- Kako začeti kot varilec začetnik
- Možne okvare varilnih spojev in šivov
- Tehnologija električnega varjenja
- Kako prižgati lok
- Hitrost varjenja
- Metode varjenja
- Šesti nasvet
- Kaj potrebujete za varjenje doma?
- Kaj še morate imeti
- Varilni elementi
- Osnove električnega varjenja
- Vrste električnega varjenja
- Tehnologija varjenja
- Navodila po korakih za varjenje z inverterjem
- Orodja in oprema
- Vrste opreme
- Orodja in oprema
- Tehnologija varjenja
Kako začeti kot varilec začetnik
Tukaj je končno pred vami varilni inverter, varilna maska in elektrode. To ni vse, kar bo potreboval izkušeni varilec, vendar je dovolj, da začne začetnik. naučite se kuhati z električnim varjenjem.
Najprej boste morali na pretvornik priključiti dva kabla. En kabel z držalom za elektrodo, drugi pa z ozemljitvenim priključkom
Kje je kateri kabel bolje priključiti na plus ali minus pretvornika, še ni tako pomembno. Izvedete lahko več o neposredni in povratni polariteti, postopoma se naučite osnov varjenja
Zato drzno priključimo držalo elektrode na plus pretvornika, objemko z ozemljitvijo pa na negativni konektor, vstavimo elektrodo v držalo in poskusimo kuhati. V tem primeru pred vžigom elektrode pravilno nastavite varilni tok na pretvorniku.Preprosto uporabite tabelo s parametri elektrod in varilnega toka (glejte zgoraj), nato pa izberite najprimernejšo vrednost.
Torej, najprej se morate naučiti, kako prižgati lok. To naredimo z rahlim udarcem elektrode po kovini ali z rahlim premikanjem njene konice po kovini. Za začetnike je bolje uporabiti drugo možnost.
Elektrode ni treba premočno vtikati v kovino, saj se bo zagotovo prijela na površino. Takoj, ko zasveti varilni lok, ga morate med varjenjem nenehno goreti. V tem primeru mora biti razdalja med elektrodo in kovinsko površino približno 2-3 mm (kratek lok).
Če vam je vse uspelo in lok gori, lahko poskusite zvariti obdelovanec. Če želite to narediti, nagnite elektrodo na stran in jo držite pod kotom 40-60 stopinj. Nežno začnite premikati elektrodo od strani do strani vzdolž sklepa. Elektrodo lahko vodite na različne načine, vendar je preprosto nemogoče obvladati vse naenkrat.
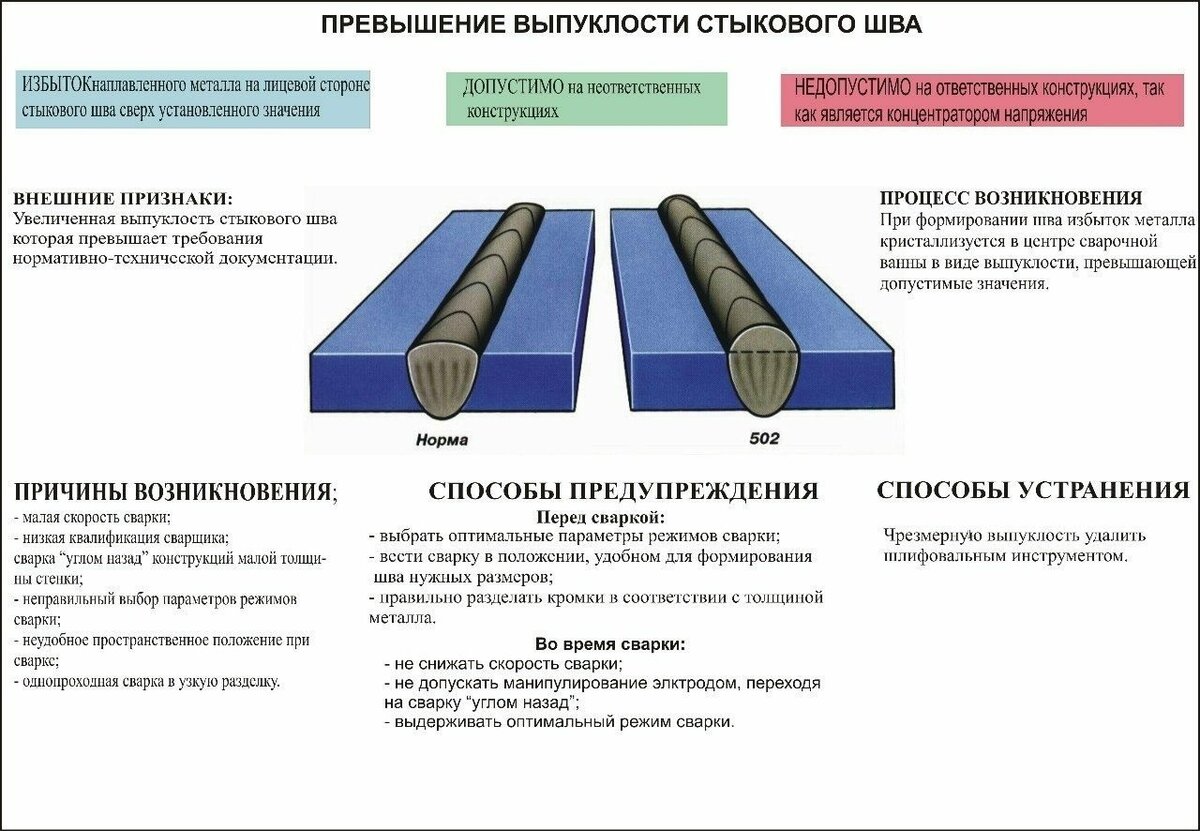
Možne okvare varilnih spojev in šivov
Električno varjenje je zapleten proces in ne gre vedno vse gladko.
