- Spajkanje bakrenih cevi z lastnimi rokami: kako spajkati bakrene cevi?
- Spajke za spajkanje bakra
- Plinski gorilniki za spajkanje
- Pravila za varno delovanje opreme
- Kako spajkati cevi
- Metode spajkanja bakrenih delov
- Značilnosti visokotemperaturnih spojin
- Spajkanje
- Varnostni ukrepi pri spajkanju bakrenih cevi
- Navodila za mehko spajkanje
- Pritrditev bakrenih cevi z drugimi materiali
- Miti o bakrenih ceveh
- Kako izbrati pravo spajko?
- Visokotlačne zavezujoče stisnjene povezave
- Metoda #4: Povezava s potisnim priključkom
Spajkanje bakrenih cevi z lastnimi rokami: kako spajkati bakrene cevi?
Obstajata dve vrsti spajkanja bakrenih cevi:
- nizka temperatura;
- visoka temperatura.
S prvo metodo so praviloma nameščene gospodinjske komunikacije. Za to metodo je primerna mehka spajka, lahko je bakrena (s dodatkom fosforja) žica s prečnim prerezom 2 mm, kositer ali svinec z dodatki, mehka spajka s srebrom.
Spajkati sami, z malo spretnosti, ne bo težko.
Mehka spajka ima nižje tališče kot baker, tako da, če upoštevate previdnostne ukrepe, se lahko varno lotite dela.
Najprej morate pripraviti tok, saj očisti kovino iz oksidov in ščiti mesto spajkanja pred dostopom kisika. Flux obdela konec cevi in priključni del, v tem primeru fiting.
Nato je cev priključena na priključek, stičišče pa se segreje s plinskim gorilnikom ali spajkalnikom. Med segrevanjem se spajka topi in v tekočem stanju prodre v vse proste votline spoja. Spajko je treba enakomerno porazdeliti po spoju, cev s fitingom pa odložiti, dokler se ne ohladi.
Trdo spajkanje se izvaja v enakem zaporedju, vendar z višjo temperaturo segrevanja spajkanja.
Spajke za spajkanje bakra
Gradbeni trg ponuja več možnosti spajka za spajkanje bakrene cevi. Obstaja mnenje, da mehke spajke, sestavljene iz kositra z različnimi dodatki, ne morejo zagotoviti zanesljivosti spajkalnih spojev. Kljub temu, da to ni povsem res, lahko igrate na varno in izberete spajko z dodatkom srebra.
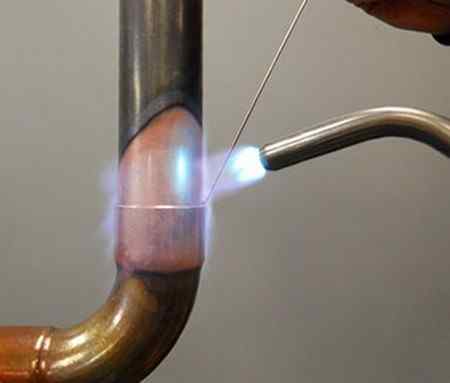
Za visokotemperaturno spajkanje je namenjena trda bakreno-fosforjeva spajka, ki zagotavlja večjo zanesljivost spajkanja. Visokotemperaturno spajkanje se uporablja pri spajanju cevi glavnih cevovodov, kjer so padci tlaka sprejemljivi.
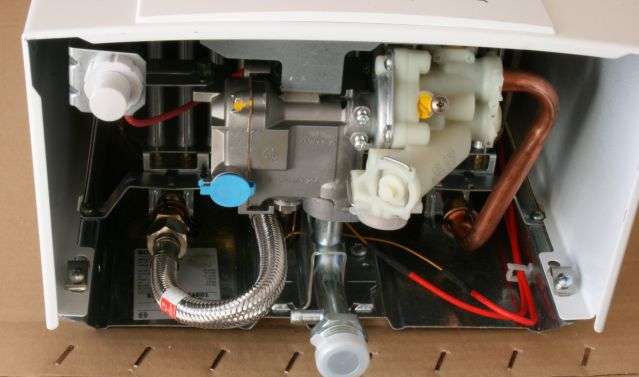
Plinski gorilniki za spajkanje
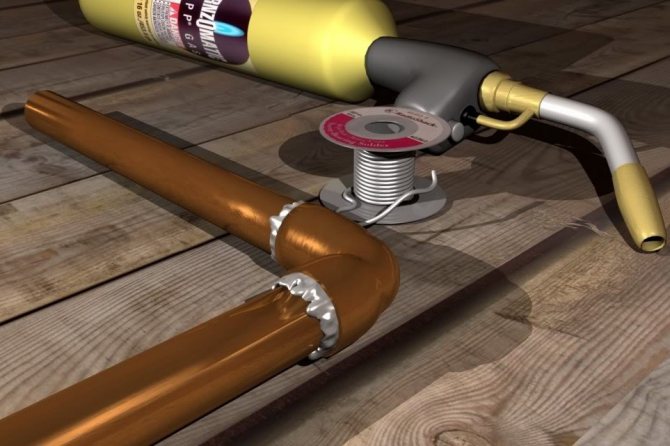
Za začetek samostojne namestitve cevovoda je treba izbrati pravo orodje in opremo za spajkanje bakrenih cevi, pri čemer posebno pozornost posvetimo gorilniku. Gorilnik je lahko:
Gorilnik je lahko:
- Propan (najpogosteje se uporablja pri velikih količinah dela).
