- Značilnosti in tehnične značilnosti cevi za vodo in plin
- Standardi in dimenzije jeklenih cevi
- Parametri za ravne šive
- Predpisi za električno varjene spiralno šivne cevi
- Zahteve za brezšivne toplo oblikovane izdelke
- Standardi za hladno oblikovane brezšivne cevi
- Lastnosti in značilnosti vodnih in plinskih izdelkov
- Shema cevi iz nodularnega železa
- Specifikacije
- Zakaj izbrati kovino za ogrevalne sisteme
- Vrste cevi po proizvodnem načinu
- Brezšivne vroče oblikovane jeklene cevi GOST 8732
- Jeklene brezšivne hladno deformirane cevi po GOST 8734
- Električno varjene jeklene cevi po GOST 10704
- Prednosti in slabosti kovinskih cevi
- Kakšni so GOST za jeklene cevi
- Proizvodnja jeklenih cevi: osnovne metode
- Kako so izdelani električno varjeni izdelki z ravnimi šivi?
- Izdelava elektro varjenih spiralnih vrst šivov
- Izdelava toplo oblikovanih brezšivnih izdelkov
- Značilnosti proizvodnje hladno oblikovanih cevi
- Pregled izdelkov vodilnih proizvajalcev
- Proizvajalec #1 - blagovna znamka HOBAS
- Proizvajalec # 2 - Glass Composite Company
- Proizvajalec #3 - blagovna znamka Amiantit
- Proizvajalec #4 - podjetje Poliek
- Pravokotna cev
Značilnosti in tehnične značilnosti cevi za vodo in plin
VGP cevi so izdelki, ki imajo varjen šiv.Njihova proizvodnja je veliko cenejša od proizvodnje trdno valjanih cevi. Togi standardi omogočajo izdelavo varjenih cevi, ki po trdnosti niso slabše od trdno valjanih cevi. Za zaščito se tako znotraj cevi kot na njeni zunanji strani nanese cinkov premaz.

Pocinkane VGP cevovode odlikujejo:
- odpornost proti koroziji;
- dolgo delovanje brez težav;
- vsestranskost uporabe;
- relativno nizka cena.
Električno varjene cevi razlikujejo med črnimi (brez antikorozijske prevleke) VGP cevi in pocinkanimi cevmi. Uradne zahteve za te materiale so določene v GOST 3262-75. Okrogle cevi VGP iz proizvodnje se proizvajajo gladke, z navojem ali spojko. Navoj se razlikuje po lokaciji (zunanji ali notranji) in načinu uporabe (narebričen, rezan).
Kotalni navoj ne sme zmanjšati notranjega premera cevi za več kot 10%. Za velikost niti ni strogih zahtev - lahko je dolga ali kratka.
Običajno za oblikovane in varjene okrogle jeklene cevi je njihova uporaba v urbani infrastrukturi, ki ni povezana s prometnimi komunikacijami. To je oblikovanje panojev, izboljšanje mestnega uličnega prostora, sosednjih ozemelj, gradnja igrišč. "Ne-jedrna" uporaba pocinkanih cevi dosega pomemben obseg.
Priporočamo, da si preberete: Katero ogrevanje je boljše in kako ga namestiti v zasebni hiši
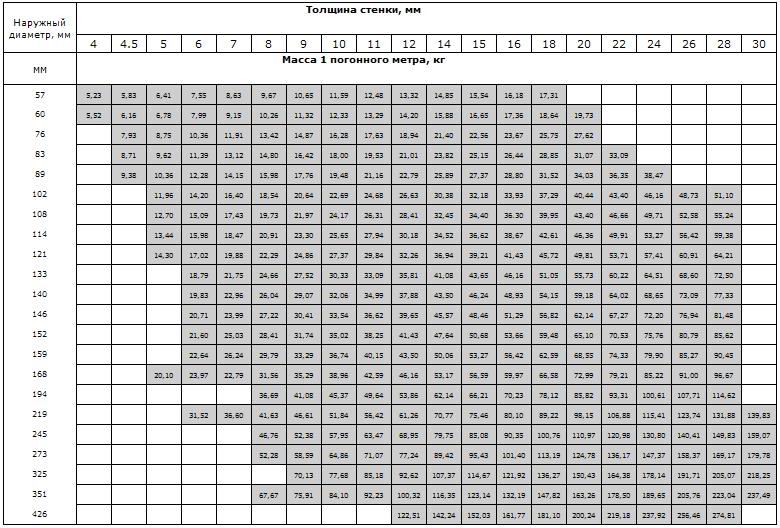
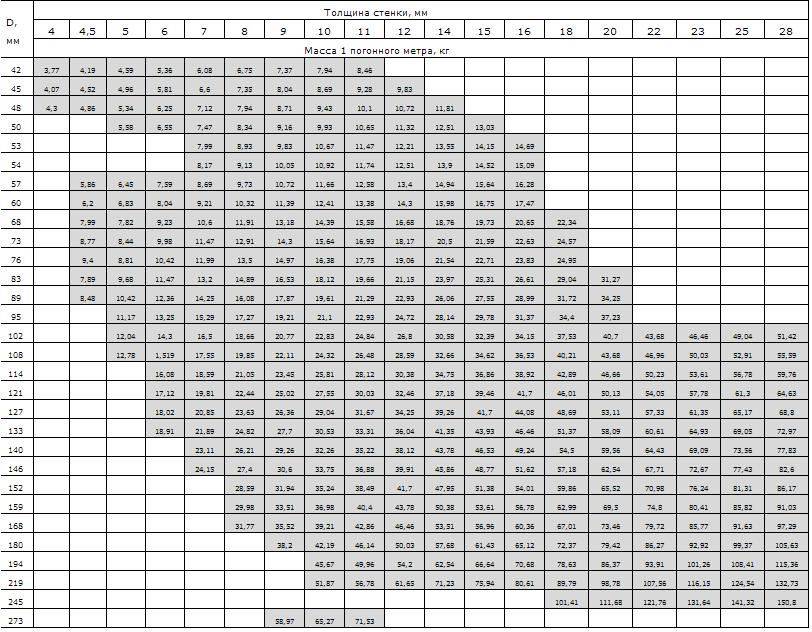
Pomembna značilnost VGP cevnega materiala je debelina stene. Najdaljše življenjske cevi so pocinkane cevi z debelimi stenami.
Upoštevati je treba, da debelina stene cevi vpliva na njen premer in težo. Zunanja dimenzija pocinkane jeklene cevi VGP ostaja nespremenjena, ne glede na debelino stene.Tako bo najboljši pretok, ceteris paribus, prikazan s tankostensko cevjo. Cevi so izdelane v skladu z dimenzijami in maso, navedenimi v tabeli, dimenzije so navedene v mm.
Z obratnim razmerjem delovnega tlaka. Tankostenska cev lahko zdrži do 25 atm., debelostenska - do 35 atm.
Cevi s povprečno debelino stene se imenujejo navadne. Nakup tovrstnih cevnih izdelkov se izvaja po teži, torej potrošnik ne plača na linearni meter, ampak je cena vezana na težo izdelka.
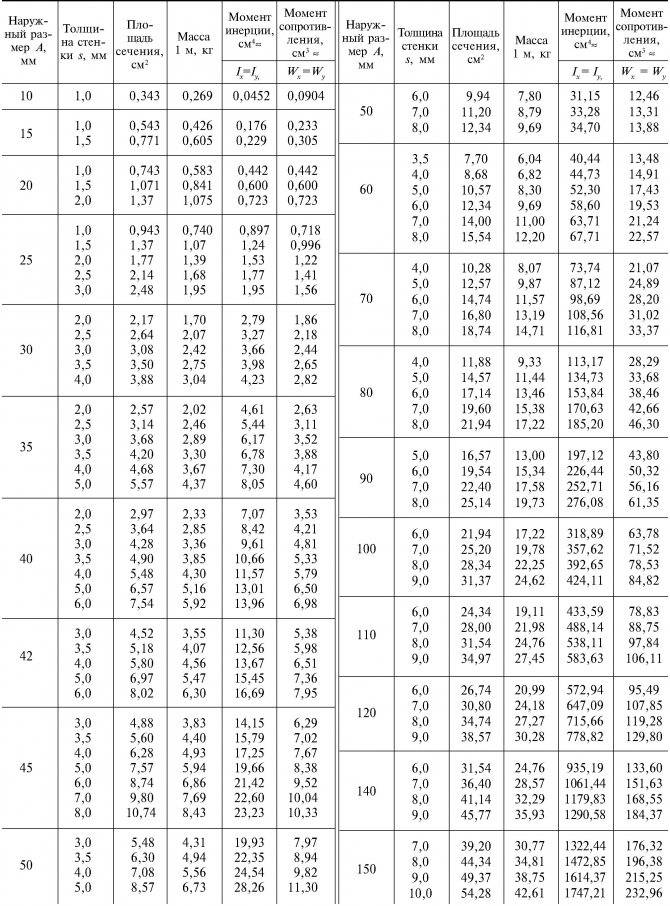
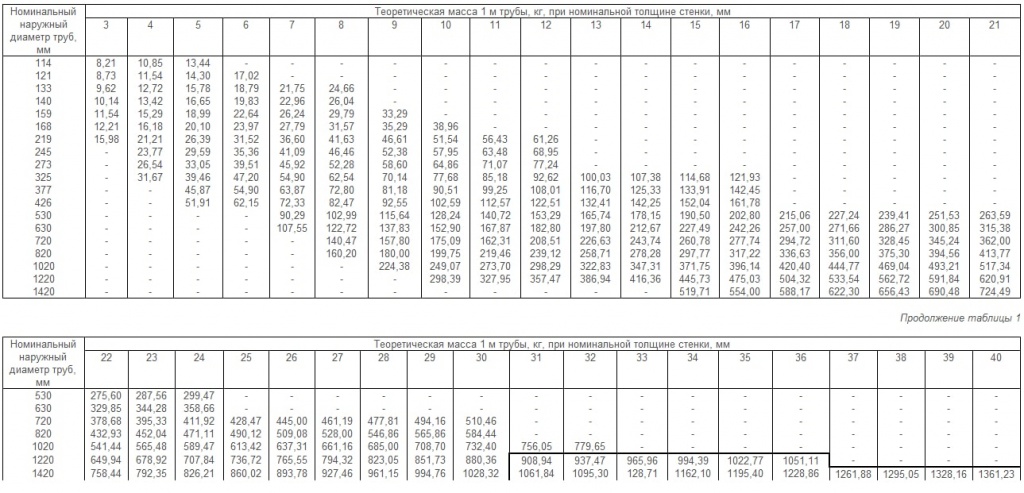
Standardi in dimenzije jeklenih cevi
Za cevi iz valjanega jekla obstajajo posebni standardi in GOST. Ti parametri opisujejo način izdelave izdelka, njegove osnovne dimenzije, prerez in debelino stene. Z osredotočanjem na te informacije se določi območje uporabe določenega dela.
Parametri za ravne šive
Proizvodnja električno varjenih cevi z ravnim šivom je urejena z GOST 10704-91. Po njegovih besedah je zunanji premer izdelka 10-1420 milimetrov, debelina stene pa se giblje od 1 do 32 milimetrov.
Ojačitev, ki ne presega 426 milimetrov v premeru, ima izmerjeno in neizmerjeno dolžino. V posebnih primerih so cevi izdelane z močnejšim, ojačanim šivom, vendar zanje obstaja ločen poseben standard - GOST 10706.

