
- Kateri stroj je torej primeren za varjenje cevi?
- HAMER MULTIARC-250 Evolution
- Potrebna oprema in orodja
- 4 Regulativni okvir za čelno varjenje
- Proizvajalci ročnih elektrofuzijskih varilnih strojev
- Kakšna oprema obstaja?
- Mehanska varilna enota
- Ročni varilni stroj (železo)
- Posebnosti
- Vrste
- Merila za izbiro varilnega orodja
- 5 ELITECH SPT 800
- Proizvajalci varilnih strojev za polipropilenske cevi, kratek pregled modelov.
- Metoda čelnega varjenja
- Vrste aparatov
- Priročnik
- Mehanski
- hidravlični
- Oprema za elektrofuzijo
- Kako izbrati pravo napravo?
- Ročni aparat
- Mehanski
- Zaključki in koristen video na to temo
Kateri stroj je torej primeren za varjenje cevi?
Če povzamemo, tukaj je seznam zahtev za opremo za varjenje cevi:
- Načini varjenja: MIG/MAG; MMA TIG
- Varilni tok: v območju od 20 do 250 A (MMA); 20 do 250 A (MIG); 20 do 200 (TIG);
- Premer žice: 0,6 do 1,2 mm;
- Premer elektrode: do 1,5 do 5 mm;
- Napetost: 220V/380V;
- Učinkovitost: 70-90%;
- Teža: 15-20 kg.
Tem zahtevam v celoti izpolnjuje varilni stroj HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Varilni tok 20-250 A (MMA); 15-60 A (REZ); 20-200 A (TIG);
- Vrsta varjenja MMA/CUT/TIG;
- Napetost 220 V/ 50 Hz;
- Trajanje obremenitve za način MMA 250 A / 35 %; 118,5 A/100 %;
- Trajanje obremenitve za način CUT 60 A/35 %; 29,6 A/100 %;
- Trajanje obremenitve za način TIG 200 A/35 %; 118,5 A/100 %;
- Učinkovitost 85 %;
- Teža 15 kg;
- Primerno za delovanje z nestabilno omrežno napetostjo (garaže, kmetije, podeželje itd.)
HAMER MULTIARC-250 Evolution je večnamenski varilni stroj, ki deluje v načinih MMA, TIG, CUT. Kombinacija več načinov znatno razširi seznam varilnih postopkov, kar vam omogoča delo z različnimi vrstami kovin. Zaradi tega je HAMER MULTIARC-250 Evolution nepogrešljiv pomočnik v proizvodnji, zlasti pri popravilih varjenja, pripravi na vgradnjo in montažo cevi.
Dobite 90 rubljev kot darilo!

Potrebna oprema in orodja
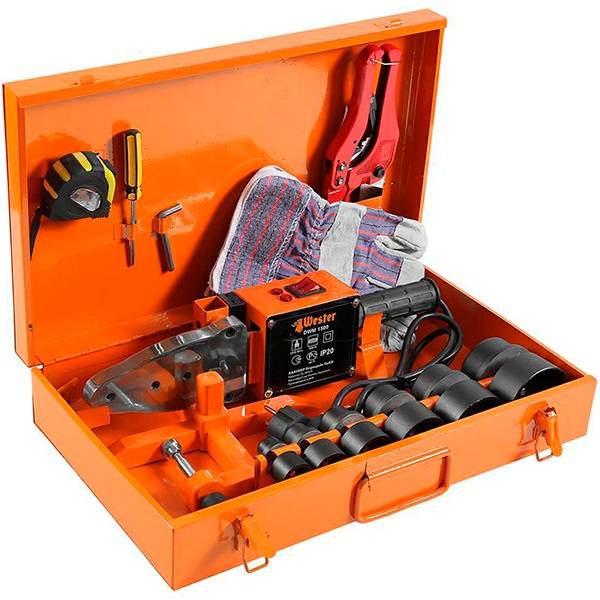
Za varjenje plastičnih cevi je priročno uporabljati spajkalnike v obliki meča z odstranljivimi šobami. Grelni element za varjenje cevi je ravna platforma, imenovana likalnik, ima luknje za pritrditev grelnih šob.
Varilni stroj za varjenje plastičnih cevi mora imeti temperaturni regulator, indikatorsko lučko za ogrevanje. Poleg varilne opreme so potrebna orodja za rezanje surovcev in odstranjevanje plasti folije. Izrežite plastične valjane izdelke na kateri koli priročen način:
- rezalnik cevi, podoben rezalcem žice;
- škarje za kovine;
- nožna žaga z ozkim rezilom.
Fino rezane datoteke ali brusni papir se uporabljajo za čiščenje rezov, odstranjevanje povešenosti. Za rezanje elementov cevovoda pred varjenjem morate pripraviti ravnilo, kvadrat, flomaster ali marker.