- Z mešanico MAPP (plinska mešanica metilacetilen-propadien-propan).
- Acetilen.
- Kisik.
Plinski gorilniki so lahko opremljeni z odstranljivimi jeklenkami za enkratno uporabo ali s cevnim priključkom na stacionarni cilinder.
Za namestitev majhnega cevovoda zadostuje model z odstranljivim rezervoarjem za plin.
To je vse, kar morate vedeti o značilnostih spajkanja bakrenih izdelkov. Če imate potrebno opremo in materiale za spajkanje bakrenih cevi, lahko samostojno namestite domači cevovod, ki bo trajal več let.










Pravila za varno delovanje opreme
Oprema za plinske jeklenke, če se uporablja nepravilno, lahko postane vir hude eksplozije ali požara.
Pri opravljanju varilnih del obvezno uporabljajte osebno zaščitno opremo: očala, rokavice, posebne čevlje.

Pred začetkom dela morate natančno pregledati opremo glede poškodb. Če je oprema umazana, ne pozabite odstraniti umazanije
S propanskimi jeklenkami je mogoče delati le v dobro prezračenih prostorih, temperatura zraka pa ne sme biti pod 0 °C.
Absolutno prepovedano:
- Delajte v bližini odprtega ognja.
- Pri delu naj bo cilinder nagnjen.
- Posode postavite pod sonce.
- Opravite delo brez menjalnika.
- Menjalnik segrejte na odprtem ognju.
Poleg tega, če zavohate plin, morate takoj prenehati z delom in zapreti ventil na jeklenki. Priporočamo tudi, da se seznanite z glavnimi vzroki eksplozije plinskih jeklenk.
Če delate brez osebne zaščitne opreme, se lahko opečete ne le zaradi odprtega ognja, ampak tudi zaradi nenamernega dotika vročih delov.
Če obravnavani domači gorilniki niso primerni za vas, vam priporočamo, da se seznanite z drugimi možnostmi izdelave uporabnih domačih izdelkov, o katerih razpravljamo v naših člankih - gorilnikom in gorilnikom za savno.
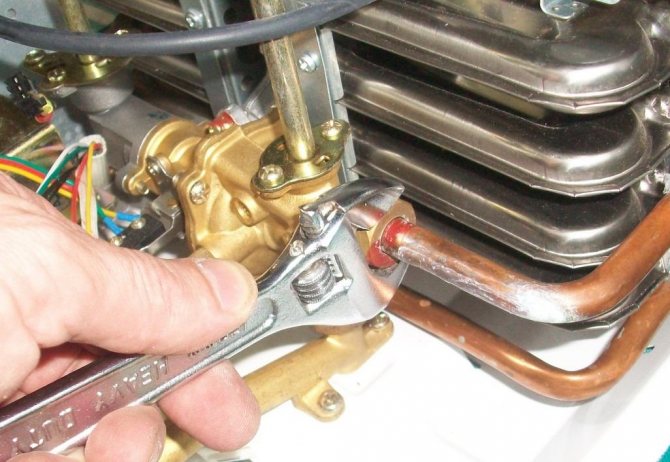
Kako spajkati cevi
Pred začetkom dela morate pripraviti komunikacije za izpostavljenost. Varjenje cevovodov se izvaja na majhnih odsekih kanalizacijskih sistemov, zato morate cev odrezati na določeno velikost. Mesto reza se očisti, po katerem se tam naredi posnetek. Ta operacija bo olajšala priključitev grelnih in hladilnih vej na armature.