Jeklene električno varjene cevi z ravnim šivom so vsestranski material s široko paleto uporabe. Zaradi dostojne kakovosti in nizke cene je njihova uporaba pomembna tako v velikih objektih kot v vsakdanjem življenju.
Tovrstne cevi se najpogosteje uporabljajo za polaganje tehnoloških komunikacijskih sistemov z zmernim pritiskom in ustvarjanje praktičnih, priročnih in lahkih kovinskih konstrukcij za različne namene.
Predpisi za električno varjene spiralno šivne cevi
Proizvodnja električno varjenih cevi s spiralnim šivom se izvaja v skladu z GOST 8696-74. Zunanji premer takšnih izdelkov je 159-2520 milimetrov, debelina stene se giblje od 3,5 do 25 milimetrov, dolžina pa 10-12 metrov.

Električno varjene cevi s spiralnim šivom so dražje od svojih vzdolžnih kolegov. Vendar so stroški dobro upravičeni, še posebej, če sistem zahteva brezhibno natančno in popolno povezavo.
Tako izdelane cevi so bolj trpežne in imajo sposobnost, da prenesejo visok pritisk. Standard jim omogoča uporabo tako za domače kot industrijske namene, za ustvarjanje zanesljivih, zaprtih in operativno stabilnih komunikacijskih sistemov.
Zahteve za brezšivne toplo oblikovane izdelke
Standardi za brezšivne vroče oblikovane cevi so opisani v GOST 8732-78. Debelina njihovih sten je 2,5-75 milimetrov, premer pa se giblje od 20 do 550 milimetrov. Po dolžini, tako merjeni kot nemerjeni, se velikost giblje od 4 do 12,5 metra.





Brezšivne cevi, izdelane z vročo deformacijo, se v vsakdanjem življenju praktično ne uporabljajo. Najpogosteje se uporabljajo za industrijske sisteme s povečanimi zahtevami po zanesljivosti in tesnosti.
Tovrstne cevi se uporabljajo za transport zelo strupenih snovi za kemično industrijo. Odsotnost šiva zagotavlja nemožnost puščanja in vdora škodljivih snovi v tla ali ozračje.
Zmožnost enostavno prenašanja konstantnega visokega tlaka naredi brezšivne cevi pomembne za naftno in plinsko industrijo.
Standardi za hladno oblikovane brezšivne cevi
Jeklene hladno valjane cevi so izdelane v skladu z GOST 8734-75. Zunanji premer ojačitve se giblje od 5 do 250 milimetrov, debelina stene pa 0,3-24 milimetrov. Izdelki se proizvajajo v naključnih dolžinah od 1,5 do 11,5 metra in merjenih dolžin od 4,5 do 9 metrov.