Zaradi napak pri delu imajo lahko šivi in spoji različne napake, vključno z:
- Kraterji. Majhne vdolbine v zvarnem krogu. Lahko se pojavi kot posledica preloma loka ali napake pri izvedbi končnega fragmenta šiva.
- Pore. Varilni šiv postane porozen zaradi kontaminacije robov delov z rjo, oljem itd. Poleg tega se lahko pojavi poroznost, ko se šiv ohladi prehitro, pri visokih hitrostih varjenja in pri delu z mokrimi elektrodami.
- Podrezi. Izgledajo kot majhne vdolbine na obeh straneh kroglice šiva.Pojavijo se, ko so elektrode premaknjene v smeri navpične stene pri varjenju vogalnih spojev. Poleg tega se pri delu z dolgim lokom ali če so vrednosti varilnega toka previsoke, tvorijo podrezi.
- Vključki žlindre. V notranjosti varilne kroglice so koščki žlindre. To se lahko zgodi, če so robovi umazani, je hitrost varjenja visoka ali če je varilni tok prenizek.
To so najpogostejše napake zvarov, lahko pa obstajajo tudi druge.
Tehnologija električnega varjenja
Električno varjenje je proces, ki nastane pod vplivom visokih temperatur, nad taljenjem kovine. Zaradi varjenja na kovinski površini nastane tako imenovani varilni bazen, ki je napolnjen s staljeno elektrodo in tako nastane varilni šiv.
Zato so glavni pogoji za izvedbo električnega varjenja vžig elektrodnega loka, taljenje kovine na obdelovancih, ki jih je treba variti, in z njo napolniti varilni bazen. Zdi se, da je v vsej preprostosti nepripravljeni osebi to zelo težko narediti. Najprej morate razumeti, kako hitro elektroda gori, kar je odvisno od njenega premera in jakosti toka, prav tako pa je mogoče razlikovati žlindro med varjenjem kovin.
Poleg tega je treba med varjenjem (od strani do strani) vzdrževati enakomerno hitrost in pravilno gibanje elektrode, tako da je zvar gladek in zanesljiv, sposoben prenesti obremenitve pri lomljenju.
Kako prižgati lok
Začetek razvoja električnega varjenja mora biti s pravilnim vžigom loka. Usposabljanje je najbolje opraviti na nepotrebnem kosu kovine, vendar ne sme biti zarjavel, saj bo to resno zapletlo nalogo in lahko zmedo varilca začetnika.
Obstajata dva preprosta načina za začetek loka:
- S hitrim dotikom elektrode na površino obdelovanca in jo nato povlečete na razdaljo 2-3 mm. Če dvignete elektrodo z zgornje kovine, lahko lok izgine ali postane preveč nestabilen;
- Udarite z elektrodo po površini obdelovanca, ki ga želite variti, kot da bi prižgali vžigalico. Kovine se je treba dotakniti s konico elektrode in jo potegniti 2-3 cm vzdolž površine (proti mestu varjenja), dokler se lok ne vname.
Druga metoda vžiga loka je najbolj primerna za začetnike električne varilce, saj je najpreprostejša. Tudi kratkotrajno vodenje po kovini segreje elektrodo, nato pa postane veliko lažje kuhati z njo.


Po vžigu loka ga je treba držati čim bližje površini obdelovanca, na razdalji največ 0,5 cm. Poleg tega mora biti ta razdalja ves čas približno enaka, sicer bo zvar biti grda in neenakomerna.
Hitrost varjenja
Hitrost elektrode je odvisna od debeline varjene kovine. V skladu s tem je tanjši, hitrejša je hitrost varjenja in obratno. Izkušnje s tem bodo prišle s časom, ko se boste naučili prižgati lok in začeli bolj ali manj kuhati. Spodnje slike prikazujejo ilustrativne primere, s katerimi lahko razumete, s kakšno hitrostjo je bilo varjenje.
