- Kako se povezati?
- Varjena povezava
- Povezava polipropilenskih cevi s kovinsko-plastičnimi možnostmi
- Anatomija polipropilenskih cevi
- Razvrstitev PP materiala
- Kako izgleda oznaka?
- Videz in notranja struktura
- Vrste PP cevi in dekodiranje oznak
- Razvrstitev polipropilenskih cevi
- Namestitev
- Kovinsko-plastične cevi - tehnične značilnosti:
- Aplikacije - pokritost s tehničnimi lastnostmi:
- Tehnologija povezovanja cevi iz polipropilena
- Z uporabo varjenja
- "Hladen" način
- Možnost lepila
- Označevanje
- Metode spajanja cevi iz polipropilena
- Navojni priključki
- Difuzijsko varjenje
- Varjenje z električnimi priključki
- Čelno varjenje
- Hladno varjenje
- Lepilna povezava
- Uporaba prirobnice
- Spajkanje s spajkalnim trakom
- O številskih in abecednih znakih pri označevanju
- Nazivni tlak
- Operacijski razred
- Dimenzije
Kako se povezati?
V primeru, da morate polipropilensko cev povezati s kovinsko, lahko uporabite navojno povezavo. Če želite to narediti, boste potrebovali posebne priključke, katerih en konec je gladek, drugi konec pa ima navoj za kovinsko cev. Pri tej vrsti povezave premer cevi ne sme presegati 40 mm.
Navoj na okovju je lahko zunanji ali notranji.Za varjenje plastične cevi je potrebna gladka površina na hrbtni strani. Za tesnost se v glavnem uporablja lanena prediva, impregnirana s sušilnim oljem.
Zaporedje dejanj za način pritrditve z navojem:
- cev se razreže pod pravim kotom, njen konec je namazan z mastjo, nato pa se z orodjem za navoj nanese navoj;
- odstranite vse odrezke z navoja in zatesnite spoj z vleko;
- na cevni navoj je privit priključek;
- nasprotni gladek konec sklopke je privarjen na polipropilensko cev.
Polipropilenske cevi je mogoče povezati tako z varjenjem kot s hladno metodo. Več prednosti ima prva možnost, saj velja za najbolj zanesljivo in trajno.


Varjena povezava
Pred varjenjem je treba polipropilenske cevi in fitinge zanje obdelati z raztopino za razmaščevanje in nato pustiti, da se posušijo - šele po tem postopku lahko nadaljujete neposredno z varjenjem. Podobna pripravljalna dela so potrebna za vse vrste PP cevi, razen tistih, ki so ojačane s folijo. Pri ojačani cevi se rez očisti s posebnim čistilnim orodjem (brilcem), v katerega vstavimo želeni konec cevi in ga večkrat zavrtimo. Po odstranitvi je treba zgornji del cevi razmastiti.


Z markerjem je treba na cev postaviti oznako, pri čemer je treba upoštevati želeno razdaljo za vtiskanje v priključek. Nato je treba konec cevi namestiti na trn in nastavek vstaviti v tulec varilnega stroja. Vsa dejanja je treba izvesti zelo hitro in jasno. Po tem se povezani elementi segrevajo strogo določen čas.
Ko so elementi, ki jih je treba variti, stopljeni, jih je treba odstraniti iz šob in cev hitro pritisniti v fiting.Za povezavo so potrebne nekatere sile, saj je treba elemente, ki jih varimo, tesno pritisniti in jih nekaj časa držati v tem položaju. Spojnih elementov ni vredno vpenjati več kot 20 sekund, saj je ta čas povsem dovolj, da se trdno primejo. Po spajanju pustite, da se nekaj minut ohladi.


Povezava polipropilenskih cevi s kovinsko-plastičnimi možnostmi
V tem primeru se metoda spajanja šteje za zanesljivo metodo povezave. Za namestitev boste dodatno potrebovali dva nastavljiva ključa, tesnilno maso in vleko.
Zaporedje dejanj pri priključitvi polipropilenske in kovinsko-plastične cevi:
- snemljivi element je razstavljen na dva dela;
- na delu z zunanjim navojem morate naviti vleko in jo premazati s silikonsko tesnilno maso;
- vleko je navita tudi na drugi nastavek in vse je namazano s silikonom;
- dele povezave je treba najprej z roko zviti skupaj, nato pa jih iztegniti z nastavljivim ključem.
Anatomija polipropilenskih cevi
Večina polipropilenskih (PP) cevi je enakih le na prvi pogled. Njihov podrobnejši pregled bo omogočil opaziti razlike v gostoti materiala, notranji strukturi in debelini stene. Obseg cevi in značilnosti njihove namestitve so odvisni od teh dejavnikov.
Razvrstitev PP materiala
Kakovost varjenega polipropilenskega šiva in zmogljivost cevi je v veliki meri odvisna od tehnologije izdelave PP.
Glede na material izdelave obstajajo takšne vrste delov:
- PRN. Enoslojni izdelki iz homopolipropilena. Uporabljajo se v industrijskih cevovodih in sistemih oskrbe s hladno vodo.
- RRV. Enoslojni izdelki iz PP blok kopolimera.Uporabljajo se pri vgradnji omrežij talnega ogrevanja in hladilnih cevovodov.
- PPR. Enoslojni izdelki iz PP naključnega kopolimera. Uporabljajo se v sistemih oskrbe z vodo in ogrevanja doma s temperaturo vode do +70 °C.