Debelostenske brezšivne hladno valjane jeklene cevi se uporabljajo na enak način kot vroče obdelane cevi. Tankostenski se najpogosteje uporabljajo tam, kjer je potrebna kombinacija brezhibne trdnosti in nizke teže (vesoljska industrija, ladjedelništvo itd.)
Brezšivne jeklene cevi, proizvedene s hladnim oblikovanjem, izkazujejo visoko trdnost, stabilnost delovanja in zanesljivost skozi celotno obdobje uporabe.
Lastnosti in značilnosti vodnih in plinskih izdelkov
Plinske in vodovodne cevi se proizvajajo v skladu s predpisi GOST 3262-75. V ločenem standardu se ta vrsta valjane kovine razlikuje le zaradi ožjega obsega.
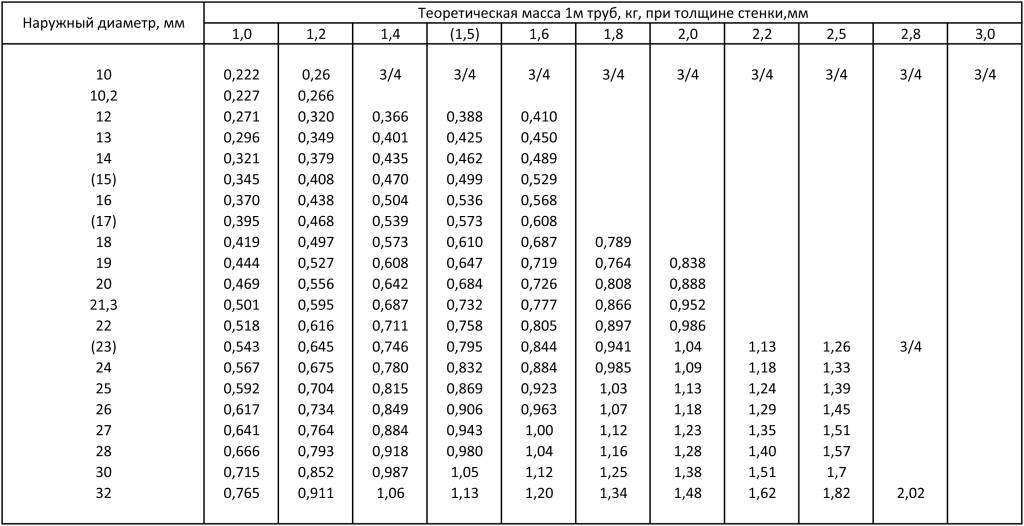
Zunanji premer izdelka je 10,2-165 milimetrov, debelina stene pa se giblje od 1,8-5,5 milimetrov. Razpon velikosti za naključne in izmerjene dolžine je enak - od 4 do 12 metrov.