Če počasi, se izkaže, da je varilni šiv debel, njegovi robovi pa so močno stopljeni. Če je, nasprotno, elektroda gnana prehitro, je šiv šibek in tanek, pa tudi neenakomeren. Pri pravilni hitrosti varjenja kovina popolnoma napolni varilni bazen.
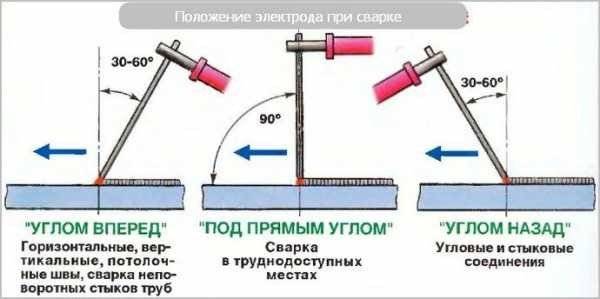
Poleg tega morate pri varjenju spremljati pravilen kot elektrode glede na kovinsko površino.Kot mora biti približno 70 stopinj in se lahko po potrebi spremeni. Med nastajanjem zvara je gibanje elektrode lahko vzdolžno, translacijsko in oscilatorno, od strani do strani.
Vsaka od teh tehnik vodenja elektrode vam omogoča, da dosežete želeni šiv, zmanjšate ali povečate njegovo širino in spremenite nekatere druge parametre.
Metode varjenja
Trenutno se za varjenje uporablja veliko metod. Razdeljeni so po različnih kriterijih. Te informacije bodo koristne za začetnika, zato jih vsekakor preberite.
Glede na segrevanje se lahko robovi izdelka popolnoma stopijo ali pa so v plastičnem stanju. Prva metoda zahteva tudi uporabo določenih sil na dele, ki jih je treba spojiti - tlačno varjenje.
V drugem primeru se povezava oblikuje kot posledica tvorbe zvarnega bazena, v katerem sta staljena kovina in elektroda.
Obstajajo tudi druge metode varjenja, pri katerih se izdelek sploh ne segreje - hladno varjenje ali ni doveden v plastično stanje - povezava z ultrazvokom.
Metode in vrste varjenja.
Druge vrste varjenja so navedene spodaj:
- kovač.
Pri tej metodi se konci izdelkov, ki jih je treba spojiti, segrejejo v peči in nato kovajo. Ta metoda je ena najstarejših in se trenutno praktično ne uporablja. - Plinska stiskalnica.
Robove izdelkov segreje kisik-acetilensko pleme po celotni ravnini in jih spravi v plastično stanje, nato pa jih stisnemo.Ta metoda je zelo učinkovita in produktivna. Uporablja se pri gradnji plinovodov, železnic, strojništva. - Kontakt.
Deli so vključeni v električni tokokrog varilne opreme in skozi njih poteka tok. Na stičišču delov pride do kratkega stika, zaradi česar se na stičišču sprosti velika količina toplote. Dovolj je, da se kovina stopi in poveže. - Zadka, točka in šiv - sorte kontaktnega načina pritrditve izdelka.
- Valjček.
Uporablja se pri povezovanju pločevinastih konstrukcij, ki zahtevajo kakovostne in zanesljive šive. - Termit.
Kovino drži skupaj goreči termit, mešanica železovega prahu in čistega aluminija. - Atomska voda.
Robovi izdelka se stopijo z delovanjem loka, ki gori med dvema volframova elektrodama. Elektrode so povezane s posebnimi držali, preko katerih se dovaja vodik. Zaradi tega sta oblok in tekoča kovina zvarnega bazena zaščitena z vodikom pred škodljivimi učinki atmosferskih plinov, kot sta kisik in dušik. - plin.
Bistvo metode je uporaba plamena za segrevanje in taljenje delov. Plamen nastane z zgorevanjem gorljivega plina v atmosferi kisika. Zmes plina in kisika se pridobiva s posebnimi gorilniki.
Metoda plinskega varjenja se nanaša na fuzijsko varjenje. Vrzeli med izdelki so zapolnjene s polnilno žico. Ta metoda se pogosto uporablja na različnih področjih človeškega življenja. Najpogosteje najdemo pri povezovanju tankostenskih izdelkov, barvnih kovin, litega železa.
