja bakrenih delov
Za povezavo bakrenih cevi se uporabljata samo dva načina spajkanja. Vsak se uporablja v skladu s specifikacijo in lastnostmi dela. Spajkanje bakrenih cevi z lastnimi rokami je razdeljeno na:
- Pri visokih temperaturah se sicer imenuje "trden". Indikator temperature v tem načinu doseže 900 °. Ognjevzdržna spajka vam omogoča izdelavo šiva z visokimi kazalniki trdnosti, ta metoda se uporablja pri izdelavi cevovodov, ki so izpostavljeni velikim obremenitvam.
- Postopek mehkega spajkanja se izvaja pri temperaturah od 130 °, uporablja se v domačih aplikacijah pri delu s cevmi s premerom do 1 cm Tehnologija vključuje spajanje s priklopom, predhodno obdelavo s fluksno pasto.
Med delom je pomembno, da ne pozabite, da lahko moč plamena, ki ga oddaja gorilnik, doseže 1000 stopinj. Zato je treba obdelavo spojev izvajati največ 20 sekund.
Ko se segreje, se mehka spajka začne topiti in polni spoj.
Značilnosti visokotemperaturnih spojin
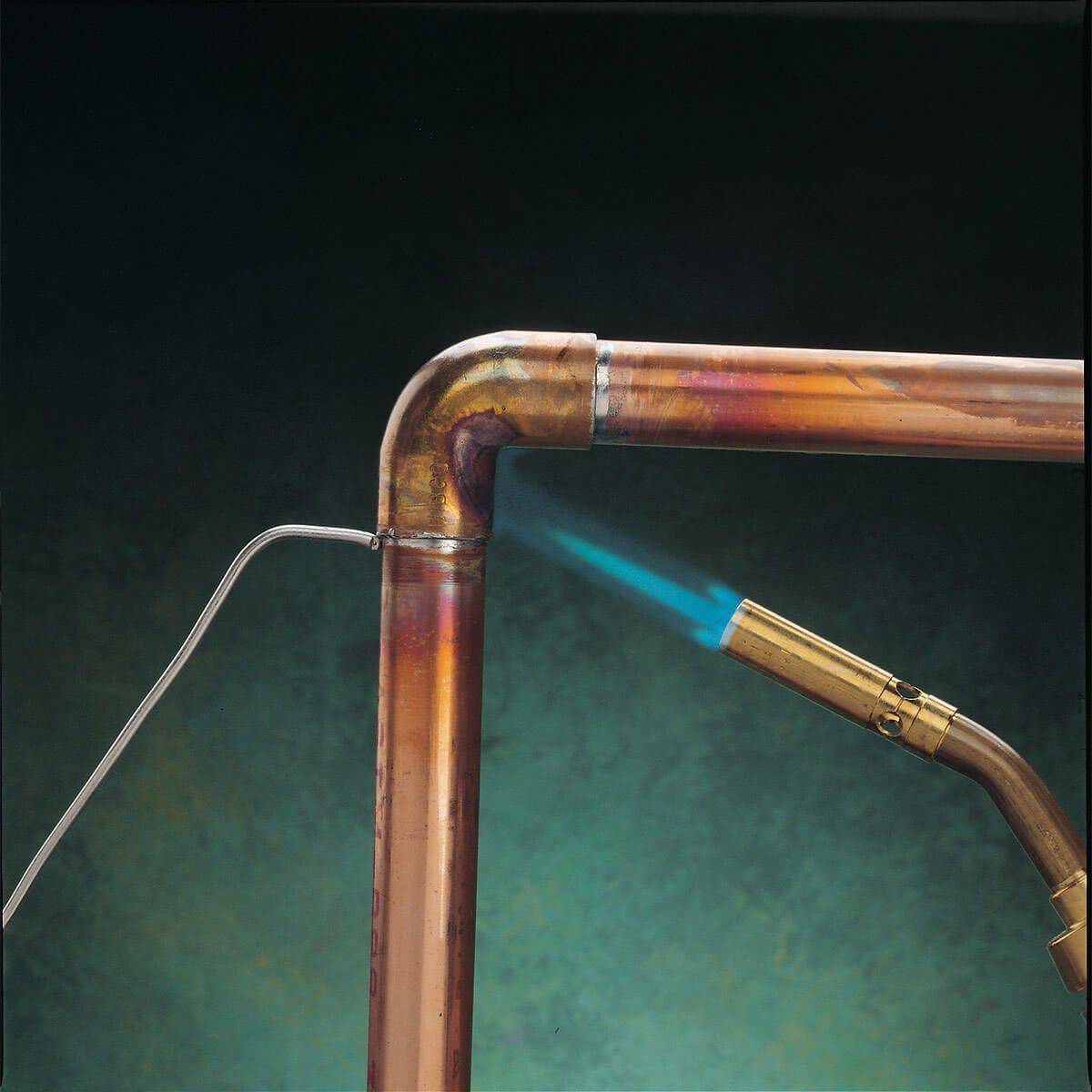
Pri visokotemperaturni metodi spajkanja se kovina žge pri 700 ° C in več, kar prispeva k mehčanju kovine. Za spajkanje se uporablja plamenska oprema, ki je sposobna taliti trde spajke. Spajka je sestavljena iz njihove bakreno-fosforne sestave, ki se proizvaja v obliki palic. Postopek spajkanja bakrenih cevi ne pomeni uporabe fluksa, po zaporedju dejanj je mogoče pravilno zapolniti spoj.