Vodne in plinske cevi se uporabljajo predvsem za predvideni namen: za organizacijo vodovodnih in plinskih komunikacijskih sistemov. Včasih se uporabljajo za ustvarjanje lahkih struktur ali se uporabljajo v pohištveni industriji za izdelavo elegantnih predmetov notranje opreme.
Standard predvideva proizvodnjo ne le običajnih, temveč tudi pocinkanih cevi za vodo in plin.
Shema cevi iz nodularnega železa
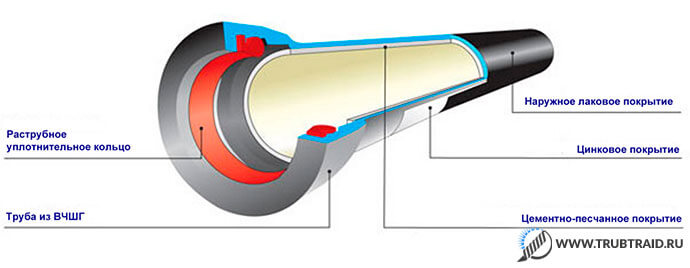 Vizualna risba cevi iz litega železa visoke trdnosti s sferičnim dekanterjem
Vizualna risba cevi iz litega železa visoke trdnosti s sferičnim dekanterjem
Kot postane jasno, je zasnova sestavljena iz nekaterih zunanjih in notranjih elementov:
- Tesnilni obroč: ta zaščitna plast je potrebna za povečanje trdnosti konstrukcije. Služi tudi kot varovalka v primeru, da se cev zlomi ali deformira.
- Cinkova prevleka: potrebna za znatno zmanjšanje učinka korozije na zunanjo površino konstrukcije.
- Cementno-peščena prevleka: služi kot nekakšna ozemljitev proti učinku električne energije na površino cevi. V primeru nesreče z električnim tokom bo ta zaščitna plast prevzela glavnino udarca.
- VChShG: pravzaprav glavni material, iz katerega je izdelana struktura.
- Končna plast: vsebuje najmanj nečistoč in zlitin, saj ima najmanjšo obremenitev.
Ta shema predstavlja fizikalne in matematične količine, na podlagi katerih se izvajajo izračuni in določajo dimenzije konstrukcij.
Opis:
- Bell, D: fizična količina, ki označuje temeljni parameter na začetku proizvodnje - ničelni cikel. Je osnova za gradnjo cevnih konstrukcij.
- Nazivni prehod, DN: nazivna vrednost, ki označuje prehodnost transportne snovi skozi notranje kanale cevi.
- Povprečni premer, DE: pogojni parameter, ki se uporablja za izračun prostora med notranjim, zunanjim in srednjim premerom.
- Površina stene cevi, S: temeljni parameter pri izračunu glavnih delov cevi.
- L in L1: dolžina posameznih odsekov konstrukcije.
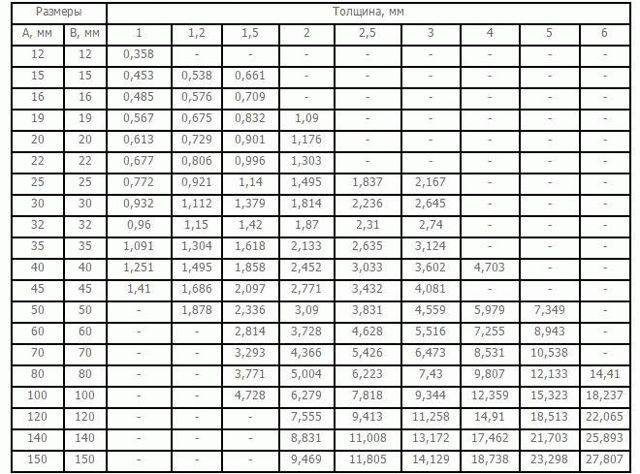
Specifikacije
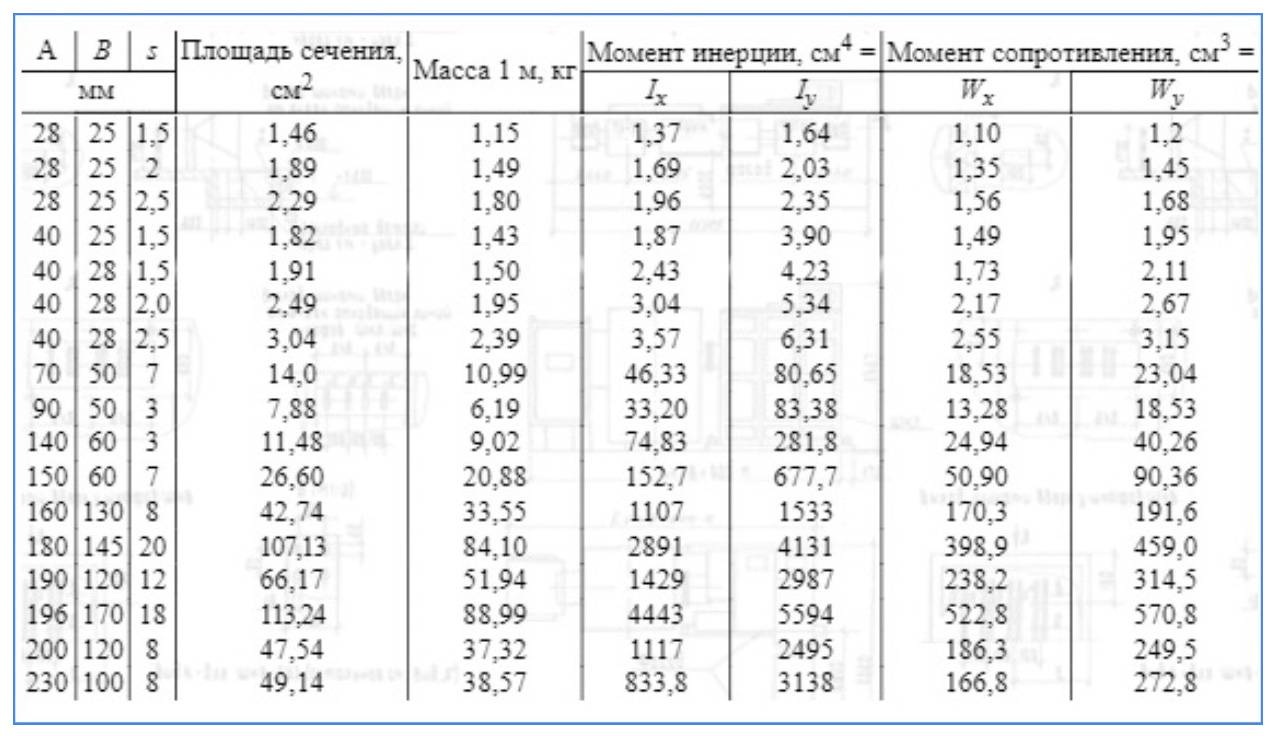
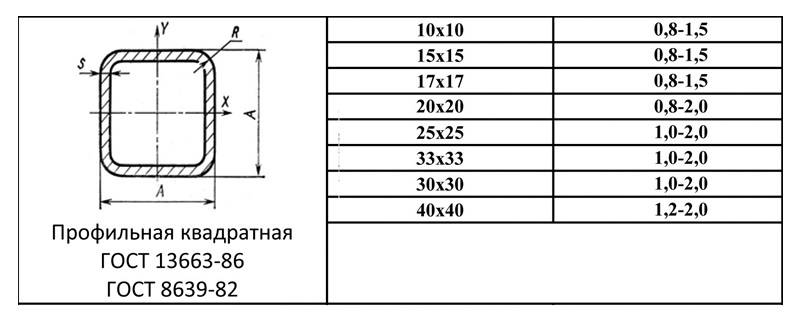
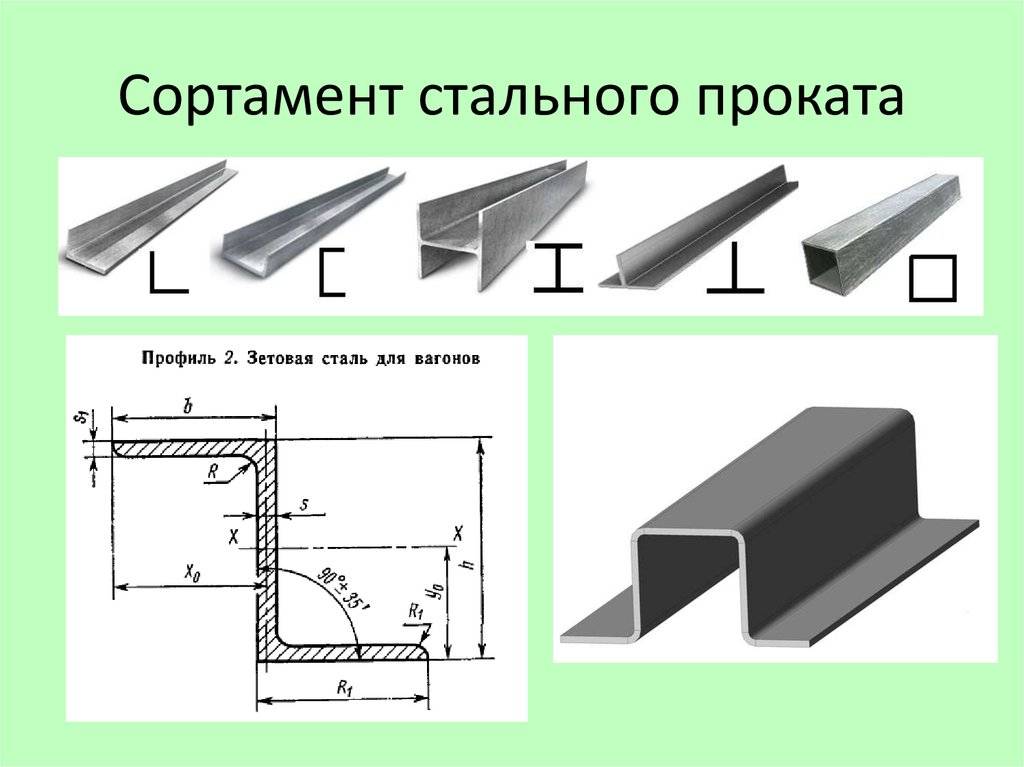
Upoštevajte glavne tehnične značilnosti profilne jeklene cevi:
- Pogled profila. Njegove glavne vrste so kvadratne, pravokotne in ovalne.To merilo določa delitev profila cevi v splošnem asortimanu.
- geometrijske dimenzije. Za pravokotne poglede sta to širina in višina. Pa tudi dolžina vsakega segmenta.
- Debelina stene. Precej pomembna podrobnost, saj prav to določa obseg nadaljnje uporabe.
- Utež. Enako pomembna ocena, ki določa raven kakovosti blaga. Preko teže in geometrijskih dimenzij lahko ugotovite debelino stene. To postane zelo uporabno v primerih, ko možnost dostopa do meritev ni na voljo.
Pri opisu jeklenih profesionalnih cevi je treba opozoriti, da njihov obseg določa GOST 8639-82. V tem dokumentu se razlikujejo tri glavne vrste profilov:
- Hladno oblikovana.
- Vroče valjane.
- Elektrovarjen.
 Prva dva sta brezšivna, tretji pa je izdelan iz pločevine z varjenimi tehnologijami.
Prva dva sta brezšivna, tretji pa je izdelan iz pločevine z varjenimi tehnologijami.
Treba je opozoriti, da je vsaka značilnost cevi odvisna od številnih drugih kazalnikov. Iz teh razlogov lahko sklepamo, da prisotnost tabele z ustreznimi izračunanimi vrednostmi GOST olajša ugotovitev, kako visoka je raven kakovosti enega ali drugega proizvajalca.
Zakaj izbrati kovino za ogrevalne sisteme
Več kot dvajset let praktično ni bilo alternative za jeklene cevi - ogljikove (pogovorno črne kovine), pocinkane, nerjavno jeklo. Takrat še niso slišali za uporabo bakra za ogrevanje, plastične cevi niso bile niti omenjene v naprednih znanstvenih revijah. Zdaj se je situacija korenito spremenila: več vrst poceni visokotehnološke plastike je močno potisnilo kovino iz ogrevalnih sistemov.