Fotografija - navodila po korakih
Za vgradnjo žarjenih materialov boste morali uporabiti tako imenovani ekspander cevi. To orodje je potrebno za namestitev na armature nestandardnega premera. Obstajajo naprave različnih premerov, skoraj do 110 mm.
Navodila po korakih, kako spajkati bakrene cevi kositer:
V skladu s SNiP mora biti nazivni premer vedno manjši od fitinga;
Visokotemperaturna obdelava fug se začne šele po odstranitvi. Fitinge in cevi je treba očistiti s čopičem in po potrebi podrgniti z brusnim papirjem. Glede na shranjevanje komunikacij je priporočljivo tudi obdelati njihove sklepe z alkoholom za razmaščevanje;
Nadalje se na mesto, kjer bodo spajkane bakrene cevi, nanese tanek sloj fluksne paste in nameščeni priključki, ki bodo nameščeni za povezavo delov komunikacije;
Zdaj se gorilnik vklopi na želeno temperaturo. Spajkanje je treba izvesti natančno vzdolž robov spojev, mesto, kjer se spoji spoji, pa segreti z gorilnikom.Za varjenje vodovodnih komunikacij je najbolj priročno delati s kositrom, saj se absorbira v kovino in lahko prihranite čas pri segrevanju spojev;
Cevi je treba spajkati največ 20 sekund, ker je najvišja temperatura gorilnika več kot 1000 stopinj. Bodite previdni, v nekaterih pogojih je potrebno varjenje pri nizkih temperaturah, zato je priporočljivo vedeti, katere vrste cevi imate;
Po izvedbi montaže kanalizacije
Zelo pomembno je, da vode ne vklopite takoj v vodovih, sicer se povezava ne bo imela časa ohladiti in bo prekrita z razpokami - to bo negativno vplivalo na tesnost povezave. Povprečni čas hlajenja bakra je od 30 minut do dveh ur.
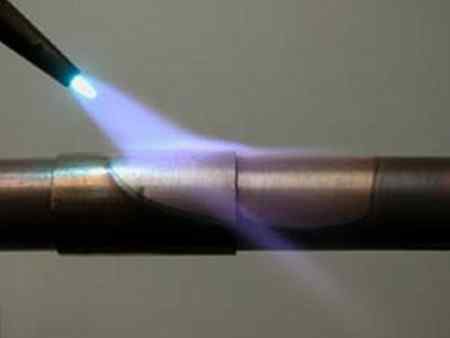
Za varjenje bakrenih cevi z majhno razliko v premeru se uporablja tehnologija "kapilarnega spajkanja". Omogoča vam povezavo posameznih komunikacij s spajkalnikom z razliko med njimi do 0,5 mm. V tem primeru spajka zapolni prostor med cevmi. To omogoča namestitev sistema brez šiva. Tehnika uporablja trde spajke, ki imajo izboljšano zaščitno funkcijo.
Velik del uspeha spajkanja je odvisen od vrste spajkanja, ki se uporablja. Najpogosteje so bakrene cevi varjene s srebrom, medenino in kositrom, ki imajo visoke stopnje pretoka. Manj pogosto se delo izvaja z aluminijem.
Takoj lahko kupite ne samo stroj za spajkanje bakrenih cevi, temveč tudi komplet ekspanderjev in fitingov, ki bodo potrebni pri ožičenju kanalizacije brez profesionalnega vodovodarja. Pred začetkom dela vam svetujemo, da se udeležite usposabljanja iz tehnologije ali si vsaj ogledate video.










Metode spajkanja bakrenih delov
Za povezavo bakrenih cevi se uporabljata samo dva načina spajkanja.Vsak se uporablja v skladu s specifikacijo in lastnostmi dela. Spajkanje bakrenih cevi z lastnimi rokami je razdeljeno na:
- Pri visokih temperaturah se sicer imenuje "trden". Indikator temperature v tem načinu doseže 900 °. Ognjevzdržna spajka vam omogoča izdelavo šiva z visokimi kazalniki trdnosti, ta metoda se uporablja pri izdelavi cevovodov, ki so izpostavljeni velikim obremenitvam.
- Postopek mehkega spajkanja se izvaja pri temperaturah od 130 °, uporablja se v domačih aplikacijah pri delu s cevmi s premerom do 1 cm Tehnologija vključuje spajanje s priklopom, predhodno obdelavo s fluksno pasto.