Visokotemperaturni bakreni cevni priključek
Postopek se začne, ko se spajkalna palica stopi, koraki dela so:
- po montaži se spojni šiv segreje;
- na stičišče se dovaja trdna spajka, katere mehčanje poteka s plinskim gorilnikom;
- ko je vizualno potrjeno, da se spajka nanese na kovino, je treba cev zavrteti, preveriti priklop vzdolž celotnega oboda.
Glavna prednost te metode je visoka trdnost spoja bakrenih cevi, po potrebi je mogoče spremeniti premer povezave z manjšo stranjo. Visoke temperature med delovanjem ne morejo uničiti šiva. Trdo spajkanje zahteva določene veščine, med delovanjem je možno pregrevanje, kar vodi do uničenja kovine.









Spajkanje
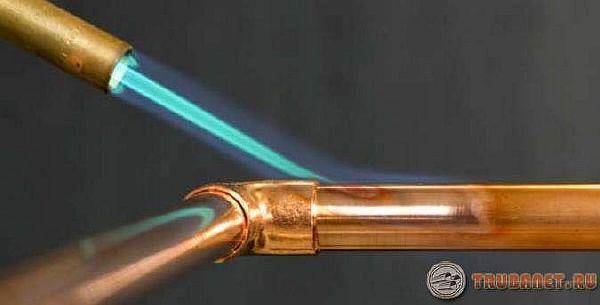
Vsak proces zahteva odgovoren pristop k opravljanju dela. Za ogrevanje se uporablja propan ali bencinski gorilnik pri uporabi mehke spajke s spajanjem bakrenih cevi
Pomembno je vedeti, da bo gorilnik s piezo vžigom znatno skrajšal čas delovanja, dragih modelov brez te funkcije ni priporočljivo kupiti.
Tehnološki proces
Pri tem je pomembna uporaba visokokakovostnih dodatkov, flux pasta igra pomembno vlogo pri povezovanju.Enotno prekrivanje bakrenih cevi dosežemo z mehko krtačo, po nanosu se presežek odstrani s krpo
Temperatura gorilnika lahko doseže 900 stopinj, pri spajkanju je pomembno, da izdelka ne izpostavite preveč, sicer bo prišlo do pregrevanja.
Varnostni ukrepi pri spajkanju bakrenih cevi
Bakrene cevi se uporabljajo kot tekočinski prevodniki z dobrimi protikorozijskimi lastnostmi. Namestitve bakrenih cevi ni mogoče izvesti za zagotavljanje pitne vode iz pipe. Baker pride v stik s klorom, ki je dodan za čiščenje vode, in lahko tvori snovi, škodljive za človeško telo. Za arteške vire vodnjaki niso nevarni za uporabo.

Spajkanje bakra z rokavicami
Pomembno je, da uporabljate visokokakovostno orodje, delate z rokavicami in spremljate stanje opreme. Toplotna prevodnost kovine je precej visoka, ko se eno od vozlišč segreje in se ne upoštevajo varnostni ukrepi, je možno dobiti opekline
Kakovosten šiv je mogoče dobiti v odsotnosti zunanjih dejavnikov v obliki obremenitev, dokler se spoj popolnoma ne ohladi.
Izolacija odcepnih cevi v ogrevalnem omrežju
Video
Za zmanjšanje toplotnih izgub se izvaja izolacija cevi v ogrevalnem omrežju. Neizolirani bakreni okovi povečajo toplotne izgube za petkrat, saj ima ta kovina visoko toplotno prevodnost.