Kljub temu so kovinske cevi še vedno nepogrešljive v mnogih situacijah: ko sistemi delujejo pri zelo visokih obratovalnih tlakih, v vročih trgovinah, ko se od cevovodov zahteva visoka trdnost.
Vrste cevi po proizvodnem načinu
Razlikujejo se naslednje metode proizvodnje cevovodov: vroče oblikovane, hladno oblikovane, električno varjene. Dimenzije in maksimalna odstopanja izdelkov, materialov izdelave so urejeni s sortimenti za okrogle jeklene cevi, različnim izborom za vsak način proizvodnje:
Brezšivne vroče oblikovane jeklene cevi GOST 8732
Proizvodnja cevi poteka v treh fazah. Na začetku se v okrogli gredici, segreti na 900-1200 stopinj, na posebnih strojih preluknja luknja, posledično se dobi rokav. Nato se tulec zvije v vlečno cev, zadnja faza pa je dimenzioniranje, valjanje s končnimi dimenzijami glede na debelino in premer.





Dimenzije izdelkov, pridobljenih s tem načinom proizvodnje, so lahko: zunanji premer 16-630 mm, debelina stene 1,5-50 mm. Izdelki so razdeljeni v več skupin, odvisno od materiala, uporabljenega za izdelavo:
- A - mehanske lastnosti izdelka so normalizirane.
- B - kemična sestava je regulirana med izdelavo.
- B - sočasno se regulirajo mehanske lastnosti in kemična sestava;
- D - kemijska sestava je normalizirana in mehanske lastnosti so preverjene na prototipih;
- D - vrednost preskusnega tlaka med preverjanjem je regulirana.
Proizvodnja vroče oblikovanih cevi
Jeklene brezšivne hladno deformirane cevi po GOST 8734
Za valjanje se uporabljajo okrogle jeklene gredice.Obdelovanec segrejemo v posebnih pečeh na temperaturo začetka kristalizacije, da dobimo potrebno plastičnost. Nato se zašije in vstopi v valjarno, kjer se s pomočjo valjev oblikujejo grobe dimenzije izdelka. Zadnja operacija je dimenzioniranje in rezanje na določeno dolžino.
Za razliko od vroče oblikovane cevi je hladno oblikovana cev med kalibracijo dodatno toplotno obdelana, zaradi česar so takšni izdelki stabilni in trpežni.
Hladno oblikovani izdelki so razdeljeni v naslednje kategorije, kjer je glavno merilo razmerje med premerom D in velikostjo stene S:
- Posebej tanke stene, z razmerjem D/S večjim od 40. Če je dimenzija D = 20 mm ali manj, je dimenzija S = 0,5 mm ali manj.
- Tankostenski, z razmerjem D / S 12,5 in manj kot 40. Poleg tega so cevi z D \u003d 20 mm. in manj, pri S=1,5 mm in manj.
- Debele stene, z razmerjem D/S od 6 do 12,5.
- Posebej debele stene z razmerjem D/S manj kot 6.
Tanko in ekstra tankostenske cevi se uporabljajo v različnih hidravličnih sistemih, avtomobilskih motorjih, industrijskih hladilnih sistemih, pa tudi v medicinski in živilski industriji. Glavna uporaba debelostenskih cevi je v naftni in plinski industriji.
Tankostenski hladno valjani izdelki
Električno varjene jeklene cevi po GOST 10704
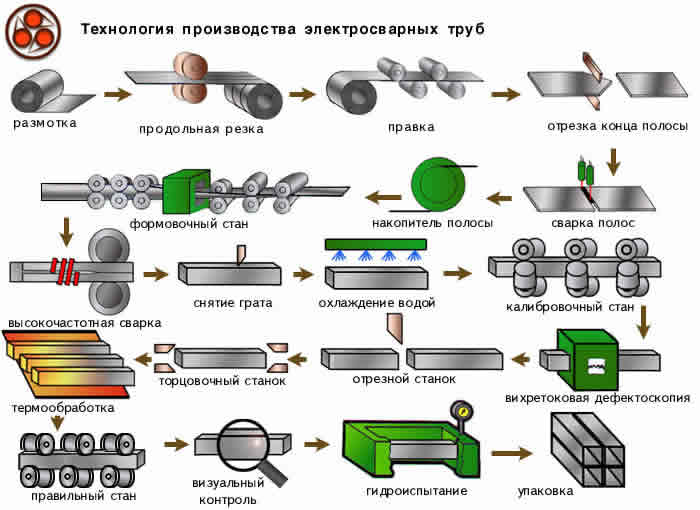
Tehnologija izdelave vključuje več stopenj, ki so združene v en neprekinjen proces:
- Rezanje listov. Izvaja se na visoko natančnih strojih in vam omogoča, da dobite surovce enake velikosti.
- Za pridobitev neskončnega traku so trakovi zvarjeni skupaj, predhodno speljani skozi sistem valjev, da se odpravijo površinske napake.
- Nastali obdelovanec poteka skozi sistem vodoravnih in navpičnih valjev, s katerimi se oblikuje izdelek.
- Varjenje robov se izvaja z visokofrekvenčnim varjenjem. Robove obdelovanca segrejemo z induktorjem na temperaturo taljenja, nato pa jih stisnemo s stiskalnimi valji. Drug način, ko se robovi segrejejo z visokofrekvenčnim generatorjem, se tok dovaja na robove s pomočjo kontaktov.
- Kalibracija in odstranjevanje iglic. Obdelovanec se ohladi in nato spusti skozi valje za dimenzioniranje, da se odpravi ovalnost in zagotovi zahtevane dimenzije.
- Rezanje izdelkov. Obrobe so razrezane na zahtevano velikost.
- Kontrola kakovosti izdelanih izdelkov se izvaja na tri načine: pregled zvara, visokotlačni preizkus vode in sploščenje. Za nadzor zvara se uporablja predvsem ultrazvočna metoda. Detektor napak se nahaja neposredno na liniji po varjenju. 100 % izdelkov je pod nadzorom. 15 % izdelkov iz serije je podvrženih hidrotestiranju. In dva izdelka iz serije prestaneta test sploščenja.
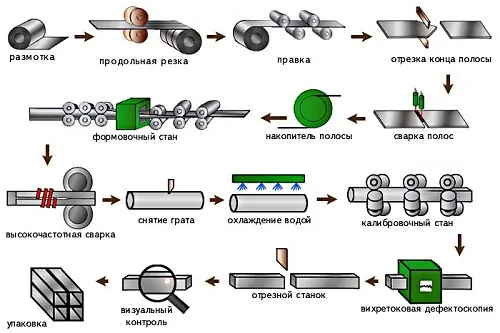 Shema za izdelavo električno varjenih cevi
Shema za izdelavo električno varjenih cevi
Elektrovarjeni cevovodi se pogosto uporabljajo pri polaganju inženirskih omrežij, ki lahko prenesejo velike obremenitve in pritiske. Izdelki s premerom 1200 mm. uporablja se pri montaži skoraj vseh magistralnih plinovodov in naftovodov.
Prednosti in slabosti kovinskih cevi
Prednosti kovinskih izdelkov:
- moč. Jeklo, baker in lito železo lahko prenesejo veliko večji pritisk kot plastika in so veliko bolj odporni na vodno kladivo;
- trdnost kot jamstvo za neuničenje cevi pri delu v trgovinah - pogosto v proizvodnih pogojih obstaja možnost njihove poškodbe med delovanjem dvižnih mehanizmov, opreme, izrednih razmer v vročih trgovinah. Ko je ogrevanje odprto med stavbami, je potrebna tudi zadostna konstrukcijska trdnost - kovina pri segrevanju manj spreminja svojo geometrijo, kovina je bolj odporna proti vandalizmu;
- požarna odpornost;
- odpornost na temperaturna nihanja;
- neškodljivost za ljudi;
- odpornost na ultravijolično sevanje;
- varjeni sistem je v vsakem primeru bolj neprepusten kot montažne konstrukcije, pri vgradnji plinskih sistemov pa je to lahko ključnega pomena;
- nizka toplotna ekspanzija - kovina se ne poveša in ne spremeni svoje konfiguracije pri segrevanju, kot plastika;
- dolga življenjska doba.
- toplotna prevodnost. Kovinski ogrevalni sistem služi kot dodaten vir toplote v prostoru; pri polaganju cevi po obodu stavbe lahko nekoliko segrejete vogale prostorov, povečate gibanje zraka v njih in jih zaščitite pred vlago, glivami in plesnijo.
Splošne pomanjkljivosti kovinskih cevi:
- za jeklo in lito železo - nagnjenost k koroziji;
- velika teža;
- za jeklo in lito železo - zaraščanje s kalcijevimi in magnezijevimi solmi notranje površine;
- kompleksna namestitev z varjenjem ali navojnimi priključki.
Kakšni so GOST za jeklene cevi
Seznam tehničnih kazalnikov katere koli vrste jeklenih cevi je neposredno odvisen od tega, kateri način izdelave je bil uporabljen.Vse to se določi s pomočjo GOST-ov, katerih poznavanje vsaj bo omogočilo upoštevanje priporočil za delovanje določene vrste cevi.
Trenutno se najpogosteje uporabljajo naslednji regulativni dokumenti za proizvodnjo jeklenih cevi:
GOST 30732-2006. Sprejet je bil leta 2006: njegove določbe se nanašajo na cevi in fitinge iz jekla, prevlečene s toplotno izolacijskim slojem.
Jekleni izdelki, pri katerih se uporablja toplotna izolacija iz poliuretanske pene in polietilenski ovoj ali zaščitni jekleni premaz, se uporabljajo v primerih, ko je potrebno položiti podzemna ogrevalna omrežja. Temperatura hladilne tekočine ne sme presegati 140 stopinj (povečanje na 150 stopinj je dovoljeno le za kratek čas). V tem primeru tlak v sistemu ne sme presegati 1,6 MPa GOST 2591-2006 (88).
GOST, zasnovan za vroče valjano jeklo, je bil sprejet leta 2006, čeprav nekateri viri dovoljujejo uporabo starega GOST - 2591-81. Dokument vsebuje informacije o kvadratnih jeklenih izdelkih, za izdelavo katerih je bila uporabljena "vroča" metoda. Ta GOST velja za vse izdelke s stranskimi velikostmi od 6 do 200 mm.
Večje kvadratne cevi se proizvajajo, če proizvajalec in stranka skleneta ločeno pogodbo GOST 9567-75. Določa precizne cevi iz jekla, za katere je visoka natančnost izdelave. Ločimo hladno oblikovane in vroče valjane pocinkane ali kromirane natančne cevi.
Strojnogradniška industrija še posebej potrebuje izdelke tega povečanega GOST GOST 52079-2003. Ta dokument določa standarde za vzdolžno varjene in spiralno varjene cevi iz jekla s premerom 114 - 1420 mm.Iz takšnih celotnih produktov so opremljeni magistralni plinovodi, cevovodi, po katerih se prevažajo nafta in naftni derivati.
GOST 52079-2003 navaja, da se lahko skozi te cevi prenašajo samo izdelki, ki nimajo korozivne aktivnosti. S pomočjo jeklenih cevi velikega premera je mogoče transportirati snovi s tlakom do 9,8 MPa. Za okolje je nastavljena minimalna temperatura -60 stopinj.