Med delom je pomembno, da ne pozabite, da lahko moč plamena, ki ga oddaja gorilnik, doseže 1000 stopinj. Zato je treba obdelavo spojev izvajati največ 20 sekund.
Ko se segreje, se mehka spajka začne topiti in polni spoj.
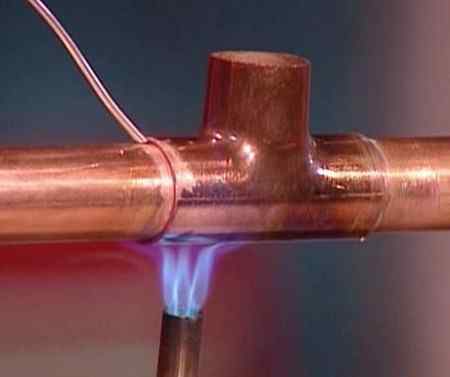
Značilnosti visokotemperaturnih spojin
Pri visokotemperaturni metodi spajkanja se kovina žge pri 700 ° C in več, kar prispeva k mehčanju kovine. Za spajkanje se uporablja plamenska oprema, ki je sposobna taliti trde spajke. Spajka je sestavljena iz njihove bakreno-fosforne sestave, ki se proizvaja v obliki palic. Postopek spajkanja bakrenih cevi ne pomeni uporabe fluksa, po zaporedju dejanj je mogoče pravilno zapolniti spoj.
Visokotemperaturni bakreni cevni priključek
Postopek se začne, ko se spajkalna palica stopi, koraki dela so:
- po montaži se spojni šiv segreje;
- na stičišče se dovaja trdna spajka, katere mehčanje poteka s plinskim gorilnikom;
- ko je vizualno potrjeno, da se spajka nanese na kovino, je treba cev zavrteti, preveriti priklop vzdolž celotnega oboda.
Glavna prednost te metode je visoka trdnost spoja bakrenih cevi, po potrebi je mogoče spremeniti premer povezave z manjšo stranjo. Visoke temperature med delovanjem ne morejo uničiti šiva. Trdo spajkanje zahteva določene veščine, med delovanjem je možno pregrevanje, kar vodi do uničenja kovine.
Spajkanje
Vsak proces zahteva odgovoren pristop k opravljanju dela. Za ogrevanje se uporablja propan ali bencinski gorilnik pri uporabi mehke spajke s spajanjem bakrenih cevi
Pomembno je vedeti, da bo gorilnik s piezo vžigom znatno skrajšal čas delovanja, dragih modelov brez te funkcije ni priporočljivo kupiti.
Tehnološki proces
Pri tem je pomembna uporaba visokokakovostnih dodatkov, flux pasta igra pomembno vlogo pri povezovanju. Enotno prekrivanje bakrenih cevi dosežemo z mehko krtačo, po nanosu se presežek odstrani s krpo
Temperatura gorilnika lahko doseže 900 stopinj, pri spajkanju je pomembno, da izdelka ne izpostavite preveč, sicer bo prišlo do pregrevanja.
Varnostni ukrepi pri spajkanju bakrenih cevi
Bakrene cevi se uporabljajo kot tekočinski prevodniki z dobrimi protikorozijskimi lastnostmi. Namestitve bakrenih cevi ni mogoče izvesti za zagotavljanje pitne vode iz pipe. Baker pride v stik s klorom, ki je dodan za čiščenje vode, in lahko tvori snovi, škodljive za človeško telo.Za arteške vire vodnjaki niso nevarni za uporabo.










Spajkanje bakra z rokavicami
Pomembno je, da uporabljate visokokakovostno orodje, delate z rokavicami in spremljate stanje opreme. Toplotna prevodnost kovine je precej visoka, ko se eno od vozlišč segreje in se ne upoštevajo varnostni ukrepi, je možno dobiti opekline
Kakovosten šiv je mogoče dobiti v odsotnosti zunanjih dejavnikov v obliki obremenitev, dokler se spoj popolnoma ne ohladi.
Navodila za mehko spajkanje
Pozor: rob cevi in sama cev morata biti popolnoma enakomerna in ravna - od tega bo odvisna kakovost pritrditve delov, zato je za rezanje cevi najbolje uporabiti rezalnik cevi
- S pomočjo ekspanderja cevi povečajte premer fitinga, s pomočjo rezalnika očistite robove cevi.
- Notranjost priključka polirajte s čopičem, zunanjo stran cevi pa s čopičem.