Na vprašanje, kako izolirati bakrene cevi za ogrevanje, skrite v monolitu (tla, stene), je mogoče vse rešiti na naslednji način. Valovi jih bodo odlično zaščitili pred mehanskimi poškodbami, ki jih povzročajo temperaturna nihanja toplotnega nosilca.
Bakreni vodovodni sistem
Mnogi ljudje se poskušajo naučiti spajkati bakrene cevi za vodovod. Vodna cev se zaradi intenzivne uporabe hitro obrabi, česar ne moremo reči o bakreni cevi. Ta vodovod bo trajal večno.
Za priključitev vodovodnega sistema iz bakrenih cevi se uporablja metoda kapilarnega spajkanja (nizkotemperaturna in visokotemperaturna).
Video
Napake pri spajkanju s temi gradbenimi materiali za vodovodne cevi vodijo do njihove korozije. Pojavi se na tistih mestih, kjer je zaščitni film uničen, kar tvori oksidacijo klora.
Razlog za to je klor, ki vsebuje vodo. Da bi se izognili takšni koroziji, je potrebno:
- pri spajkanju ne dovolite, da bi spajka zašla v sredino spoja;
- nakup izdelkov od zaupanja vrednega proizvajalca;
- uporabite vodne filtre.
Bakrena cev za klimatske naprave
Ta vrsta cevnega asortimana se uporablja pri vgradnji klimatskega omrežja, sestavljenega iz notranje in zunanje enote.
Haldagen hkrati prevaža dve bakreni cevi različnih premerov. Obdelovanec manjšega premera prevaža tekoči freon, drugi pa plinasti freon.
Takšne odcepne cevi iz klimatskih naprav so popolnoma primerne za spajkanje. Za spajke se priporočajo fosforno-bakrene in srebrne vrste. In sami agregati kažejo visoko natezno trdnost.
Video
Na kratko opišite, kako spajkati bakrene cevi za klimatske naprave, izgledalo bo tako:
- Najprej se znebite oksidnega filma. Naredite to z brusnim papirjem.
- Po tem se na očiščena območja nanese fluks.
- Priključek je priključen na cev. V tem primeru ne smemo pozabiti na polmilimetrsko vrzel.
- Stičišče se segreje pri temperaturi skoraj tristo stopinj. Ogrevanje se izvaja s plinskim gorilnikom. To naredite enakomerno, gladko premikajte plamen vzdolž strukture.
- Ko končate s spajkanjem, je treba sistem nujno izprati, sicer bodo ostanki toka povzročili korozijo kovine, kar bo povzročilo okvaro klimatske naprave.
Dremel spajkalniki
Težavo, kako spajkati bakrene cevi, je enostavno rešiti s spajkalnikom Dremel. Ti majhni plinski gorilniki so sposobni goreti, spajkati in rezati. Z lahkoto odstranijo staro barvo, odmrznejo in segrejejo materiale cevi za upogibanje.