- P.P.S. Ognjevarne cevi z delovno temperaturo do +95 °C.
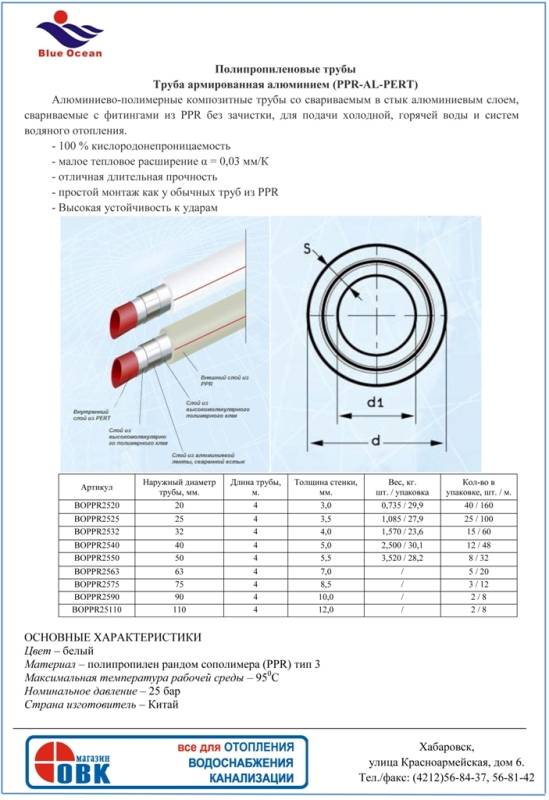
Obstajajo tudi večslojni ojačani deli iz PP.
Pri segrevanju na 80 stopinj se ojačane PP cevi podaljšajo za 2-2,5 mm / m, navadne enoslojne cevi pa za 12 mm / m
Imajo dodatno notranjo aluminijasto lupino, ki dramatično zmanjša toplotni raztezek, olajša namestitev ožičenja in varnost delovanja.
Pomanjkljivost teh izdelkov je potreba po odstranitvi zgornje plasti polimera in aluminija pred spajkanjem do globine prodiranja cevi v fiting.
Vrste PP cevi glede na material izdelave in fitingov smo podrobneje preučili v našem drugem članku.
Kako izgleda oznaka?
Na gradbenem trgu lahko sami izberete potrebne cevi in fitinge za plastično ožičenje. Poznati morate le pravila označevanja.






Indikatorji so lahko v drugačnem zaporedju in v tujem jeziku, vendar bi morali vodje trgovin poznati kakršno koli dekodiranje
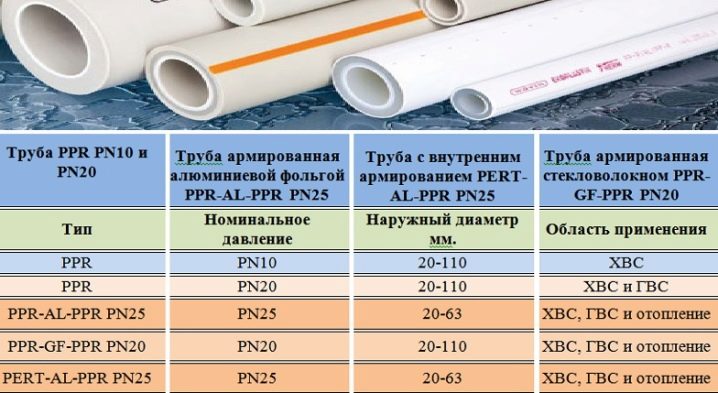
Za določitev obsega polipropilenskih izdelkov je glavni indikator PN. To je indikator nazivnega tlaka v kgf / cm2 (1 kgf / cm2 \u003d 0,967 atmosfere), pri katerem se življenjska doba ne spremeni. Osnovna temperatura hladilne tekočine v izračunu se predpostavlja, da je 20 °C.
V domačem sektorju se uporabljajo 4 glavne vrste PP cevi z različnimi indikatorji PN:
- PN10 - za oskrbo s hladno vodo;
- PN16 - za oskrbo s hladno in toplo vodo;
- PN20 - za toplo vodo in ogrevalne sisteme;
- PN25 - za ogrevalne sisteme, zlasti centralnega tipa.
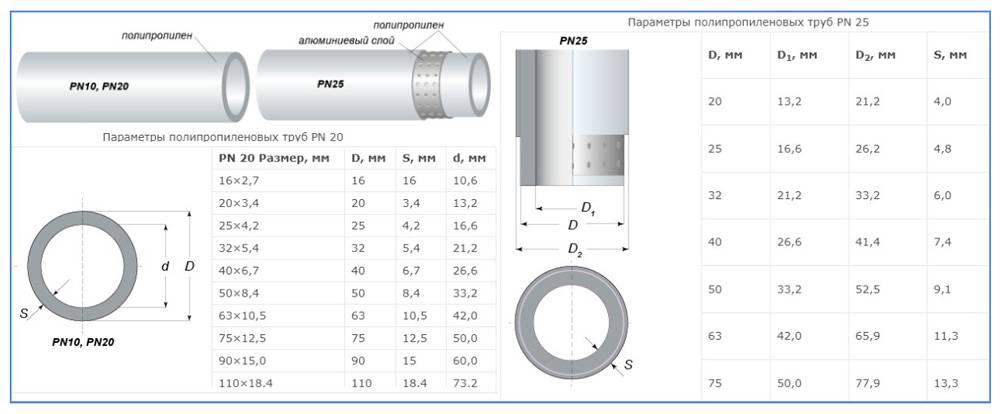
Izdelki s PN25 imajo pogosto veliko linearno dolžino, zato so skoraj vedno ojačani z aluminijasto folijo ali močnimi steklenimi vlakni za manjšo ekspanzijo pri segrevanju. Priporočamo, da si podrobneje ogledate označevanje PP cevi za ogrevanje.