Pri delu z inverterskim aparatom je polarnost elektrod zelo pomembna.Glede na shemo se intenzivnost ogrevanja dela spreminja, kar vam omogoča ustvarjanje različnih pogojev varjenja
Šesti nasvet
Pijano morje do kolen. Nikoli ne varite, ko ste pod vplivom alkohola. Bolje je zapustiti delo, kot pa delati varjenje "piti". Ta nasvet je pomemben za Ukrajino. Moral sem gledati, kako je varilec četrte kategorije opravil zakon, potem ko je varil v pijanem stanju. Naslednji dan ni mogel verjeti svojim očem. Zanikal je, da je to njegova naloga. Če je dizajn odgovoren, je vse veliko slabše. V enem gradbenem podjetju so na gradbišče poslali varilca, ki ni mogel izvesti navpičnega šiva, kjer so njegove naloge vključevale namestitev in namestitev balkonov in ograj na njih. Zdaj si predstavljajte, da je večino časa to delo opravljal pijan. Mimogrede, v teh nebotičnikih že živijo ljudje, gradbeno podjetje pa že dolgo ne obstaja.



Kaj potrebujete za varjenje doma?
Za izvedbo dela boste potrebovali najprej varilni stroj. Obstaja več njegovih sort.
Odločimo se, kateri naj raje.
- varilni generator. Posebnost je sposobnost ustvarjanja električne energije in njene uporabe za ustvarjanje loka. Uporabno bo tam, kjer ni vira energije. Ima impresivne dimenzije, zato ni zelo priročen za uporabo.
- varilni transformator. Naprava pretvarja izmenično napetost, ki se napaja iz omrežja, v izmenično napetost druge frekvence, ki je potrebna za varjenje. Naprave so enostavne za uporabo, vendar imajo znatne dimenzije in negativno reagirajo na morebitne prenapetosti.
- Varilni usmernik.Naprava, ki pretvarja napetost iz omrežja v enosmerni tok, ki je potreben za nastanek električnega loka. Razlikujejo se po kompaktnosti in visoki učinkovitosti dela.
Za domačo uporabo je prednosten usmernik inverterskega tipa. Običajno jih imenujemo preprosto pretvorniki. Oprema je zelo kompaktna. Pri delu je obešen na ramo. Načelo delovanja naprave je precej preprosto.
Pretvori visokofrekvenčni tok v enosmerni tok. Delo s to vrsto toka zagotavlja najvišjo kakovost zvara.
Varilni generator lahko deluje v odsotnosti omrežja. Električno energijo proizvaja sam. Sistem je zelo zajeten, z njim je precej težko delati.
Razsmerniki so ekonomični, delujejo iz gospodinjskega omrežja. Poleg tega je za začetnika bolje delati z njimi. So izjemno enostavni za uporabo in zagotavljajo stabilen lok.
Pomanjkljivosti pretvornikov vključujejo višje stroške kot druge naprave, občutljivost na prah, vlago in prenapetost.
Pri izbiri pretvornika za domače varjenje bodite pozorni na obseg vrednosti varilnega toka. Najmanjša vrednost - 160-200 A
Dodatne funkcije opreme lahko olajšajo delo začetniku.
Od teh prijetnih "bonusov" velja omeniti:
- Hot Start - kar pomeni povečanje začetnega toka, ki se dovaja v trenutku, ko se varilni lok vžge. Zahvaljujoč temu je lok veliko lažje aktivirati.
- Anti-Stick - samodejno zmanjša varilni tok, če se elektrodna palica zatakne. Tako ga je lažje sneti.
- Arc Force - poveča varilni tok, če se elektroda prehitro pripelje do obdelovanca. V tem primeru do lepljenja ne pride.
Poleg varilnega stroja katere koli vrste bodo potrebne elektrode. Njihovo blagovno znamko je najbolje izbrati po posebni tabeli, ki označuje vrsto materiala, ki se vari.
Potrebovali boste tudi varilno masko. Najboljša stvar je tista, ki se nosi na glavi. Modeli, ki jih želite držati v roki, so izjemno neudobni.
Z varjenjem je treba delati le v zaščitni obleki. Posebna maska bo zaščitila vaše oči pred ultravijoličnim sevanjem in brizganjem, tesna obleka in platnene rokavice pa bodo preprečile opekline
Maska je lahko preprosto zatemnjeno steklo ali tako imenovani "kameleon". Slednja možnost je boljša, saj se ko se pojavi lok, steklo samodejno zatemni.
Delati je treba le v posebnih oblačilih, ki ščitijo pred brizganjem in ultravijoličnim sevanjem. Lahko so debel bombažni kombinezoni, škornji ali visoki škornji, platnene ali gumirane rokavice.
Kaj še morate imeti
Varilni stroj brez elektrod je popolnoma neuporabna enota. Elektrode so potrošni material, so tudi različni: potrošni in nepotrošni, kovinski (iz jekla, bakra in drugih kovin) in nekovinske, v obliki žice ali toge palice, z različnimi zaščitnimi premazi itd.
Za tiste, ki so se spraševali, kako pravilno variti z elektrodami, je najbolje začeti z jeklenimi univerzalnimi palicami debeline 3 mm ali 4 mm. Premer je naveden na embalaži, ne bo težko izbrati pravih. Ko boste obvladali delo z njimi, bo mogoče preiti na druge vrste, vendar verjetno ne bodo povpraševani v vsakdanjem življenju.