V okviru 2000 rubljev je spajkalnik "Dremel". S takšno napravo lahko pozabite na dolgo ogrevanje in veliko toplotno pištolo.
Spajkalnik Dremel je opremljen z:
- spajkalnik;
- šoba gorilnika;
- dva noža različnih velikosti;
- refleksna in špranjasta šoba.
Za lažjo uporabo je napravi priloženo več tipk za menjavo šob, zaščitni pokrovček za mehanizem in spajka za spajkanje.
Luknja je zelo priročna za usmerjanje segretega zraka v toplotno skrčljive cevi in jih je mogoče namestiti brez sodelovanja refleksnih šob.
Napravo napolnite z butanom za plinske vžigalnike. Eno polnjenje spajkalnika Dremel zadostuje za eno uro dela.
Video
Ta naprava je za domačo uporabo. Profesionalni analogi stanejo od 5 tisoč rubljev ali več. Spajkanje s takšnim orodjem se spremeni v užitek.
Kako spajkati bakrene cevi, in dejstvo, da je ta metoda zelo učinkovita, je jasno. Navsezadnje to ne zahteva drage posebne opreme.
Pomembno je, da struktura samega materiala ostane nespremenjena.
Rezultat je močan in zanesljiv spoj, ki bo trajal večno.Glavna stvar pri delu je slediti tehnologiji in ravnati previdno.
Druge možnosti spajkanja: delo z bakrenimi cevmi in različnimi kovinami
Spajkanje bakrenih cevi zahteva nekaj izkušenj pri tovrstnem delu. Zato, če se domači mojster prvič loti takšnega dela, je vredno vaditi vnaprej, da ne bi večkrat ponovili že končane vodovodne ali ogrevalne linije. Bakrene cevi je mogoče spajkati tako s trdo spajko (z uporabo plinskega gorilnika) kot z mehkimi zlitinami. V drugem primeru je za bakrene cevi primerno uporabiti spajkalnik velike moči.
Natančno in kakovostno spajkanje je ključ do trajnosti povezave
Nianse spajkanja bakrenih cevi: kako to storiti pravilno
Kot fluks za spajkanje bakrenih cevi je najbolje uporabiti kolofonije. Nanese se v enakomernem sloju na zunanjih površinah cevi, nato pa se nanjo namesti fiting. Na njeni hrbtni strani je nameščen drugi del avtoceste. Nato se okovje segreje s plinskim gorilnikom in vzdolž šivov se "namesti" spajka. Pod vplivom visoke temperature se topi, napolni šiv in ustvari kakovostno tesno povezavo.
Včasih morate storiti brez opreme
Spajkanje bakrenih cevi z lastnimi rokami ni pretežko, vendar to delo zahteva skrbnost in natančnost. Seveda z besedami ni mogoče vsega razumljivo razložiti, zato dragemu bralcu opozarjamo na video o tem, kako spajkati baker s plinskim gorilnikom, iz katerega bo vse postalo bolj jasno.
Oglejte si ta videoposnetek na YouTubu
Ko ste se ukvarjali z vprašanjem, kako spajkati bakrene cevi doma, lahko preidete na naslednjo težavo, in sicer spajkanje neidentičnih kovin (baker z aluminijem, železom ali nerjavnim jeklom).
Kako spajkati bakreno žico na aluminij
Spajkanje aluminija z bakrom je precej zapleten proces. Treba je opozoriti, da ista spajka ni primerna za aluminij kot za baker in obratno. Te kovine je veliko lažje uskladiti z jeklenim tulcem. Čeprav danes proizvajalec ponuja posebne spajke in tokove za takšne namene, so njihovi stroški pomembni, kar vodi v nedonosnost takšnega dela.
Spajkanje bakra in aluminija je precej težko
Celoten problem je v konfliktu med bakrom in aluminijem. Imajo različno ognjevzdržnost, gostoto. Poleg tega aluminij pri interakciji z bakrom začne močno oksidirati. Ta proces se še posebej pospeši, ko električni tok teče skozi povezavo. Zato, če je potrebno bakrene in aluminijaste povezave žice, je najbolje uporabiti samovpenjalne sponke WAGO, znotraj katerih je kontaktna pasta Alyu Plus. Prav ona odstranjuje oksid iz aluminija, preprečuje njegov kasnejši videz in spodbuja normalen stik z bakrenimi vodniki.
Ko ste ugotovili, kako spajkati baker na aluminij, lahko preidete na trše kovine.
Včasih je takšna povezava nepogrešljiva
Kako spajkati baker in nerjaveče jeklo
Pri spajkanju bakra z nerjavnim jeklom ne igra pomembne vloge niti sam spajkalni material, temveč uporabljeno orodje, čeprav je veliko odvisno od potrošnega materiala. Najbolj sprejemljivi materiali v tem primeru so:
- bakreno-fosforjeva spajka;
- kositrno srebro (Castolin 157);
- radijski inženiring.
Nekateri obrtniki trdijo, da bo s pravilnim pristopom k delu uspela tudi najpogostejša spajka na osnovi kositra in svinca.Glavna stvar je obvezna uporaba fluksa (boraks, spajkalna kislina), temeljito segrevanje in šele po tem spajkanje (spajkanje).
Kompleksno spajkanje bakra in nerjavnega jekla
Takšne spojine so redke, zato so specializirane spajke za takšne namene precej drage.
Spajkanje bakra z železom - ali je mogoče
Ta možnost je možna, vendar pod določenimi pogoji. Na primer, preprost propan gorilnik ni več primeren kot grelec. Uporabiti morate propan s kisikom. Boraks je treba uporabiti kot fluks, medenina pa bo delovala kot spajka. Le v tem primeru lahko upamo na normalen rezultat. Spajke za spajkanje bakra z železom ali nerjavnim jeklom ni težko kupiti. Glavna stvar je razumeti, ali bodo dodatni stroški upravičeni.










Možno je tudi spajkanje bakrenih in železnih cevi
In zdaj ponujamo, da si ogledamo, kako skrbno lahko domači mojstri opravljajo dela na spajkanju ceveh avtocest za različne namene.
1 od 5
Potrebna orodja in materiali
Naprave (spajkalniki)
Kot veste, so spajkalniki lahko plinski in električni. Plinski spajkalnik bo zagotovil hitrejšo stopnjo segrevanja, vendar to skoraj vedno spremlja pregrevanje kovine. Električni je počasnejši, ima pa nadzorovano temperaturo ogrevanja. Poleg tega ni odprtega ognja, zaradi česar je ravnanje s spajkalnikom varnejše, še posebej, če so v območju spajkanja morda drugi materiali, naprave ali vnetljive snovi.
 Možnosti izbire so:
Možnosti izbire so:
- Moč.Najmanjši bo tisti, ki bo zagotovil segrevanje kovine v območju spajkanja na temperaturo, ki ni nižja od 450C. Za prodajo so na voljo tudi zmogljivejše naprave: na primer spajkalnik Rotenberger Rotherm 2000 zagotavlja segrevanje do 800 ... 900C (vendar stane veliko več kot proračunski modeli domače ali kitajske proizvodnje).
- Napajanje - iz stacionarnega napajalnika ali baterije preko padajoče naprave. Zanesljivejši in enostavnejši je za uporabo spajkalnika z neposredno povezavo.
- Utež. Pri izvajanju zapletenih manipulacij z napravo je bolje, da je spajkalnik čim lažji, še posebej, če morate spajkati bakrene cevi v ne zelo udobnih pogojih.
- Površina prečnega prereza stika. Debelejša kot je stena cevi, močnejši mora biti spajkalnik.