Videz in notranja struktura
Kakovostne PP cevi imajo na rezu popolnoma okroglo obliko. Debelina sten in ojačitvenega materiala mora biti enaka po celotnem obodu, v aluminiju ali steklenih vlaknih ne sme biti zlomov.
Za obrezovanje zgornje plasti plastike in folije na ojačanih ceveh morate kupiti posebno orodje - brivnik. Je poceni in enostaven za uporabo
Ojačana cev je tradicionalno sestavljena iz treh plasti: notranjega in zunanjega polipropilena ter srednjega aluminija ali steklenih vlaken. Površine cevi morajo biti gladke, brez vdolbin in vdolbin.
Barva materiala je lahko zelena, bela ali siva, vendar kakovost in lastnosti cevi od tega sploh niso odvisne.
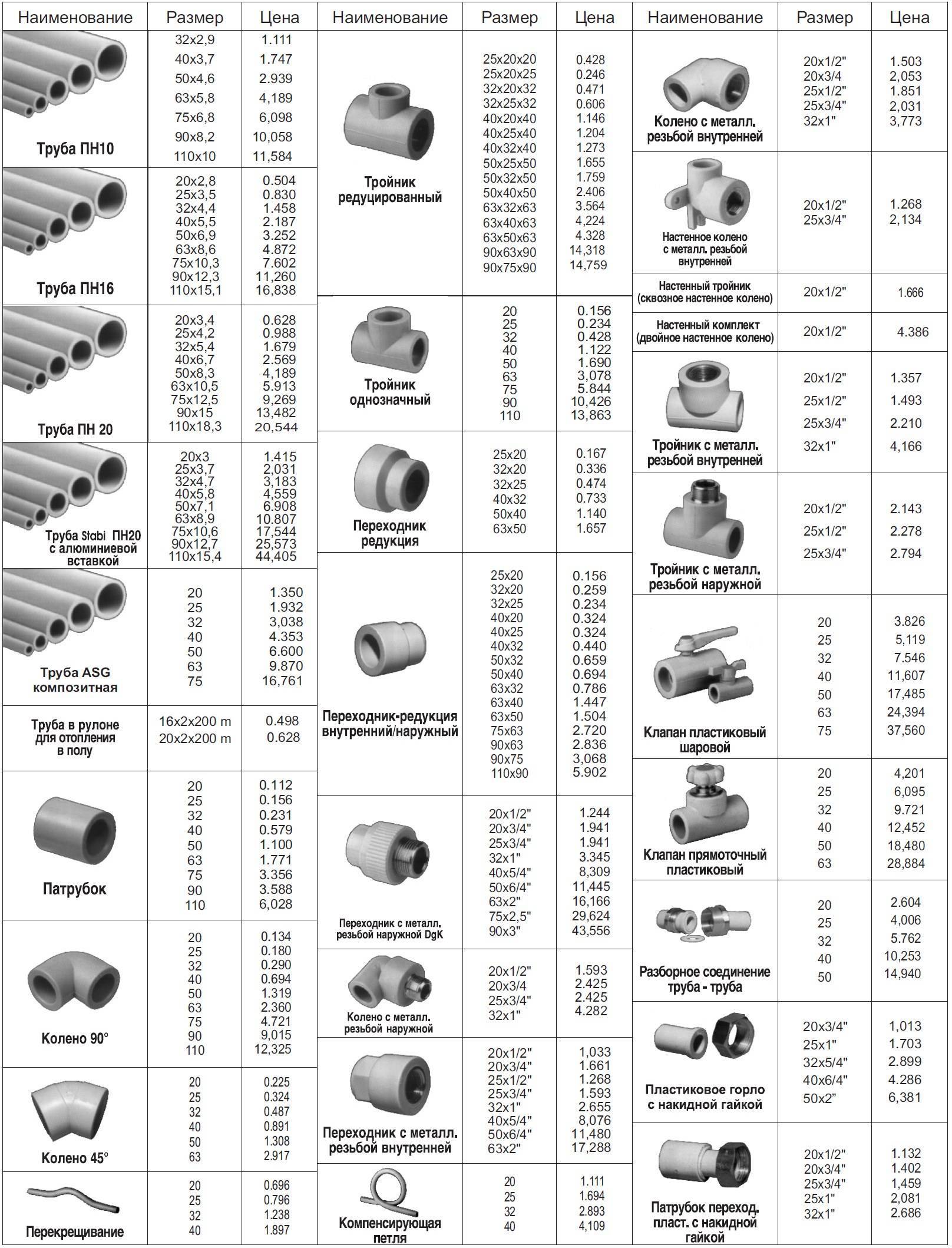
Vrste PP cevi in dekodiranje oznak
Proizvajalci proizvajajo več vrst polipropilenskih cevi, ki se razlikujejo po debelini stene in prisotnosti dodatne ojačitvene plasti iz aluminijaste folije ali steklenih vlaken.