- S čopičem nanesite spajkalno pasto - flux - na fiting in cev ter takoj pritrdite dele, pri čemer se izognete kakršni koli kontaminaciji.
- Za nežno segrevanje spoja uporabite gorilnik za spajkanje, ki se premika po celotni ravnini. Merilo za dobro ogrevanje je sprememba barve paste.
- Dokončajte segrevanje delov, ki jih želite spojiti, nanesite spajko po celotni površini spoja. Spajkalne žice se ne sme dotikati s plamenom gorilnika: spajka se mora stopiti na bakreni površini cevi, natančno od njene temperature brez posredovanja ognja.
- Počakajte na naravno hlajenje spoja - brez kakršnih koli sredstev za hlajenje.
- Preostalo pasto odstranite s cevi z vlažno gobo. Njegov učinek je potreben le pri spajkanju: uniči zaščitno plast bakrene podlage.
Pozor: deli med spajkanjem in začasno po njem morajo biti dobro pritrjeni, saj je bakrene cevi mogoče spajkati le v mirujočem položaju. Spoj na mestu pritrditve delov mora biti tesen in enakomeren.
Rezultat bo mogoče preveriti šele, ko je v cevovodu vklopljen zadosten tlak vode, če pa je spajkanje potekalo dobro, se zanesljivost povezave nikakor ne zmanjša zaradi temperature vode, morebitnih padcev tlaka ali občasnih čas
Spoj na mestu pritrditve delov mora biti tesen in enakomeren. Rezultat bo mogoče preveriti šele, ko je v cevovodu vklopljen zadosten tlak vode, če pa je spajkanje potekalo dobro, se zanesljivost povezave nikakor ne zmanjša zaradi temperature vode, morebitnih padcev tlaka ali občasnih čas.
Pritrditev bakrenih cevi z drugimi materiali
Obstaja več pomembnih odtenkov, povezanih z možnostmi povezovanja bakrenih konstrukcij z izdelki iz drugih kovin:
- Pritrditev bakra in pocinkanega jekla lahko negativno vpliva na stanje cevovoda iz pocinkanega jekla: kemične reakcije med cinkom in bakrom vodijo do uničenja prvega.
- Bakreni pritrdilni elementi iz jekla, plastike in medenine so varni in ne korodirajo kovin.
Če je torej treba pritrditi bakrene in pocinkane cevi, je to mogoče storiti le s pomočjo medeninaste armature in samo v eni smeri: skozi kroženje vode iz pocinkane cevi do bakrene cevi.
Bakrene cevi so pritrjene na plastične ali jeklene cevi samo z medeninastimi potisnimi priključki.Glavno pritrditev sistema poteka s pomočjo vpenjalnega obroča in vpenjalne matice fitinga: privijačeni so s standardnim številom zavojev, navedenim v tehnični podpori okovja, in jih je treba občasno preverjati med delovanjem glede morebitnih puščanj. ali popuščanje.
Miti o bakrenih ceveh
Zaradi pomanjkanja navade bakra kot materiala za plinske, vodovodne in ogrevalne sisteme ima sodobni domači potrošnik določeno nezaupanje do te kovine. Obstajata dva mita:
- Bakrene cevi so nevarne v stiku s klorirano vodo. Seveda baker, ki začne reakcijo s klorovimi elementi, oksidira, vendar film, ki se pojavi v cevovodu, nasprotno, ščiti cevi pred različnimi kemičnimi učinki in je popolnoma varen za človeško telo.
- Bakrene cevi so kljub visokim stroškom drage in nepraktične. Nepraktičnost je razložena z verjetno oksidacijo zunanje strani cevi, medtem ko so v notranjosti tudi bakrene cevi oksidirane, vendar so popolnoma imune proti koroziji. Dražjo ceno bakrenih cevi več kot pokrijeta vzdržljivost materialov in enostavnost montaže z lastnimi rokami.
Toda takšne mite je mogoče uničiti le z dolgoletno prakso. Ni zaman, da je bila ta kovina uporabljena v vodovodnih sistemih pred nekaj stoletji, do zdaj pa ima baker zasluženo priznanje v evropskih državah. Zaradi enostavne montaže in kakovosti materialov so bakrene cevi za hišno vodovodno napeljavo bolj zaželene in bodo zagotovo našle nove občudovalce pri nas.





![Spajkanje bakrenih cevi naredi sam [izbor gorilnika, video, nasveti]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Kako izbrati pravo spajko?