Hkrati je pomembno vedeti, da uradno GOST 52079-2003 ne velja več: od 1. januarja 2015 velja nov GOST 31447-2012.GOST 12336-66. Njegove določbe se nanašajo na zaprte izdelke profilnega tipa z odsekom v obliki kvadrata ali pravokotnika. Od 1. januarja 1981 so bila pooblastila GOST 12336-66 prenesena na TU 14-2-361-79, vendar pomen njegovih določb ni bil izgubljen do danes. GOST 10705-91 (80)
Od 1. januarja 1981 so bila pooblastila GOST 12336-66 prenesena na TU 14-2-361-79, vendar se pomen njegovih določb ni izgubil do danes GOST 10705-91 (80).
Vsebuje seznam tehničnih pogojev, pod katerimi se proizvajajo vzdolžno varjene jeklene cevi s premerom od 10 do 630 mm. Za proizvodnjo cevi po tem GOST se uporablja ogljikovo ali nizko legirano jeklo. Ti izdelki se uporabljajo na mnogih področjih, vendar je prednostna naloga cevovod za črpanje vode.
Določbe standarda ne veljajo za jeklene cevi, iz katerih so izdelani električni grelniki GOST 10706 76 (91). Nanaša se na električno varjene jeklene cevi vzdolžnega tipa, ki imajo splošen namen. Kot izhaja iz tega dokumenta, je premer tega izdelka v območju od 426 do 1620 mm GOST 10707 80.
Tukaj so standardi, po katerih se proizvajajo električno varjene hladno oblikovane cevi, ki imajo različno stopnjo natančnosti: navadne, povečane in natančne. Premer izdelkov, namenjenih za ta dokument, je lahko od 5 do 110 mm: v tem primeru se uporablja nelegirano ogljikovo jeklo. Včasih imajo električno varjeni vzdolžno varjeni izdelki v spremni dokumentaciji sklicevanja na GOST 10707 80: to je posledica dejstva, da je bilo leta 1991 odločeno, da se veljavnost tega dokumenta podaljša.
Proizvodnja jeklenih cevi: osnovne metode
Jeklene cevi so izdelane na več načinov.
Najpogostejše možnosti izdelave so:
- elektrovarjen z neposrednim šivom;
- električno varjen s spiralnim šivom;
- vroče obdelan brez šiva;
- hladno valjana brez šiva.
Izbira ustrezne metode obdelave kovin je odvisna od kakovosti surovin in opreme, ki jo ima proizvajalec.
Ločen standard ureja cevi za vodo in plin. Vendar se to ne zgodi, ker za ta material obstaja posebna metoda izdelave, vendar le glede na področje uporabe.
Pravzaprav so cevi te vrste univerzalni električno varjeni izdelek z ravnim šivom. Običajno se ta vrsta uporablja v komunikacijskih sistemih z zmernim pritiskom.
Kako so izdelani električno varjeni izdelki z ravnimi šivi?
Jeklena pločevina (trak), zvita v tesen zvitek, se odvije in razreže na vzdolžne trakove želene dolžine in širine. Nastali drobci so zvarjeni v neskončen pas, s čimer je zagotovljena kontinuiteta proizvodnje.
Nato se trak deformira v valjih in obdelovanec pretvori v izdelek okroglega preseka z odprtimi robovi.Vezni šiv je varjen z obločno metodo, indukcijskimi tokovi, plazmo, laserjem ali elektronskimi žarki.
Šiv na jekleni cevi, izdelan v okolju inertnega plina z volframovo elektrodo (aktivni element električnega obločnega varjenja), je precej močan in vzdržljiv. Vendar pa obdelava traja dolgo. Varjenje cevi z visokofrekvenčnimi indukcijskimi tokovi poteka skoraj 20-krat hitreje, zato je cena takšnih izdelkov vedno veliko nižja
Po vseh manipulacijah se okrogla jeklena cev kalibrira v valjih in z ultrazvokom ali vrtinčnimi tokovi se izvaja občutljiva nedestruktivna kontrola trdnosti in celovitosti šiva. Če med postopkom testiranja ne najdemo nobenih napak, se obdelovanec razreže na drobce načrtovane dolžine in pošlje v skladišče.
Izdelava elektro varjenih spiralnih vrst šivov
Proizvodnja jeklenih cevi s spiralnim šivom poteka po enakem principu kot cevi z ravnim šivom, za izdelavo izdelkov se uporabljajo le enostavnejši mehanizmi. Glavna razlika je v tem, da se izrezani jekleni trak zvije s pomočjo valjev ne kot cev, ampak kot spirala. To zagotavlja visoko natančnost povezave na vseh stopnjah.
Na ceveh s spiralnim šivom se v nujnih primerih ne tvori glavna vzdolžna razpoka, ki jo strokovnjaki priznavajo kot najnevarnejšo deformacijo katerega koli komunikacijskega sistema
Spiralni šiv velja za bolj zanesljivega in daje cevi večjo natezno trdnost. Slabosti vključujejo povečano dolžino šiva, ki zahteva dodatne stroške za varilni material in več časa za povezavo.
Izdelava toplo oblikovanih brezšivnih izdelkov
Kot surovec za izdelavo brezšivne (polno vlečene) jeklene cevi z vročo deformacijo se uporablja monolitna valjasta gredica.
Segreva se pri visoki temperaturi v industrijski peči in poganja skozi piercing stiskalnico. Enota spremeni izdelek v tulec (votel cilinder), naknadna obdelava z več valji pa daje elementu želeno debelino stene in ustrezen premer.