Vsaka vrsta izdelka ima standardizirane zunanje in notranje mere različnih premerov, namen in ustrezno oznako.
Glavne tehnične značilnosti so delovna temperatura hladilne tekočine in nazivni notranji tlak v cevi. Življenjska doba cevovoda je neposredno odvisna od teh parametrov.
Označevanje vključuje:
- črke "PN" - oznaka nazivnega tlaka;
- številke "10, 16, 20, 25" - ustrezajo vrednosti nazivnega delovnega tlaka v atmosferah (kgf / sq.cm).
Razvrstitev polipropilenskih cevi
| Vrsta cevi | Lastnosti in namen | maks. delovna temperatura | Nazivni delovni tlak |
|---|---|---|---|
| PN10 | Tankostenski, za hladno vodo in talno ogrevanje | do 20°C do 45°C (za tla) | 10,2 atm. (1 MPa) |
| PN16 | Univerzalni, za oskrbo s hladno in toplo vodo | do 60°C | 16,3 atm. (1,6 MPa) |
| PN20 | Univerzalni, za oskrbo s hladno in toplo vodo | do 95°C | 20,4 atm. (2 MPa) |
| PN25 | Ojačan, za oskrbo s toplo vodo in ogrevalne sisteme | do 95°C | 25,5 atm. (2,5 MPa) |
Cevi so na voljo v štirih barvah
Prednosti in slabosti ogrevalnega sistema Leningradka. Zakaj ga ni zaželeno uporabljati v večnadstropnih stavbah, kakšno shemo ožičenja izbrati za enonadstropno hišo.
Primeri izvedbe dvocevnega ogrevalnega sistema, odvisno od smeri gibanja hladilne tekočine: slepa ulica, neposredni tok, naravna in prisilna cirkulacija.
Namestitev
Spajkanje kanalizacijskih in ogrevalnih polipropilenskih cevi RVC ni težje od vseh drugih plastičnih cevi. Obstajajo določena pravila, po katerih morate povezati sistem. Navodila po korakih, kako namestiti kanalizacijski okvir:
Za začetek morate pripraviti orodje. To je varilni stroj za polipropilenske spoje (inverterski ali ročni spajkalnik), rezalnike cevi, priključke (ameriški priključek, tesnila, fiting itd.);
Prvi korak je čiščenje povezav. Rezalnik cevi pritisnemo na želeni odsek komunikacije in ga razrežemo na želene dimenzije
Upoštevajte, da boste glede na to, kako boste spajkali spoje, morda morali rezati in očistiti eno stran ter naviti na drugo;
Ko morate narediti posnetek, ga naredite pod kotom 15 stopinj;
Za enakomerno povezavo cevi med seboj se uporablja trimer. Pred spajkanjem komunikacij se prepričajte, da so pravokotne na tla.
Če želite to narediti, jih morate namestiti v centralizator in povezati;
Varjenje se izvaja pri določeni temperaturi. Številni proizvajalci za varjenje plastike v navodilih navajajo, kakšna temperatura bo optimalna;
Za varjenje polipropilenskih cevi je potreben določen čas, da pride do difuzije, hkrati pa se plastika ne pregreje. Ko je topla, jo pustimo v primežu, da se ohladi.
Tehnologija ogrevanja polipropilenskih cevi se lahko razlikuje glede na njihov namen. Včasih so na opremi nameščene šobe, na primer električne spojke. Pomagali bodo ogreti povezavo na pravi točki, pri tem pa se ne bodo dotikali drugih delov plovila.

Montaža polipropilenskih cevi
Tako je mogoče izvesti ne samo samostojno namestitev, temveč tudi popravilo razpokanih cevi ali odpraviti razbremenitev sistema. Nato se s posebnimi tesnilnimi masami izvede varjenje ali spajkanje ojačanih polipropilenskih cevi.
Kovinsko-plastične cevi - tehnične značilnosti:
- zunanji premer 16-63 mm;
- debelina stene 2-3 mm;
- debelina aluminijaste plasti 0,19-0,3 mm;
- teža je odvisna od premera, na primer en meter kovinsko-plastične cevi s premerom 16 mm tehta 105 gramov, in če je premer 63 mm, je teža enega metra 1224 gramov;
Kovinsko-plastične cevi vzdržijo pritisk:
- delovni tlak 10 bar (pri 95 °C);
- delovni tlak 25 bar (pri 25 °C);
- razpočni tlak 80 - 94 barov (pri 20 °C);
Kovinsko-plastične cevi vzdržijo temperature:
- stalna obremenitev +95°C;
- kratkotrajna obremenitev - do +110 ° C;
- pri temperaturi -40 ° C zamrznejo;
- pri ročnem upogibanju je najmanjši polmer upogibanja 80-125 mm (odvisno od zunanjega premera);
- pri upogibanju s cevnim upogibom - 45-95 mm (odvisno od premera);
- koeficient linearne ekspanzije 1/°C - 0,26 x 10-4;
- toplotna prevodnost kovinsko-plastičnih cevi (količina toplote, ki jo material lahko prehaja skozi kvadratni meter na sekundo) W / m * K - 0,43;
- difuzija kisika 0 g/m3 (ne prepušča zraka);
- življenjska doba: a) 25 let pri 95°C; b) 50 let pri 20°C;
- pretočnost je 1,3-krat večja kot pri jeklu.