4 Regulativni okvir za čelno varjenje
Kot je razvidno, je do nedavnega v Rusiji vladala precejšnja zmeda s tehnologijo čelnega varjenja, saj je več veljavnih regulativnih dokumentov dalo svojo razlago, zato je večina varilcev raje zaupala tanki nemški tehnologiji DVS. Zahteve za opremo za čelno varjenje v Rusiji sploh niso opredeljene z nobenim standardom.
Od začetka leta 2013 sta v Ruski federaciji začela veljati dva regulativna dokumenta naenkrat:
- GOST R 55276 - za tehnologijo sočelnega varjenja PE cevi med montažo vodovodov in plinovodov, ki temelji na prevodu mednarodnega standarda ISO 21307;
- GOST R ISO 12176-1 - za opremo za čelno varjenje, ki temelji na prevodu mednarodnega standarda ISO 12176-1.
Sprejetje GOST za opremo je bilo vsekakor koristno. Žal to ne pomeni, da je bila najbolj nizko kakovostna uvožena oprema takoj izločena. Vsekakor pa je nekaj ruskih proizvajalcev opreme zdaj prisiljeno delati na kakovosti, potrošnik pa je prejel namig o oceni kakovosti kupljene opreme.
GOST o tehnologiji sočelnega varjenja je prinesel relativno red. Vsekakor je to privedlo do enotnosti tehnologije sočelnega varjenja PE cevi na ozemlju Ruske federacije. Toda težave so ostale.
POMEMBNO! GOST R 55276 je skupaj s tradicionalnim nizkotlačnim načinom varjenja (podobno kot DVS 2207-1 in stari ruski standardi) legaliziral visokotlačni način varjenja za polietilenske cevi, ki se je prej uporabljal le v ZDA. Ta način nalaga dodatne zahteve za opremo, vendar lahko znatno skrajša čas varilnega cikla.
POMEMBNO! GOST R 55276 ni primeren za neposredno uporabo na gradbišču, saj ni osredotočen na varilca, temveč na razvijalca tehnološke karte za varjenje polietilenskih cevi. POMEMBNO! GOST R 55276 ni rešil problema omejitev, zaradi katerih so trpeli stari ruski standardi in do danes trpijo vsi tuji standardi
Prvič, dovoljeno temperaturno območje zraka je od +5 do +45 ° C, medtem ko je ogromen del ozemlja Ruske federacije prisiljen začeti z varjenjem, ko močvirje zamrzne. Drugič, največja debelina stene cevi je 70 mm, medtem ko je debelina stene dejansko izdelanih cevi že zdavnaj presegla 90 mm. In tretjič, material cevi je samo tradicionalen nizkotlačni polietilen (HDPE) s hitrostjo pretoka taline najmanj 0,2 g / 10 min (pri 190/5), medtem ko se nepretočne vrste polietilena že dolgo uporabljajo za proizvodnjo srednjetlačnih cevi velikega premera z MFI pod 0,1 g/10 min (pri 190/5). Za razmere izven preverjenih mej temperature zraka in debeline sten so nekateri proizvajalci tehnologijo varjenja polietilenskih cevi izračunali z ekstrapolacijo veljavnih predpisov, vendar ta teoretična tehnologija še ni bila preverjena z dolgoletnimi preizkusi. Za nepretočne vrste polietilena ni tehnologije za varjenje cevi, niti v teoriji. Posledično se približno 80% vseh varjenja izvede v Rusiji pod pogoji, ki presegajo omejitve preverjene tehnologije!
POMEMBNO! GOST R 55276 ni rešil problema omejitev, zaradi katerih so trpeli stari ruski standardi in do danes trpijo vsi tuji standardi.Prvič, dovoljeno območje temperature zraka je od +5 do +45 ° C, medtem ko je velik del ozemlja Ruske federacije prisiljen začeti variti, ko močvirje zamrzne
Drugič, največja debelina stene cevi je 70 mm, medtem ko je debelina stene dejansko izdelanih cevi že zdavnaj presegla 90 mm. In tretjič, material cevi je samo tradicionalen nizkotlačni polietilen (HDPE) s hitrostjo pretoka taline najmanj 0,2 g / 10 min (pri 190/5), medtem ko se nepretočne vrste polietilena že dolgo uporabljajo za proizvodnjo srednjetlačnih cevi velikega premera z MFI pod 0,1 g/10 min (pri 190/5). Za razmere izven preverjenih mej temperature zraka in debeline sten so nekateri proizvajalci tehnologijo varjenja polietilenskih cevi izračunali z ekstrapolacijo veljavnih predpisov, vendar ta teoretična tehnologija še ni bila preverjena z dolgoletnimi preizkusi. Za nepretočne vrste polietilena ni tehnologije za varjenje cevi, niti v teoriji. Posledično se približno 80% vseh varjenja izvede v Rusiji pod pogoji, ki presegajo omejitve preverjene tehnologije!