Debelina stene materiala cevi iz jekla, proizvedenega z vročo deformacijo, doseže 75 mm. Cevi te kakovosti se uporabljajo v težkih pogojih delovanja in v komunikacijskih sistemih, kjer sta moč in zanesljivost glavna prednostna naloga.
Na zadnji stopnji se vroča jeklena cev ohladi, razreže po določenih parametrih in prenese v skladišče končnih izdelkov.
Značilnosti proizvodnje hladno oblikovanih cevi
Začetna faza procesa izdelave brezšivnih jeklenih cevi s hladno deformacijo je enaka "vroči" različici. Vendar se po teku skozi piercing mlin rokav takoj ohladi in vse druge operacije se izvajajo v hladnem okolju.
Ko je cev v celoti oblikovana, jo je treba žariti, najprej segreti na temperaturo rekristalizacije jekla in nato ponovno ohladiti. Po takšnih ukrepih se viskoznost strukture poveča, sama kovina pa zapusti notranje napetosti, ki neizogibno nastanejo med hladno deformacijo.
Hladno oblikovane jeklene cevi se lahko uporabijo za polaganje zelo zanesljivega komunikacijskega sistema, pri katerem je tveganje puščanja minimalno.
Zdaj so na trgu brezšivne hladno valjane cevi z debelino stene od 0,3 do 24 mm in premerom 5 - 250 mm. Njihove prednosti vključujejo visoko stopnjo tesnosti in sposobnost, da prenesejo visok pritisk.
Pregled izdelkov vodilnih proizvajalcev
Med raznovrstnimi predstavljenimi izdelki so ugledne blagovne znamke z dolgoletnim pozitivnim ugledom. Sem spadajo izdelki podjetij: Hobas (Švica), Glass Composite (Rusija), Amiantit (koncern iz Savdske Arabije s proizvodnimi obrati v Nemčiji, Španiji, na Poljskem), Ameron International (ZDA).
Mladi in obetavni proizvajalci kompozitnih cevi iz steklenih vlaken: Poliek (Rusija), Arpipe (Rusija) in Obrat cevi iz steklenih vlaken (Rusija).
Proizvajalec #1 - blagovna znamka HOBAS
Tovarne blagovne znamke se nahajajo v ZDA in številnih evropskih državah. Izdelki skupine Hobas so si zaradi odlične kakovosti prislužili svetovno priznanje. Cevi GRT, vezane s poliestrom, so ulite iz steklenih vlaken in nenasičenih poliestrskih smol.

Cevni sistemi Hobas se pogosto uporabljajo v kanalizacijskih, drenažnih in vodnih sistemih, industrijskih cevovodih in hidroelektrarnah. Površinsko polaganje, mikrotuneliranje in postavitev vlečenja so sprejemljivi
Značilnosti kompozitnih cevi Hobas:
- premer - 150-2900 mm;
- razred SN-rigidnost - 630-10 000;
- PN-tlačni nivo - 1-25 (PN1 - breztlačni cevovod);
- prisotnost notranjega protikorozijskega premaza;
- odpornost na kisline v širokem območju pH.
Začela se je proizvodnja fitingov: kolen, adapterjev, prirobničnih cevi in T-jev.
Proizvajalec # 2 - Glass Composite Company
Podjetje Steklokompozit je vzpostavilo linijo za proizvodnjo cevi iz steklenih vlaken Flowtech, proizvodna tehnika je kontinuirano navijanje.
Vključena oprema z dvojno oskrbo s smolastimi snovmi. Visokotehnološke smole se nanašajo na polaganje notranjega sloja, cenejša sestava pa na strukturni sloj. Tehnika omogoča racionalizacijo porabe materiala in znižanje stroškov izdelkov.
Razpon cevi Flowtech je 300-3000 mm, razred PN je 1-32. Standardni posnetki - 6, 12 m. Po naročilu je možna proizvodnja znotraj 0,3-21 m
Proizvajalec #3 - blagovna znamka Amiantit
Glavne komponente cevi Amiantit Flowtite so steklena vlakna, poliestrska smola in pesek. Uporabljena tehnika je neprekinjeno navijanje, ki zagotavlja ustvarjanje večplastnega cevovoda.
Struktura iz steklenih vlaken vključuje šest slojev:
- zunanje navijanje netkanega traku;
- močni sloj - sesekljana steklena vlakna + smola;
- srednji sloj - steklena vlakna + pesek + poliestrska smola;
- ponavljajoča se plast moči;
- obloga iz steklenih niti in smole;
- zaščitni premaz iz netkanih steklenih vlaken.
Izvedene študije so pokazale visoko abrazivno odpornost - za 100 tisoč ciklov obdelave gramoza je izguba zaščitnega premaza znašala 0,34 mm.