Prednosti kovinsko-plastičnih cevi
Za vsakogar, ki se odloči za nakup tega materiala, so operativne lastnosti veliko pomembnejše od tehničnih. Najprej pozitivne stvari:
- ekološka čistoča;
- odpornost na nastanek rje, kamnov ali drugih usedlin;
- sposobnost ohranjanja na novo pridobljene oblike po upogibanju;
- možnost profiliranja za ovijanje konstrukcijskih elementov stavbe;
- enostavna in hitra montaža, ki ne zahteva veliko orodja;
- minimalni odpadki;
- prilagodljivost vam omogoča, da prihranite pri povezovalnih elementih;
- nizka odpornost proti pretoku tekočine zaradi odsotnosti hrapavosti;
- združljivost z drugimi materiali;
- majhna teža za enostaven transport;
- visoka raven zvočne izolacije;
- antistatična;
- odpornost na kondenzat in zmrzovanje (kovinsko-plastika zdrži trikratno zmrzovanje);
- ne spreminjajte kakovosti transportirane tekočine;
- visoka vzdržljivost;
- estetski videz brez barvanja.
Vse prednosti kovinsko-plastičnih cevi so pridobljene zaradi edinstvene zasnove. Notranja polietilenska plast omogoča upogibanje izdelka. Aluminij zagotavlja togost in preprečuje difuzijo kisika. Pomanjkanje kisika preprečuje nastanek rje v kotlih in radiatorjih.





Pomanjkljivosti
Pri izbiri in nakupu kovinsko-plastičnih cevi je enako pomembno upoštevati negativne lastnosti kot pozitivne:
- s skritim cevovodom ni mogoče uporabiti navojnih priključkov;
- kovinska plastika ne prenaša ultravijoličnih žarkov;
- pri zmrzovanju z vodo bo sistem zagotovo počil, čeprav so primerni za vgradnjo zunanjega cevovoda. V tem primeru je potrebna kakovostna izolacija.
Kovinsko-plastične cevi se dobavljajo v zalivih. Dolžina cevi v zalivu se giblje od 50 do 200 metrov. Kupite lahko poljubno dolžino, začenši od metra.
Aplikacije - pokritost s tehničnimi lastnostmi:
- notranji sistemi oskrbe s hladno in toplo vodo, ogrevanje stanovanj, hiš in koč;
- sistemi talnega ogrevanja, športna igrišča, bazeni;
- prevoz plinastih in tekočih snovi (vključno jedkih in strupenih) v industriji, kmetijstvu in prometu;
- dovod stisnjenega zraka;
- klimatski sistemi;
- zaščita električnih žic in kablov;
- gradnja in popravila rečnih in morskih plovil, železniških vagonov;
- sistemi zalivanja, namakanja, zbiranja vode iz vodnjakov in vodnjakov.
Dovolj dolga življenjska doba in optimalno razmerje med ceno in kakovostjo sta omogočila, da so se kovinsko-plastične cevi uveljavile kot uspešna alternativa kovinskim in plastičnim izdelkom. Konec koncev je kovinska plastika združila pozitivne lastnosti obeh materialov.
Vedno pogosteje se pri ustvarjanju vodovodnih in ogrevalnih sistemov v stanovanjskih stavbah uporabljajo kovinsko-plastične cevi.
Vendar pa je za pravilno izbiro pomembno poznati ne le značilnosti strukture in delovanja cevi, sestavljenih iz kompozitnega materiala, temveč tudi prednosti in slabosti teh izdelkov.
Tehnologija povezovanja cevi iz polipropilena
Priklop in priklop polipropilenskih cevi lahko izvedemo tako, da njihove konce izpostavimo visoki temperaturi, z vgradnjo veznih armatur ali z lepljenjem.
Napravo za varjenje polimernih izdelkov lahko najamete v gradbenem centru
Z uporabo varjenja
Nemogoče je povezati polipropilenske cevi z lastnimi rokami brez tako imenovanega "železa" - varilnega stroja, ki ga napaja omrežje.
Brez potrebnih veščin pri delu z napravo je vredno vaditi, preden izvedete osnovne manipulacije. Poskusno priklop bo omogočil določitev sile pritiska in "ujeti" optimalno obdobje zadrževanja. Zato je treba materiale kupiti z majhno maržo.
- Na mestih prihodnjega spajanja se na ceveh naredijo rezi, konci se skrbno očistijo. Na koncih so z markerjem narejene oznake, ki označujejo globino potopitve koncev v grelno napravo. Sam spajkalnik se segreje na 270 ° C.
- Konci cevi in povezovalni elementi so nameščeni na šobe vročega spajkalnika strogo pravokotno.
- Po 10-15 sekundnem držanju za talino se segreti elementi odstranijo iz šob in med seboj povežejo, rahlo pritisnejo navzdol, vendar se ne obračajo.
- Pritrjene dele pustimo nekaj minut v fiksnem položaju, dokler se popolnoma ne ohladijo.
Če je vse opravljeno pravilno, se na mestu spajkanja oblikuje monolitni spoj brez vdolbinic in "povešenja".
Postopek namestitve je jasno prikazan v videoposnetku:
Pri varjenju cevi s premerom več kot 40 mm se uporablja spajkanje vtičnic. Toda bolje je, da to delo zaupate strokovnjaku, ki pozna zapletenosti postopka in ima profesionalno opremo.