Elektrode za inverter
Poleg potrošnega materiala za varjenje boste zagotovo potrebovali varilno masko.Brez tega je absolutno nemogoče delati, sicer lahko hitro dobite opekline roženice oči in številne druge težave z vidom. Najboljše so maske s kameleonskim steklom. Oziroma s samodejnim svetlobnim filtrom, ki reagira na spremembe osvetlitve in ščiti oči pred škodljivim sevanjem.



Priporočljivo je tudi, da si nabavite primerna oblačila, obutev in rokavice, ki jih ne opečejo iskre in v tem primeru lahko ščitijo pred električnim udarom.
Od orodij boste potrebovali kladivo, s katerim boste luščino zbili s šiva, pa tudi vse vrste primež, sponk in magnetnih vogalov, s katerimi lahko pritrdite dele, ki jih želite variti, v želenem položaju.
Minimalni nabor za varilca začetnika
Varilni elementi
Ko samozavestno obvladate osnove varilnega postopka, lahko nadaljujete s povezovanjem elementov v eno samo strukturo. In tudi tukaj obstajajo posebnosti, povezane z reakcijo kovine na takšen vpliv.
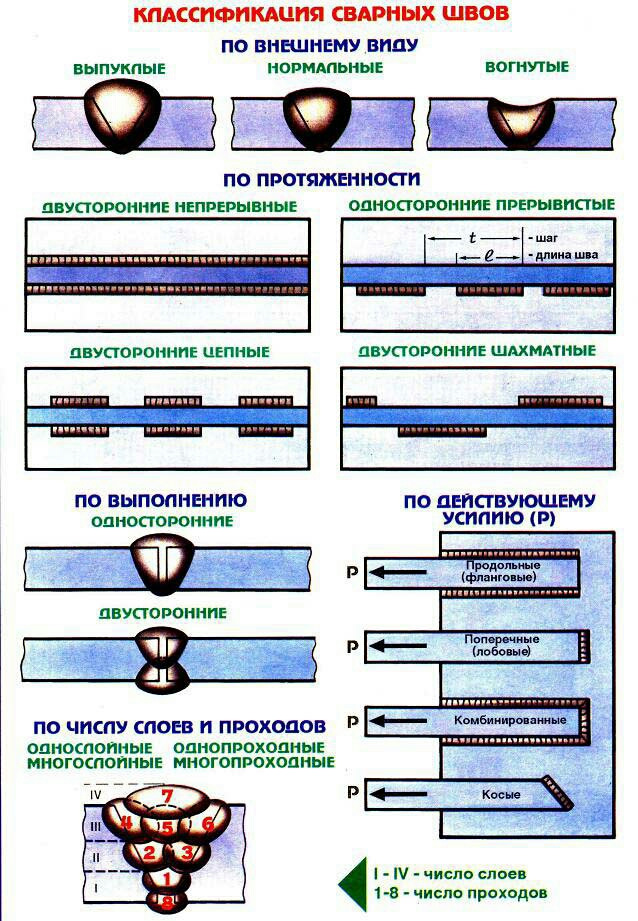
Najprej morate pravilno oceniti dolžino šiva in zagotoviti, da ne povleče delov, ki jih je treba spojiti na spojih. Če želite to narediti, jih je treba pritrditi v danem položaju s pomočjo sponk ali drugih metod. In da bi pritrdili pritrditev, jo na več mestih zgrabijo s prečnimi šivi. In šele potem poparijo.
Vrstni red varjenja je odvisen od dolžine spoja. V eni smeri in v enem zagonu je mogoče variti le kratke šive do dolžine 300 mm. Če je ta razdalja večja, je treba nastale napetosti kompenzirati s šivanjem v majhnih segmentih.
Sheme za izdelavo šivov glede na dolžino
Ne preveč lepe šive na koncu dela lahko previdno razrežemo in zbrusimo z brusilnikom.
Osnove električnega varjenja
Varjeni kovinski spoji so danes najbolj zanesljivi: kosi ali deli so združeni v eno celoto. To se zgodi kot posledica izpostavljenosti visokim temperaturam. Večina sodobnih varilnih strojev za taljenje kovine uporablja električni lok. Segreje kovino v območju udarca do tališča, in to se zgodi na majhnem območju. Ker se uporablja električni lok, se varjenje imenuje tudi električni lok.
To ni čisto pravi način za varjenje)) Potrebujete vsaj masko
Vrste električnega varjenja
Električni lok lahko tvori tako enosmerni kot izmenični tok. Varilni transformatorji so varjeni z izmeničnim tokom, inverterji z enosmernim tokom.