Trdnostni razred izdelkov Flowtite je 2500 - 10000, po naročilu je možna izdelava cevi SN-30000. Delovni tlak - 1-32 atmosfere, največji pretok - 3 m / s (za čisto vodo - 4 m / s)
Proizvajalec #4 - podjetje Poliek
Poliek LLC proizvaja različne modifikacije cevi Fpipes iz steklenih vlaken. Tehnika izdelave (neprekinjeno poševno vzdolžno-prečno navijanje) vam omogoča izdelavo troslojnih cevi s premerom do 130 cm.
Polimerni kompozitni materiali sodelujejo pri izdelavi ohišnih cevi, odsekov vodnih dvižnih stebrov, vodovodnih cevovodov in ogrevalnih sistemov.
 Obseg kanalizacijskih cevi iz steklenih vlaken - 62,5-300 mm, visokotlačni izdelki - 62,5-200 mm, prezračevalni kanali - 200-300 mm, ohišje vrtine - 70-200 mm
Obseg kanalizacijskih cevi iz steklenih vlaken - 62,5-300 mm, visokotlačni izdelki - 62,5-200 mm, prezračevalni kanali - 200-300 mm, ohišje vrtine - 70-200 mm
Razen cevi iz steklenih vlaken na trgu je veliko izdelkov iz drugih materialov - jekla, bakra, polipropilena, kovinsko-plastike, polietilena itd. Ki se zaradi ugodnejše cene aktivno uporabljajo na različnih področjih domače uporabe - vgradnja ogrevalnih sistemov, oskrba z vodo, kanalizacija, prezračevanje itd.





Z značilnostmi cevi iz različnih materialov se lahko seznanite v naših naslednjih člankih:
- Kovinsko-plastične cevi: vrste, tehnične značilnosti, značilnosti namestitve
- Polipropilenske cevi in fitingi: vrste PP izdelkov za montažo cevovodov in načine povezovanja
- Plastične prezračevalne cevi za izpušne pline: vrste, njihove značilnosti, uporaba
- Bakrene cevi in pribor: vrste, oznake, značilnosti razporeditve bakrenega cevovoda
- Jeklene cevi: vrste, asortiman, pregled tehničnih lastnosti in nianse namestitve
Pravokotna cev
Večina pravokotnih jeklenih cevi je izdelana z neposrednim električnim varjenjem. Asortiman te vrste materiala je naveden v GOST 8645-82, po katerem je določena največja debelina stene za cevi določene velikosti. Na primer, za izdelek s stranicami 15 in 10 milimetrov so dovoljene debeline sten 1 mm, 1,5 mm in 2 mm.

Za cev z velikostjo 80 * 60 mm so stene lahko debeline 3,5 mm, 4 mm, 5 mm, 6 mm in 7 mm.Največje dimenzije standardne pravokotne cevi so lahko 180*150 mm. S temi parametri je dovoljena proizvodnja izdelkov z debelino stene 8 mm, 9 mm, 10 mm, 12 mm.
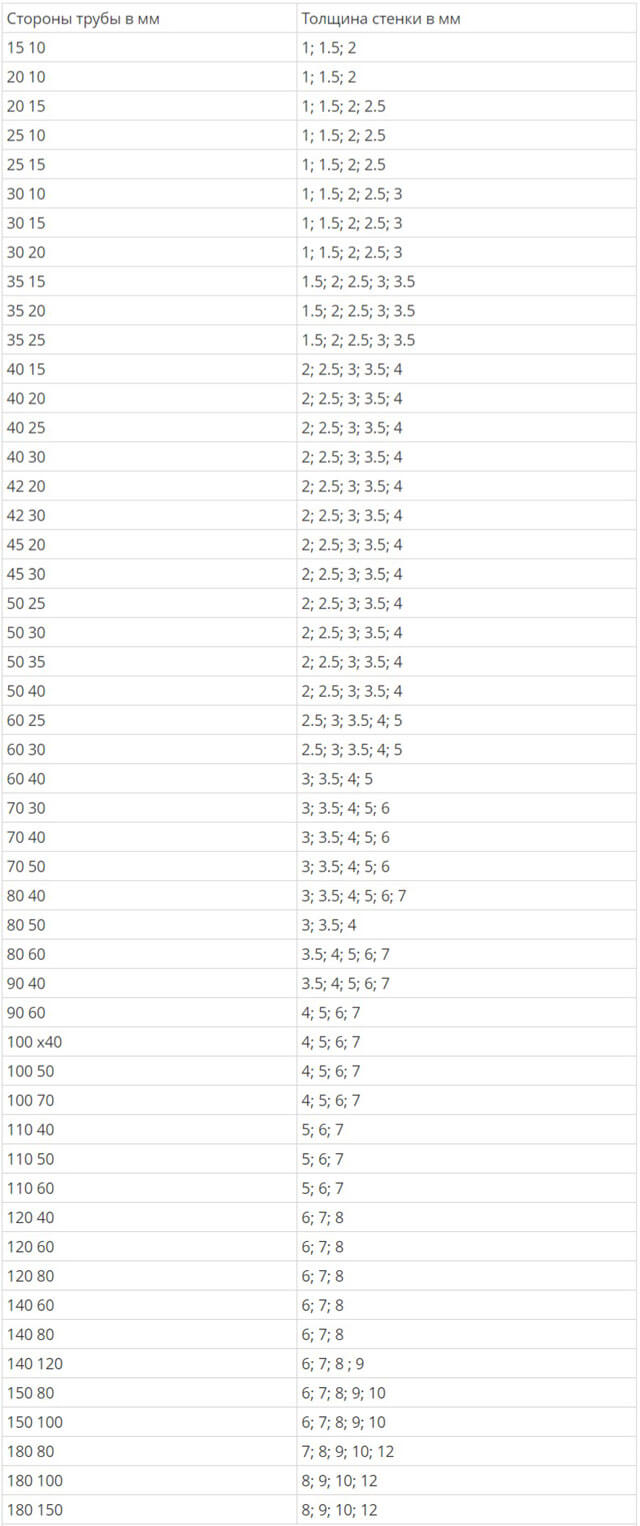
GOST 8645-82 omogoča izdelavo jeklenih cevi nestandardnih velikosti, na primer 28 * 25 mm ali 196 * 170 mm. Debelina stene takšnih izdelkov ima tudi odstopanja, in sicer 1,5 mm oziroma 18 mm.

Dodatni dokument 8645-68 vsebuje informacije o drugem seznamu pravokotnih jeklenih cevi. Med regulativnimi dokumenti ni posebnih razlik. Vendar pa drugi standard določa posebne parametre. Omogočajo proizvodnjo jeklenih izdelkov pravokotnega prereza s parametri 230 * 100 milimetrov.
Zaključek
Podrobni opisi asortimana st cevi in dokumenti, ki urejajo njihovo proizvodnjo, vam bodo pomagali pri pravilni izbiri materiala za gradnjo in izbiri pravih dimenzij. Srečno gradnjo!