Spajkalnik za PVC cevi: aparat za varjenje plastičnih vrst, opis PVC cevi se vse pogosteje uporabljajo v zasebni in večnadstropni gradnji namesto kovinskih. So lahke, visoke trdnosti, odporne proti koroziji. Za povezovanje elementov ...
Spajke in drugi potrošni material
Spajka se vbrizga v režo med cevjo in fitingom, katere območje vpliva na dva pomembna vidika spajkanja bakrenih cevi: trdnost spoja in enostavnost spajkanja. Glede moči se zdi, da večja kot je površina prekrivanja, tem bolje. Pravzaprav temu ni tako: dokazano je, da prekrivanje, ki je dvakrat debelejše od tanjšega elementa, povezave ne naredi več močnejše, ampak le oteži ustvarjanje zanesljive povezave.

Razlogi so naslednji. Najprej mora spajkana kovina enakomerno teči v režo med deli po celotni dolžini in obodu spoja.Ena od ovir je, da daljše kot je prekrivanje, dlje mora teči spajkana kovina in bolj ima sposobnost ujeti pline, ki se sproščajo, ko so cevi spajkane. To povzroča vrzeli v sklepu. Zadostna dovod pretoka in dovolj visoko enakomerno segrevanje spoja spodbujata pretok spajkane kovine v spoj, vendar je ta proces težje dosegljiv, ko se prekrivanje poveča in premer poveča.
Drugič, spajka se začne taliti pri temperaturi, nižji od temperature taline, ki se imenuje temperatura solidusa. Tik nad to temperaturo je polnilo za spajkanje mešanica trdne snovi in tekočine. V tako zelo viskoznem stanju kovina ne more zlahka priti v tesno prilegajoč spoj.
Ko se spajka segreje, postane bolj tekoča in doseže likvidus temperaturo. Poveča se tekočina, zato se zapolnjevanje vrzeli zgodi veliko hitreje. Zato je nižja kot je temperatura likvidusa in njena razlika s temperaturo solidusa, bolj optimalna je spajka.
Med spajkanjem se majhna količina bakra raztopi v spajki, majhna količina spajkajočih legirnih elementov pa, nasprotno, difundira v osnovno kovino. Ko se to zgodi, se spremeni kemija spajke in to zmanjša pretočnost.
Na srečo je postopek difuzije počasnejši od časa, ki je potreben, da spajkana kovina teče v pravilno segret spoj. Dlje ko je zvar pri temperaturi spajkanja, bolj se sestava spajkanja približuje bakreni.
Montaža oskrbe z vodo iz bakrenih cevi
Vgradnja vodovodnega ali ogrevalnega sistema iz bakra se ne razlikuje veliko od namestitve vodovodnega ali ogrevalnega sistema iz drugih materialov. Na prvi stopnji je potrebna dobro premišljena shema celotne poti, z dobro kalibriranimi vogali in povezavami. Spomnimo se: shema mora vključevati obvezno povezavo s cevmi glavnega dvižnega voda prek krogelnih ventilov, merilnih naprav, dodatnih izhodov za prihodnjo vodovodno napeljavo.
 Vodovod iz bakrenih cevi
Vodovod iz bakrenih cevi
Izbira vrst in velikosti cevi: žarjene in nežarene, s 3/8 ali 3/4 navojem, s stenami različnih debelin: K, L, M. Teža bakrene cevi in s tem celotne strukture sistem oskrbe z vodo kot celota je lahko odvisen od takšnih podrobnosti, vendar se bistvo namestitve kot celote ne bo spremenilo. Izbira tehnologije za povezovanje bakrenih cevi: spajkanje ali potisni priključki. Izbira je vedno odvisna od potrošnika, vendar na kratko opozorimo: zanesljivost povezave potisnih armatur ni zelo visoka. Zahteva stalen nadzor, armature pa sistematično zategovanje, medtem ko spajkanje bakrenih vodovodnih cevi pomeni zagotavljanje dolgotrajne in nepogrešljive tesnosti. Glavna razlika je način spajanja bakrenih cevi z mehko spajko: zahteva določene veščine in opremo.
Kako izbrati pravo spajko?
Pravilno izbrana spajka bo pomagala organizirati komunikacijski sistem katere koli kompleksnosti brez veliko truda. Ko gre za delo doma, bi morali uporabiti material, ki se topi pri nizkih temperaturah.
Uporaba visokotemperaturnih trdo talnih elementov v vsakdanjem življenju je problematična, saj zahteva segrevanje delovne zlitine na 600-900 stopinj. To je težko doseči brez posebne opreme.
 Spajkanje živilskega bakra se lahko izvaja s posebnimi spajkami, ki ne vsebujejo strupenih, strupenih in agresivnih elementov, ki lahko škodujejo zdravju.
Spajkanje živilskega bakra se lahko izvaja s posebnimi spajkami, ki ne vsebujejo strupenih, strupenih in agresivnih elementov, ki lahko škodujejo zdravju.
Uporaba kovin in njihovih derivatov, ki se talijo pri visokih temperaturah, je povezana z določenim tveganjem. Med obdelavo lahko poškodujejo ali celo zažgejo bakreno cev s tankimi stenami.
Da se to ne bi zgodilo, je smiselno vzeti močno, a nizko talilno mehko spajko in pustiti trdno različico za bakrene komunikacije z debelimi stenami.
 Kadar na sistem ne pričakujemo velikih obremenitev, sploh ni treba uporabljati visoko talilne spajke, razen če je potrebno drugače. V glavnih gospodinjskih kompleksih so mehke spajke iz lahke zlitine povsem dovolj za ustvarjanje zanesljive povezave.
Kadar na sistem ne pričakujemo velikih obremenitev, sploh ni treba uporabljati visoko talilne spajke, razen če je potrebno drugače. V glavnih gospodinjskih kompleksih so mehke spajke iz lahke zlitine povsem dovolj za ustvarjanje zanesljive povezave.
Za priključitev bakrenih cevi v plinska omrežja je vredno izbrati spajke, ki vsebujejo srebro. Zagotavljajo maksimalno trdnost sklepov, nevtralnost vibracij in visoko odpornost na zunanje in notranje vplive.
Plačilo za srebro bo stalo nekoliko več, vendar bodo varnost, zanesljivost in vzdržljivost sistema sčasoma poplačale vse finančne stroške.
Priprava za spajkanje
Pred izvedbo del na varjenju bakrenih cevi je potrebno pripraviti:
- potrebna oprema;
- Dodatni materiali.
oprema
Za spajkanje boste potrebovali naslednjo opremo za bakrene cevi:
posebna naprava za rezanje materiala. Baker je precej mehka kovina, zato mora biti rezalnik cevi visoke kakovosti. Za določitev velikosti cevi boste potrebovali tudi merilni trak in marker, za pravilno povezavo cevi med seboj pa raven stavbe;