Delo s transformatorjem je bolj zapleteno: tok je izmeničen, zato varjeni lok "skoči", sama naprava je težka in obsežna. Še vedno veliko motečega hrupa, ki se oddaja med delovanjem in loka ter samega transformatorja. Obstaja še ena nadloga: transformator močno "nastavi" omrežje. Poleg tega so opaženi znatni napetostni sunki. Ta okoliščina ni zelo zadovoljna s sosedi in vaši gospodinjski aparati lahko trpijo.
Tehnologija varjenja
Za nastanek električnega loka sta potrebna dva prevodna elementa z nasprotnimi naboji. Eden je kovinski del, drugi pa elektroda.
Ko se elektroda in kovina različne polarnosti dotakneta, nastane električni lok. Po videzu se na mestu, kamor je usmerjen, kovina dela začne topiti. Hkrati se kovina elektrodne palice topi, ki se z električnim lokom prenese v talilno cono: varilni bazen.
Kako nastane varilni bazen? Brez razumevanja tega postopka ne boste razumeli, kako pravilno variti kovino (Za povečanje velikosti slike desni klik nanjo)
Pri tem zaščitni premaz tudi zgori, delno se topi, delno izhlapi in sprošča nekaj vročih plinov. Plini obdajajo varilni bazen in ščitijo kovino pred interakcijo s kisikom. Njihova sestava je odvisna od vrste zaščitnega premaza. Staljena žlindra tudi prevleče kovino, kar pomaga ohranjati njeno temperaturo. Za pravilno varjenje z varjenjem je treba zagotoviti, da žlindra pokrije varilni bazen.
Zvar dobimo s premikanjem kopeli. In premika se, ko se elektroda premika. To je vsa skrivnost varjenja: elektrodo morate premikati z določeno hitrostjo

Prav tako je pomembno, da glede na zahtevano vrsto povezave pravilno izberete njen naklon in trenutne parametre.
Ko se kovina ohlaja, se na njej oblikuje žlindrena skorja - posledica gorenja zaščitnih plinov. Prav tako ščiti kovino pred stikom s kisikom v zraku. Po ohlajanju ga stepemo s kladivom. V tem primeru se vroči drobci razpršijo, zato je potrebna zaščita za oči (nosite posebna očala).
O tem, kako narediti žar iz balona ali soda, si lahko preberete tukaj. Samo navadi se.
Navodila po korakih za varjenje z inverterjem
Najprej so za varjenje potrebni zaščitni elementi:
- rokavice iz grobega blaga;
- varilna maska s posebnim filtrom, ki ščiti oči;
- groba jakna in hlače iz materiala, ki se ne vžge zaradi isker, ki se pojavijo med varjenjem;
- zaprti čevlji z debelimi podplati.
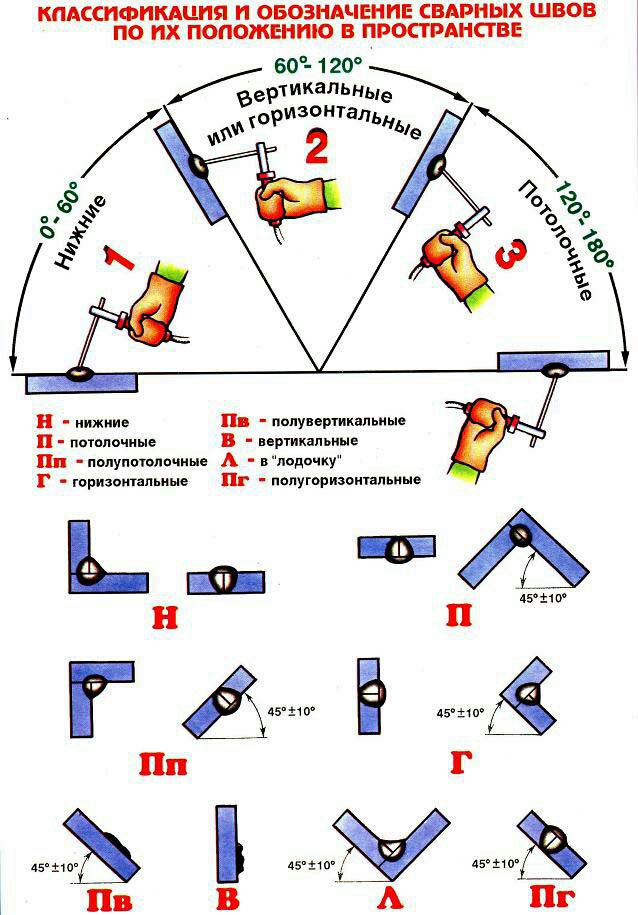
Položaj elektrode med varjenjem.
Preden začnete variti z varilnim pretvornikom, morate sprejeti potrebne ukrepe za ustvarjanje varnih delovnih pogojev.