Nasvet: Za ustvarjanje močnih vozlov se elementi ogrevajo od znotraj, cevi pa segrevajo od zunaj. Pri spajanju segretih delov vzdolž notranje površine cevi lahko nastane majhen tuberkul, ki zmanjša prepustnost cevi. To je mogoče preprečiti s pihanjem strukture.
"Hladen" način
Ta metoda vključuje uporabo kompresijskih fitingov. Za povezavo polipropilenskih cevi s priključki je poleg glavnih elementov potreben le stiskalni ključ.
Tesnost je dosežena zaradi gumijastega tesnila, ki je vpeto s tem ključem.
- Ko naredite reze na koncih, preverite pravokotnost roba. S pomočjo drobnozrnate kože ali žičnate krpe se konci očistijo iz neravnin.
- Na koncu cevi je nameščena spojna matica, ki jo z navojem usmeri proti priključku. Po njem se natakne kompresijski obroč, ki ga namesti z dolgim poševnikom na okovje.
- Na pripravljeni konec se napne nastavek, ki ga vstavi do konca ob notranjo površino vtičnice.
- Zategnite spojno matico, preverite, ali sistem pušča.
Če se med preskusom vode zazna puščanje, se vsi spoji zatesnijo in povezava zategne.
Možnost lepila
Za razliko od metode varjenja, ki vključuje vročo izpostavljenost, se lepljenje polipropilenskih cevi izvaja v hladnem načinu. Metoda temelji na raztapljanju zunanje površine plastičnih elementov pod vplivom kemičnih spojin.






Lepilo se nanaša samo na predhodno očiščene in razmaščene konce
Ključ do trdnosti sklepov je pravilna izbira sestave. Pri izdelavi lepilnih sestavkov jim proizvajalci dodajajo snovi, ki delujejo kot sestavni del polimernih cevi. Zato je pri izbiri lepila vredno dati prednost sestavam, zasnovanim za delo s polipropilenskimi izdelki.
Sestavek se nanese v tankem sloju, po katerem se deli zasidrajo in pritrdijo v mirujočem položaju 10 sekund.
Tesnost spojev lepljenih elementov se preveri po 15-20 minutah, preskus trdnosti cevovoda pa po enem dnevu.
- Volgorečensk cevovod (Gazpromtrubinvest)
- Tovarna cevi Izhora (ITZ)
- Royal Pipe Works (KTZ)
- Čeljabinska tovarna za izolacijo cevi (ChZIT)
- Cevni obrat Kstovo
Dodajte podjetje
- Izračune za odklon cevi izvajamo samostojno
- Značilnosti vstavljanja v plinske cevi
- Obravnava kondenzata iz dimnikov
- Načini za odpravo puščanja cevi pod pritiskom
- Kako narediti glivico na cevi za dimnik z lastnimi rokami
TrubSovet .ru O ceveh vemo vse
2015–2017 Vse pravice pridržane
Ko kopirate gradivo s spletnega mesta, obvezno postavite povratno povezavo do
Označevanje
Če želite izvedeti značilnosti materiala, iz katerega so izdelane cevi, morate pogledati oznake, s katerimi so označene. Dešifriranje črkovnega indeksa:
- PP je oznaka navadnega polipropilena;
- PP-R - polipropilenski naključni polimer;
- PP-RC je oznaka naključnega kopolimera tipa 3;
- PP-RCT je naključni kopolimer izboljšanega tipa.
Industrijski cevovodi, kmetijski sistemi so izdelani iz PP-RC cevi.
Označevanje po značilnostih:
- PN10 je oznaka delov, ki lahko prenesejo pritisk do 10 atmosfer. Najvišja dovoljena temperatura je 45 stopinj. Tak material je primeren za izdelavo cevi za hladno vodo.
- PN16 - tlak tekočine ali plina lahko doseže do 16 atmosfer. Temperaturni režim - do 60 stopinj. Primerno za montažo sistemov talnega ogrevanja.
- PN20 - vzdrži tlak do 20 atmosfer. Dovoljena temperatura - 95 stopinj. Iz takšnih elementov so izdelani cevovodi za centralno ogrevanje.
- PN25 - sestavljeni iz plastike s plastjo aluminija ali steklenih vlaken. Vzdrži tlak do 25 atmosfer in temperaturo - 95 stopinj.
Pri izdelavi cevovoda za oskrbo s toplo in hladno vodo ali ogrevalnega kroga se pogosteje uporabljajo izdelki z oznako PN25.
Metode spajanja cevi iz polipropilena
Izbira načina priklopa je odvisna od tega, kakšno povezavo želimo dobiti – snemljivo ali ne. Na odločitev lahko vplivata prisotnost posebnega orodja in delovne spretnosti. Razmislite o najpogosteje uporabljenih metodah.