Rezalnik cevi
beveler - naprava za obdelavo koncev cevi pred spajkanjem.Dodatna obdelava cevi vam omogoča močnejšo povezavo. Rezalnik je lahko ločena oprema ali vgrajen v rezalnik cevi;











Oprema za obdelavo koncev cevi
cevni ekspander. Cevovodi so izdelani iz cevi enakega premera. Posamezne odseke cevi je mogoče povezati v en sam sistem s posebnimi napravami - fitingi - ali neposredno med seboj brez dodatnih naprav. Če se fitingi za spajkanje bakrenih cevi ne uporabljajo, je za pridobitev močne povezave potrebno nekoliko povečati premer ene od cevi, ki jo je treba spojiti, za kar se uporablja naprava, kot je raztegovalec cevi;

Naprava za povečanje premera na koncu cevi
spajkalnik za bakrene cevi je glavna naprava, ki segreva material za varjenje. Najpogosteje se plinski propan gorilnik uporablja kot spajkalnik, ki je lahko opremljen z jeklenko za enkratno uporabo ali stacionarno. Za gradnjo gospodinjskih cevovodov z lastnimi rokami se uporablja naprava z jeklenko za enkratno uporabo. Gorilnike s stacionarnimi jeklenkami, ki jih je mogoče ponovno napolniti, uporabljajo profesionalni mojstri, ki pogosto varijo cevi.

Orodje za ogrevanje cevi med spajkanjem
kovinska krtača (krtača) za čiščenje površine cevi pred umazanijo in oksidi. Za boljšo obdelavo materiala lahko uporabite tudi fini brusni papir.

Naprava za čiščenje cevi pred spajkanjem
Ni priporočljivo kupiti potrebnega orodja za opravljanje enega dela, na primer za montažo cevovoda doma, saj so finančni stroški nakupa naprave precej visoki. Vsako orodje je mogoče najeti v specializiranih trgovinah.
materiali
Varjenje bakrenih cevi se izvaja z:
- spajka;
- tok.
Spajka je posebna zlitina, namenjena zapolnitvi prostora med cevmi med spajkanjem. Material poveča trdnost šiva in vam omogoča, da podaljšate življenjsko dobo cevovoda.
Glede na temperaturo taljenja ločimo naslednje vrste spajk:
mehka ali nizka temperatura. Temperatura taljenja zlitine ne presega 300 ° C. Uporabljena zlitina temelji na svincu. Dodatno se doda kositer, cink ali srebro. Mehko spajkanje je primerno za cevovode s temperaturo prehodne snovi ne več kot 110ºС in s tlakom največ 16 atmosfer. Navedeni parametri ustrezajo vodovodnim cevim za gospodinjstvo;