Pravilno izbrana spajka bo pomagala organizirati komunikacijski sistem katere koli kompleksnosti brez veliko truda. Ko gre za delo doma, bi morali uporabiti material, ki se topi pri nizkih temperaturah.
Uporaba visokotemperaturnih trdo talnih elementov v vsakdanjem življenju je problematična, saj zahteva segrevanje delovne zlitine na 600-900 stopinj. To je težko doseči brez posebne opreme.
Spajkanje živilskega bakra se lahko izvaja s posebnimi spajkami, ki ne vsebujejo strupenih, strupenih in agresivnih elementov, ki lahko škodujejo zdravju.
Uporaba kovin in njihovih derivatov, ki se talijo pri visokih temperaturah, je povezana z določenim tveganjem. Med obdelavo lahko poškodujejo ali celo zažgejo bakreno cev s tankimi stenami.
Da se to ne bi zgodilo, je smiselno vzeti močno, a nizko talilno mehko spajko in pustiti trdno različico za bakrene komunikacije z debelimi stenami.
Kadar na sistem ne pričakujemo velikih obremenitev, sploh ni treba uporabljati visoko talilne spajke, razen če je potrebno drugače. V glavnih gospodinjskih kompleksih so mehke spajke iz lahke zlitine povsem dovolj za ustvarjanje zanesljive povezave.
Za priključitev bakrenih cevi v plinska omrežja je vredno izbrati spajke, ki vsebujejo srebro. Zagotavljajo maksimalno trdnost sklepov, nevtralnost vibracij in visoko odpornost na zunanje in notranje vplive.
Plačilo za srebro bo stalo nekoliko več, vendar bodo varnost, zanesljivost in vzdržljivost sistema sčasoma poplačale vse finančne stroške.
Visokotlačne zavezujoče stisnjene povezave
Napredek v tehnologiji lepilnega stiskanja in pri razvoju materialov za tesnilne obroče je omogočil uporabo veznih stisk na visokotlačnih sistemih. Vendar pa visokotlačni sistemi zahtevajo nekoliko drugačne konfiguracije stiskalnih čeljusti.
Rezultat izdelave veznega vozlišča s tehniko 360º dvojnega stiskanja
Pritrdilne spojke za nizkotlačne, procesne in nemedicinske stisnjene plinovode uporabljajo eno samo standardno šesterokotno obliko.
Večtlačno lepljenje zahteva uporabo posebej oblikovanih stiskalnic in vpenjalnih čeljusti, ki zagotavljajo 360° dvojno stiskanje na okovju.
Metoda #4: Povezava s potisnim priključkom
Posebnost metode potisne montaže je, da za montažo niso potrebna dodatna orodja, gorilniki, posebni gorilni plini ali elektrika. Potisni sklop je zagotovljen z integriranim elastomernim tesnilom in oprijemnim obročem iz nerjavnega jekla.
V vseh pogledih priročen in dokaj praktičen za delovanje, način sestavljanja sklopa z vstavljanjem s pritiskom (push-connect)
Tipična tlačna in temperaturna območja za potisne sklope so prikazana v tabeli:
| Vrsta montaže | Razpon tlaka, kPa | Temperaturno območje, ºC |
| Potisni vstavek, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Obstajata dve pogosti vrsti okovja za to vrsto montaže. Obe možnosti ustvarjata močne, zanesljive vozle.Medtem ko ena vrsta vtičnice omogoča enostavno odstranitev sklopa po namestitvi, na primer za vzdrževanje sistema, druga ne podpira te konfiguracije. Ta trenutna oprema se med seboj razlikujeta.








Vrste armatur za potisne povezave: na levi - zložljiva izvedba; desno - neločljiv dizajn
Pred montažo sklopa je potrebno izvesti vse pripravljalne postopke z bakreno cevjo, kot je že opisano zgoraj
Pri tem je treba posebno pozornost nameniti čiščenju poševnega konca bakrene cevi z brusnim papirjem, najlonsko abrazivno krpo ali sanitarno krpo. Ta dejanja zagotavljajo celovitost tesnilnega tesnila v času vstavljanja bakrene cevi v telo okovja.
Montaža vključuje izvedbo toge potisne, hkratne zasuke, usmerjene v telo okova. Premikanje bakrene cevi znotraj fitinga se izvaja, dokler se bakrena cev ne nasloni na hrbtno stran skodelice fitinga. Ta trenutek je običajno označen s predhodno narejeno oznako globine vstavljanja na površini bakra.
S pomočjo informacij: Cooper