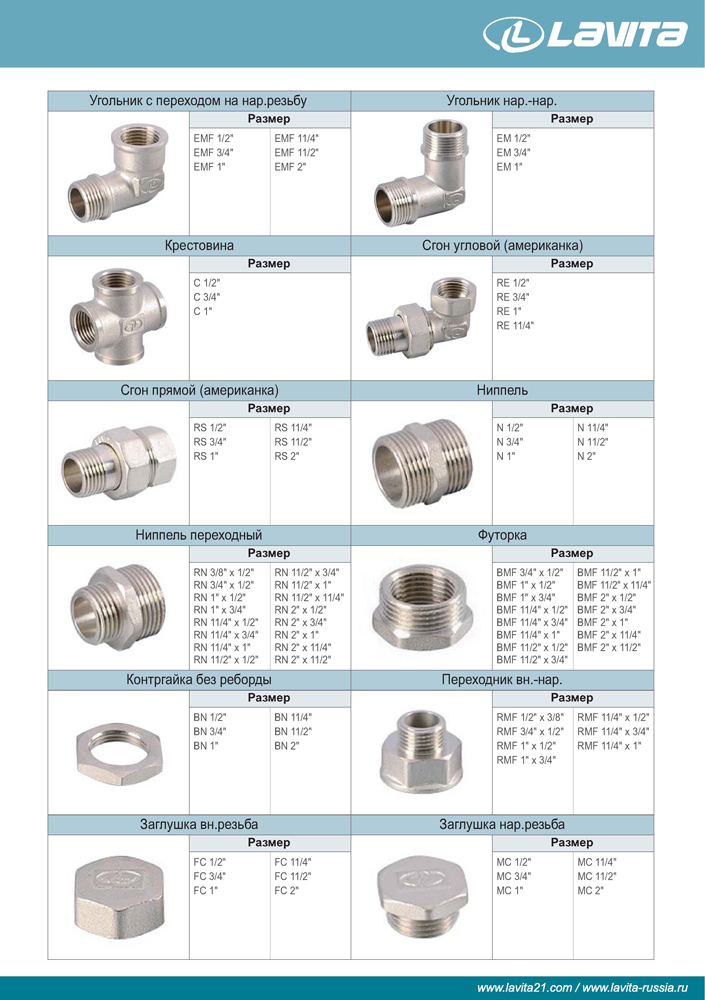
Navojni priključki
Če razmišljate o tem, kako narediti snemljivo povezavo polipropilenskih cevi, uporabite navojne priključke.Delo s takšnimi armaturami velja za najpreprostejše in vam omogoča doseganje dobrega rezultata.
Navojni okovi so kombinacija kovine in plastike. Plastični del je pritrjen na polipropilen z varjenjem ali spajkanjem skozi plastični tulec. Drugi konec elementa je izdelan iz kovine, ima navoj, skozi katerega je pritrjen na drug kos cevi ali vodovodne opreme.
Za delo boste potrebovali:
- Potrebna oprema.
- plinski ključ.
- Pokrovna spojka in ključ za njeno namestitev.
- Tesnilna masa.
Da bi preprečili puščanje na mestih pritrditve navojnih armatur, so na navoj navita lanena vlakna, fum-trak. Pri povezovanju plastičnih cevi s kovinskimi so nameščeni navojni priključki.
Difuzijsko varjenje
Ta vrsta sočelnega varjenja, pridobljena s taljenjem materiala delov in razpršenim medsebojnim prodiranjem molekul. Primerno za spajanje premerov od 16 do 40 mm. Poleg tega se uporablja rokav, ki zagotavlja plast plastike za pridobitev šiva. Za cevi z debelimi stenami se uporablja difuzno čelno varjenje.
Varjenje z električnimi priključki
Električni priključek je konektor iz polipropilena, v svoji zasnovi ima kovinski grelec, katerega kontakti so izpeljani.
Po namestitvi fitinga na cev se kovinski kontakti pritrdijo na aparat, element se segreje in fiting skozi njega.
Čelno varjenje
Na podlagi pojava difuzije med segrevanjem polipropilena. Za delo boste potrebovali diskovno enoto, opremljeno s centrirno napravo, da zagotovite poravnavo cevi.Izvaja se za varjenje segmentov s premerom več kot 60 mm s steno 4 mm.




Tehnologija dela vključuje operacije:
- Spoji cevi se istočasno segrejejo na zahtevano temperaturo s spajkalnikom za disk.
- Konce cevi pritisnite drug na drugega, pazite, da njihove osi sovpadajo, ni poševnosti.
- Vztrajajte, dokler se material ne ohladi.
Vsak varilni aparat je opremljen z navodilom, ki vsebuje tabele, ki prikazujejo čas ogrevanja in hlajenja za določeno debelino stene. Debelostenske cevi proizvajajo zanesljiv šiv. Takšne cevovode je mogoče zakopati v zemljo, zazidati v steno.
Hladno varjenje
Izvaja se, ko se material stopi zaradi kemičnega delovanja lepila. Nanese se na spojena območja, pritisne, drži 10-15 minut. Po stabilizaciji snovi dobimo zatesnjen spoj. Moč povezave je nizka. Uporablja se v cevovodih za dovod tekočine za hlajenje in druge povezave, nizka odgovornost.
Lepilna povezava
Na očiščeno površino nanesemo tanko plast lepila, dele tesno pritisnemo drug proti drugemu in držimo 10 sekund. Sklep doseže najvišjo moč v enem dnevu
Pomembno je izbrati pravo lepilno sestavo, zasnovano mora biti za polipropilen
Uporaba prirobnice
Prirobnice se uporabljajo, ko so cevi iz različnih materialov spojene, na primer polietilen s polipropilenom. Za tesnost se uporabljajo gumijasta tesnila.
Spajkanje s spajkalnim trakom
S pomočjo spajkalnega traku lahko elemente povežete brez spajkalnika, kar močno poenostavi delo. Algoritem dejanj je naslednji:
- Očistimo površine delov, razmastimo.