Nizkotemperaturna zlitina za spajkanje bakrenih cevi
trdna ali visoka temperatura. Uporablja se za cevovode s povečanim tlakom ali temperaturo prehodnega medija, na primer za ogrevalni sistem. Osnova zlitine je baker. Srebro, cink, titan se uporabljajo kot dodatne kovine. Temperatura taljenja takšne spajke je v povprečju 700ºС.
Visokotemperaturna zlitina za spajkanje cevovodov z izboljšano zmogljivostjo
Trdo in mehko spajkanje se izvaja z uporabo dodatne snovi - fluksa, ki opravlja naslednje funkcije:
- dodatno očisti spajkalne točke iz oksidov, ki preprečujejo nastanek močne povezave;
- razmasti povezane dele cevovoda;
- poveča mazljivost spajka, ki se uporablja za spajkanje, s čimer se poveča trdnost spoja;
- ščiti stičišče cevi pred oksidacijo med uporabo cevovoda.
Pretok je lahko:
- visoka temperatura (več kot 450ºC);
- nizka temperatura (manj kot 450ºC).
Vrsta toka je izbrana za določeno vrsto spajkanja.
Fluks se lahko proizvede:
- v tekoči obliki;
- v trdni obliki;
- v obliki paste.

Sorte tokov za spajkanje
Primeri gotovih vodovodnih cevi iz bakrenih cevi
Na naslednjih fotografijah je več primerov, v katerih je vodovod iz bakrenih cevi že pripravljen:
In tukaj je bakrena cev v sistemu talnega ogrevanja (čeprav ni povsem na temo razdelka):
Namestitev bakrenih cevi z lastnimi rokami je razmeroma enostavna, vendar si vsi ne morejo privoščiti vodovoda iz bakrenih cevi - cena bakrenih cevi je zelo visoka. Poleg tega, ko je kakovost vode nizka, cevi oksidirajo, ozelenijo, bakrov oksid, ki pride v (pitno) vodo, milo rečeno ne prinaša koristi za zdravje. Zato se morate odločiti, ali boste v vodovodnem sistemu vašega doma uporabljali bakrene cevi.









montaža bakrenih cevi naredi sam, vodovod iz bakrenih cevi
Tehnologija mehkega spajkanja
Pred spajkanjem bakrenih cevi je potrebnih nekaj teoretskih besed: če je postopek spajkanja bolj zavesten, bodo mnoge tankosti postale jasne, ko bo delo napredovalo. V vsakdanjem življenju in med vgradnjo vodovodnih sistemov v stanovanja se uporablja tako imenovano "nizkotemperaturno", "mehko" spajkanje: spajkalna mesta se segrejejo na 250-300 C, kar omogoča mehko spajkanje (običajno kositer). taline, vendar so te temperature nevarne tudi za bakrene cevi, zato naj bo izpostavljenost usmerjena in kratkotrajna.
 Mehke spajkalne bakrene cevi za vodo
Mehke spajkalne bakrene cevi za vodo
Čiščenje cevi neposredno pred spajkanjem ni preprosta estetska manipulacija, temveč pogoj, ki vam omogoča, da se znebite oksidacijskih produktov na kovini in najbolj učinkovito lepite materiale. Pri mehkem spajkanju nastane kapilarni učinek, pri katerem se staljena mehka spajka za spajkanje bakrenih cevi enakomerno razporedi po celotni površini spoja, ne glede na to, ali je cev v vodoravnem ali navpičnem položaju. Priporočena reža med stenami cevi in fitingom je strogo določena - 0,1-0,15 mm: večja razdalja zahteva več spajkanja ali pa sploh ne bo dala kapilarnega učinka, manjša bo ustvarila nepotrebno oviro za širjenje spajke .
Izogibanje napakam