Pravilna priprava delovnega mesta je:
- zagotavljanje potrebnega prostega prostora na mizi, je treba odstraniti vse nepotrebne predmete, ki pa se lahko pobrizgajo;
- ustvarjanje visokokakovostne razsvetljave;
- Varilna dela je treba izvajati, ko stojite na lesenem podu, ki ščiti pred električnim udarom.
Nato se tok prilagodi glede na debelino delov in izbere elektrode. Slednje je treba pripraviti. Če so bili kupljeni samo v distribucijski mreži in je njihova kakovost nedvomna, potem je to dejanje mogoče preskočiti.
Po pripravi elektrod se masni terminal priključi na izdelek.
Za pridobitev kakovostne in zanesljive kovinske povezave je treba pripraviti:
- rja je popolnoma odstranjena z robov izdelka;
- s pomočjo topil se očistijo različni onesnaževalci;
- na zadnji stopnji se robovi preverijo glede čistosti, prisotnost maščobe, laka in drugih onesnaževalcev je nesprejemljiva.
Nato morate priključiti varilni pretvornik. Usposabljanje je najbolje opraviti na debeli kovinski plošči, ki tvori šiv v obliki valja. Naredite prvo povezavo na kovini, ki leži vodoravno na mizi. Na njej s kredo narišite ravno črto, po kateri bo šel šiv.
Električni tokokrog pretvornika.
Pri tem lahko usposabljanje na takšnem predmetu bistveno izboljša tehniko varjenja.
Postopek varjenja se začne z vžigom loka.
Obstajata dva načina za izvedbo tega dejanja:
- praskanje po kovini;
- tapkanje po kovini.
Izbira metode je odvisna od preferenc osebe, glavna stvar pri vžiganju je, da ne puščate sledi varjenja zunaj območja spoja.
Po vžigu loka se zaradi stika s kovino vžge lok, varilec odstrani elektrodo s površine dela za kratko razdaljo, ki ustreza dolžini loka, in začne z varjenjem.
Posledično nastane varilni šiv na stičišču dveh kovinskih delov. Pokrit bo z lusko - lusko na površini. Odstraniti ga je treba. To je zelo enostavno narediti tako, da z majhnim kladivom udarite po šivu.
Orodja in oprema
Tehnika ročnega obločnega varjenja je razmeroma preprosta in se izvaja s pomočjo specializirane opreme in elektrod. Potrebovali boste tudi pomožno orodje in zaščitno opremo.



Vrste opreme
Obstajajo tri vrste naprav, ki se lahko uporabljajo za obločno varjenje z lastnimi rokami:
- transformatorji. Načelo delovanja takšnih naprav temelji na izmeničnem toku. Treba je opozoriti, da so precej težki, lahko povzročijo nenadne spremembe napetosti v splošnem električnem omrežju in so zelo hrupni. Na transformatorju je precej težko narediti enakomeren šiv, to lahko storijo le izkušeni varilci. Če pa so obrtniki začetniki usposobljeni za obločno varjenje z uporabo transformatorja, bo veliko lažje delati z drugo opremo;
- usmerniki. Delovanje naprav zagotavljajo polprevodniške diode. Enote te vrste pretvorijo izmenični tok v enosmerni. To so vsestranske naprave. Zanje so primerne skoraj vse elektrode in varjenje se lahko izvaja na različnih kovinah.V primerjavi s transformatorjem je postopek varjenja veliko lažji in stabilnost obloka se ohranja;
- pretvorniki. Delujejo skoraj tiho. Enostaven za uporabo zaradi kompaktnosti in avtomatskega sistema prilagajanja. Med delovanjem naprava proizvaja enosmerni tok velike moči s pretvorbo izmeničnega toka.
Med vsemi napravami se za najboljše štejejo pretvorniki. Ustvarjajo stabilen lok tudi med prenapetostmi in so večnamenski.
Orodja in oprema
Pred varjenjem z električnim obločnim varjenjem morate najprej pripraviti osebno zaščitno opremo in orodje:
- aparat za varjenje in elektrode zanj. Tisti, ki se šele učijo varilnih veščin, naj pripravijo več elektrod;
- pomožna orodja. Tehnika obločnega varjenja vključuje odstranjevanje žlindre, ki je nastala med varjenjem, za to pa potrebujete kladivo in krtačo za kovino;
- zaščitno obleko. Ne začnite z varjenjem brez posebne maske, rokavic in zaščitnih oblačil iz gostih materialov. Takšnih sredstev ni vredno zanemariti, saj je od njih odvisna človeška varnost.
Če prvič delate z napravo in se želite naučiti, kako pravilno variti z ročnim obločnim varjenjem, je priporočljivo predhodno pripraviti kovinske elemente za usposabljanje.
Tehnologija varjenja
Do danes so znane naslednje vrste električnega obločnega varjenja:
-
Varjenje z neporabljivo elektrodo.