- Mesto spajkanja ovijemo s trakom.
- Mesto nanosa traku segrevamo, dokler se ne stopi.
- Namestimo spojeni del.
- Počakamo, da se spoj ohladi.
- Odstranite odvečno spajko.
Dobimo zanesljiv zatesnjen spoj. Ta metoda se uporablja za spajkanje majhnih cevi.
Če imate nekaj vodovodnih veščin, lahko z lastnimi rokami opravite namestitev notranjega vodovodnega ali ogrevalnega sistema. Da bi dobili dober rezultat, morate prebrati navodila in priporočila strokovnjakov. Izbira orodja, skladnost s tehnologijo dela bosta zagotovila za pridobitev visokokakovostnih popravil.
Napake pri varjenju polipropilenskih cevi:
O številskih in abecednih znakih pri označevanju
Za ta material je uporabljenih veliko črk in številk. Proizvajalci običajno odprejo uradna spletna mesta, kjer so med drugim informacije na etiketi in podatki, ki jih ta označuje. Najbolje pa je te razlage prevesti v jezik, ki ga vsi razumejo.
Pritisk. Merska enota je kg\cm2. Označeno kot PN. Označuje, kako dolgo je cev delovala normalno ob ohranjanju določenih lastnosti.
Debelejša kot je stena, višji je verjetno ta kazalnik. Na primer, proizvajajo razrede PN20, PN25. Takšne možnosti so potrebne za oskrbo s toplo vodo, ogrevalne sisteme.
Včasih se uporabljajo tudi rdeče ali modre črte. Tako bo jasno, za kakšne vrste vode so namenjeni bodoči cevovodi.
Označevanje polipropilenskih cevi za ogrevanje vključuje podatke o materialih in strukturi. Za opis tega parametra so sestavljene velike tabele. Vendar je dovolj, da se zavedate osnovnih označb, da lahko pravilno izvedete vgradnjo ogrevanja v navadni zgradbi.
- Al - aluminij.
- PEX je oznaka za zamreženi polietilen.
- PP-RP. To je visokotlačni polipropilen.
- PP - Pogoste sorte polipropilenskega materiala.
- HI - ognjevarni izdelki.
- TI je toplotno izolirana različica.
- M - oznaka večplastnega.
- S - ikona za enoslojne strukture.
Označevanje polipropilenskih cevi za oskrbo z vodo lahko nakazuje tudi podatke, povezane z:
- Prisotnost ali odsotnost potrdil.
- Izdane serijske številke, serijska oznaka in čas itd. Takšne oznake so lahko sestavljene iz 15 znakov ali več.
- Proizvajalci.
- Debeline sten in prerezi.
Zahvaljujoč tem informacijam bo vsak kupec sam izbral material za oskrbo z vodo, ki bo zadovoljil vse njegove potrebe.
Nazivni tlak
Črke PN označujejo dovoljeni delovni tlak. Naslednja številka označuje raven notranjega tlaka v barih, ki ga lahko izdelek zdrži v 50-letni življenjski dobi pri temperaturi vode 20 stopinj. Ta indikator je neposredno odvisen od debeline stene izdelka.



PN10. Ta oznaka ima poceni tankostensko cev, v kateri je nazivni tlak 10 barov. Najvišja temperatura, ki jo lahko prenese, je 45 stopinj. Tak izdelek se uporablja za črpanje hladne vode in talno ogrevanje.

PN16. Višji nazivni tlak, višja meja temperature tekočine - 60 stopinj Celzija. Takšna cev se pod vplivom močne toplote znatno deformira, zato ni primerna za uporabo v ogrevalnih sistemih in za dovod vročih tekočin. Njegov namen je oskrba s hladno vodo.
PN20. Polipropilenska cev te blagovne znamke lahko prenese pritisk 20 barov in temperature do 75 stopinj Celzija.Je precej vsestranski in se uporablja za oskrbo s toplo in hladno vodo, vendar se ne sme uporabljati v ogrevalnem sistemu, saj ima visok koeficient deformacije pod vplivom toplote. Pri temperaturi 60 stopinj se segment takšnega cevovoda 5 m podaljša za skoraj 5 cm.

PN25. Ta izdelek se bistveno razlikuje od prejšnjih vrst, saj je ojačan z aluminijasto folijo ali steklenimi vlakni. Po lastnostih je ojačana cev podobna kovinsko-plastičnim izdelkom, je manj dovzetna za temperaturne učinke in lahko prenese 95 stopinj. Namenjen je za uporabo v sistemih ogrevanja, pa tudi v GVS.

Operacijski razred
Pri izbiri polipropilenskih izdelkov domače proizvodnje vam bo namen cevi povedal razred delovanja po GOST.
- Razred 1 - izdelek je namenjen oskrbi s toplo vodo pri temperaturi 60 °C.
- Razred 2 - sanitarna voda pri 70 °C.
- Razred 3 - za talno ogrevanje pri nizkih temperaturah do 60 °C.
- Razred 4 - za sisteme talnega in radiatorskega ogrevanja, ki uporabljajo vodo do 70 ° C.
- Razred 5 - za radiatorsko ogrevanje z visokimi temperaturami - do 90 ° C.
- HV - oskrba s hladno vodo.
Dimenzije
Dimenzije polipropilenskih cevi se zelo razlikujejo. Vrednosti za zunanje in notranje premere, debeline sten najdete v naslednji tabeli.