Pri spajkanju bakrenih cevi začetni obrtniki pogosto naredijo številne pogoste napake. To so:
- Šibko segrevanje elementov linije, zaradi česar se taljenje spajke pojavi nepopolno. Takšna povezava se bo pod vsako obremenitvijo zrušila.
- Prekomerno pregrevanje bakrove zlitine, nasprotno, vodi do uničenja sloja toka. To pa bo povzročilo nastanek oksida in skale na kovinski površini. Tak učinek bo povzročil tudi uničenje povezave.
- Ignoriranje varnostnih ukrepov. Ker se dela izvajajo s kemičnimi elementi in pri visokih temperaturah, je treba nositi zaščitne rokavice in masko.
- Če nameravate preveriti povezavo, se prepričajte, da se je cev na mestu spajkanja ohladila.
- Pri spajkanju je treba zagotoviti dobro prezračevanje prostora. To zahteva tehnologija dela, saj se spajkanje izvaja z agresivnimi kislimi snovmi.
- Tudi zaščitna oblačila iz grobe tkanine ne bodo odveč, saj obstaja nevarnost, da na telo padejo iskre plamena in delci spajkanja, kar lahko povzroči opekline.
Video: tehnologija spajkanja bakrenih cevi
Pravila za spajkanje bakra
Kadar je treba spajkati bakreni izdelek ali izdelek, ki vsebuje bakrene komponente, je nemogoče dati nedvoumen odgovor, kako in kako je to najbolje narediti. Izbira metode in orodja je odvisna od številnih dejavnikov, kot so velikost in teža delov, njihova sestava. Upošteva se tudi obremenitev, ki ji morajo biti izpostavljeni že spajkani izdelki. Obstaja več načinov spajkanja in bolje je poznati vse, da bi po potrebi izbrali najprimernejšega.
Spajkanje velikih delov
Shema kapilarnega spajkanja bakra.
Če morate spajkati masivne ali velike dele, ki jih ni mogoče segreti na želeno temperaturo s spajkalnikom, se uporablja gorilnik in bakrena spajka. Tok v tem primeru je boraks. Trdnost bakreno-fosforjeve spajke je višja od trdnosti standardne kositrne spajke.
Na mehansko očiščeno cev ali žico se nanese tanek sloj fluksa. Po tem se na cev namesti fiting, prav tako mehansko očiščen. S plinskim gorilnikom se spoj segreva, dokler baker, prevlečen s fluksom, ne spremeni barve. Tok mora postati srebrn, po katerem lahko dodate spajko. Spajka se takoj stopi in prodre v režo med cevjo in fitingom. Ko začnejo na površini cevi ostati kapljice spajka, se spajka odstrani.
Cevi ne pregrevajte, saj to ne prispeva k pojavu večjega kapilarnega učinka. Nasprotno, baker, segret na črno, je manj spajkan. Če kovina začne črniti, je treba ogrevanje ustaviti.
Spajkalne žice ali žica
Spajka s cinkovim kloridom se ne sme uporabljati za spajkanje tankih bakrenih žic, saj bo to uničilo baker. Če fluksa ni na voljo, lahko v tem primeru raztopite tableto aspirina v 10-20 ml vode.
Shema varjenja bakra v okolju inertnega plina.
Bakreno žico ali dele iz žice različnih odsekov je mogoče enostavno segreti na želeno temperaturo s spajkalnikom. Temperaturni režim naj bo tisti, pri katerem se spajka tali, kositer ali svinčeno kositer, z njo pa se izvaja tudi spajkanje. Fluksi morajo vsebovati ali biti izdelani iz kolofonije, lahko se uporabi tudi olje za spajkanje ali celo kolofonija sama.
Površina žice je očiščena umazanije in oksidnega filma, po kateri se deli pocinkajo. Ta postopek vključuje nanos tanke plasti fluksa ali kolofonije na segreti baker, nato pa spajko, ki se s spajkalnikom čim bolj enakomerno porazdeli po površini. Dele, ki jih je treba povezati, povežemo in ponovno segrejemo s spajkalnikom, dokler se že strjena spajka ne začne ponovno topiti. Ko se to zgodi, se spajkalnik odstrani in spoj se ohladi.
Deli se lahko vpnejo v primež, tako da je razdalja med njimi 1-2 mm. Flux se nanese na dele in segreje. Spajka se pripelje do vrzeli med vročimi deli, ki se stopi in zapolni vrzel. Temperatura taljenja spajke za spajkanje na ta način mora biti nižja od temperature taljenja bakra, da se deli ne deformirajo. Del se ohladi, nato ga speremo z vodo in po potrebi obdelamo z brusnim papirjem, dokler ni gladka in enotna.
Spajkalne posode ali luknje za spajkanje v bakru
Pri spajkanju posode se uporablja čisti kositer, katerega tališče je višje od tališča kositra ali spajka, ki vsebuje svinec. Včasih se za spajkanje velikih delov uporabljajo spajkalniki s kladivom, segreti na odprtem ognju s plinskim gorilnikom ali pihalnikom. V prihodnosti se vse dogaja po standardni shemi: čiščenje, fluksiranje in kositranje, spajanje delov in ogrevanje s spajkalnikom. Za ta spajkalnik je priročna čista kositrna spajka.
Od znotraj ima fiting praviloma obrobo, ki preprečuje, da bi se navoj skozi cev. Odstranimo ga lahko z grobo pilo, če je treba nastavek potisniti na cev dlje, kot je predvideno, in na ta način spajkati nepotrebno luknjo.