Volframova (ali grafitna) palica, ki se uporablja kot elektroda, se ne topi, ampak vzdržuje električni lok. Kovina zvara je dobavljena v obliki žice ali palice. Ta vrsta varjenja lahko deluje tudi brez polnila, v načinu spajkalnika.
-
Varjenje s potopljenim oblokom.
Elektroda, ki ustvarja električni lok, se dovaja v plast toka, ki pokriva del. Tako so ustvarjeni pogoji za idealno povezavo kovin, ki niso podvržene uničujočemu vplivu zraka.
-
Polavtomatsko obločno varjenje.
Vlogo elektrode opravlja kovinska žica, na katero se dovaja električni tok. Ko se tali, pride do avtomatskega dovajanja (tako, da je dolžina loka konstantna). Hkrati se na mesto varjenja vbrizga zaščitni plin, ogljikov dioksid ali argon. Posledično se kakovost zvara bistveno izboljša.
Doma se te vrste varjenja praktično ne uporabljajo. Zato pojdimo na obravnavo četrte vrste varjenja - ročno električno obločno varjenje.
Ročno obločno varjenje temelji na uporabi posebne elektrode v premazu
Električni varilni stroji za ročno varjenje so razdeljeni na dve vrsti - AC in DC. Uporaba izmeničnega toka omogoča oblikovanje naprav z visoko zmogljivostjo in močjo. Prednost enosmernega toka, zaradi pomanjkanja obračanja polarnosti, je bolj gladek šiv z manj brizganja kovin.
Popravilo podmorskih cevovodov
Delovanje varilnega stroja temelji na ustvarjanju električnega loka na mestu stika med dvema kovinskima deloma. Visoka temperatura (do 7000o C) stopi material v tekoče stanje in pride do difuzije – mešanja na molekularni ravni.
Temeljna razlika med varjenjem in lepljenjem je odsotnost pomožnih materialov - deli, ki jih je treba spojiti, se spremenijo v monolitno strukturo.
Zato je treba jasno razumeti, da se za pravilno uporabo varjenja lahko uporabljajo samo homogene kovine. Ne morete variti aluminija z železom ali bakra z nerjavnim jeklom. Temperatura taljenja različnih materialov je različna, ustvarjanje zlitin pa ni vključeno v obseg možnosti varilne opreme.
Za varjenje železnih konstrukcij obstajajo različni varjeni stroji.
-
Transformatorji. Uporabljajo se za pretvorbo omrežnega toka z napetostjo 220 V v tok s parametri, potrebnimi za ustvarjanje visokotemperaturnega električnega loka. To se zgodi zaradi zmanjšanja napetosti (ne več kot 70 V) in povečanja jakosti toka (do tisoč amperov). Danes tovrstne naprave postopoma postajajo preteklost, saj so za domačo uporabo prezajetne in porabijo veliko električne energije. Poleg tega delovanje transformatorja ni stabilno in negativno vpliva na stanje omrežja kot celote - ob vklopu nastanejo padci napetosti, trpijo občutljivi gospodinjski aparati. Obstajajo ena in tri faze.
-
Usmerniki.
Pretvorijo izmenični tok potrošniškega omrežja v enosmerni. Načelo delovanja takšnih naprav temelji na uporabi usmerniških silikonskih diod, ki jih imenujemo tudi ventili. Značilna razlika med enosmernim varilnim strojem in AC varilnim aparatom je močno segrevanje elektrode na pozitivnem polu. To omogoča nadzor nad postopkom varjenja: izvajanje "nežnega varjenja" z manipuliranjem nastavitev znatno prihrani elektrode pri rezanju kovine.
-
Razsmerniki.
Dolgo časa (do leta 2000) zaradi visokih stroškov niso bili na voljo za široko uporabo v vsakdanjem življenju. Toda kasneje so pridobili veliko popularnost.Načelo delovanja pretvornika je pretvarjanje omrežnega izmeničnega toka v enosmerni, nato pa spet v izmenični, vendar že visokofrekvenčni tok. Razlika med to shemo in transformatorskim varjenjem je v tem, da je lok, pridobljen iz pretvorjenega enosmernega toka, bolj stabilen.
Glavna prednost inverterskega varjenja je izboljšanje dinamike električnega loka, pa tudi znatno zmanjšanje teže in dimenzij inštalacije (v primerjavi z direktnimi transformatorji). Poleg tega je postalo mogoče gladko prilagajati izhodni tok, kar je znatno povečalo učinkovitost enote in zagotovilo enostavnost vžiga loka med delovanjem.
Vendar pa obstajajo tudi slabosti:
- začasne omejitve uporabe, ki so povezane s segrevanjem elektronskega pretvorbenega vezja;
- ustvarjanje elektromagnetnega "šuma", visokofrekvenčnih motenj;
- negativni vpliv zračne vlage, kar vodi do tvorbe kondenzata v notranjosti naprave.




dober članek za varilca je res všeč marsikaj uporabnega povedal.