Prejšnji
2
Sled.
Proizvajalci ročnih elektrofuzijskih varilnih strojev
na trgu varjenja spajkalni stroji HDPE cevi so najbolj iskani izdelki naslednjih proizvajalcev:
- Rothenberger. To podjetje je bilo ustanovljeno v Nemčiji leta 1949. V preteklih letih je podjetje uspelo doseči zelo velik uspeh in je postalo eden vodilnih proizvajalcev varilnih strojev. Izdelke, izdelane pod blagovno znamko Rothenberger, odlikuje najvišja možna kakovost in najvišja stopnja zanesljivosti.
- Ritmo. Italijansko podjetje Ritmo je bilo ustanovljeno leta 1979.Danes spada v kategorijo vodilnih podjetij, ki se ukvarjajo s predelavo polimerov in polimernih izdelkov. Ritmo pri svojem delovanju nenehno sledi najsodobnejšim in najstrožjim standardom. Poslovanje podjetja je na zelo visokem nivoju, enako lahko rečemo tudi o izdelkih – izdelke Ritmo odlikujejo raznolikost, vsestranskost in najvišja kakovost.
- DYTRON. V ozadju starejših analogov se izdelki češkega podjetja DYTRON, ustanovljenega leta 1992, ne zdijo premalo kakovostni - s tem je vse v redu. Paleta izdelkov je nenavadno široka - podjetje proizvaja tako ročno kot avtomatsko opremo, ki vam omogoča priključitev HDPE cevi. Poleg tega se palete modelov nenehno širijo in dopolnjujejo, zato iskanje dobre opreme na stojnicah te znamke ne bo težava. Omeniti velja tudi skladnost izdanih naprav z najsodobnejšimi zahtevami.
Zaključek
Pri izbiri naprave za spajkanje HDPE cevi je treba graditi na zahtevah zaradi določene situacije. Pravilna izbira opreme vam bo omogočila, da ustvarite zanesljivo in tesno povezavo, ki lahko traja tako dolgo kot trdne cevi.
Kakšna oprema obstaja?
Varilni stroj je po svoji zasnovi naprava, v kateri se ogrevajo odseki cevi, s čimer je mogoče dobiti trajno povezavo. Ni treba razlagati, da bo oprema, ki se uporablja za varjenje plastičnih cevi, drugačna kot stroj za varjenje kovinskih cevi.
Do danes, na Na trgu sta na voljo dve vrsti naprav, ki se uporabljajo za varjenje polipropilenskih cevi:
- Mehanski aparati za varjenje;
- ročni varilni stroj.
O uporabi prvega je vredno razmisliti v primerih, ko je treba združiti spoje, se za to zelo potruditi ali pa se je pojavila naloga namestitve cevi, ki imajo precej velik premer.
Ročni varilni stroj za plastične cevi bo najboljša izbira, če se cevovod načrtuje samostojno in se za delo načrtuje uporaba cevi, ki se razlikujejo po premeru.
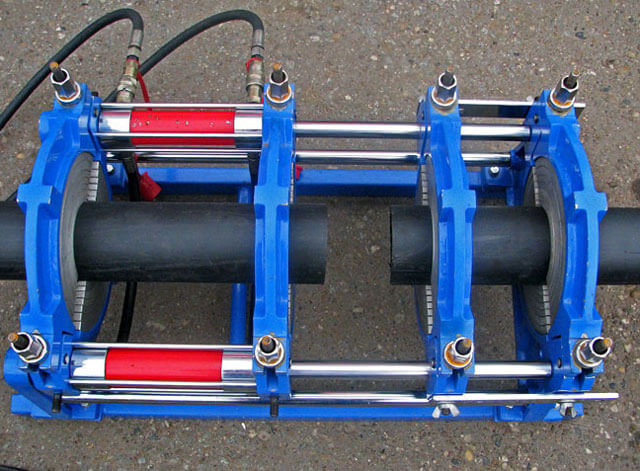
Mehanska varilna enota
 Mehanska naprava za varjenje cevi iz polipropilena je konstrukcijsko izdelana v obliki nosilnega okvirja, na katerem sta instrumentna enota in hidravlična enota. Na levi in desni strani so ročaji, od katerih ima vsak par polovičnih obročev. Ročaji so ločeni z vložki, ki pomagajo uravnotežiti pritisk in sredino. Po notranjem premeru se ne razlikujejo od cevi, s katerimi je treba delati.
Mehanska naprava za varjenje cevi iz polipropilena je konstrukcijsko izdelana v obliki nosilnega okvirja, na katerem sta instrumentna enota in hidravlična enota. Na levi in desni strani so ročaji, od katerih ima vsak par polovičnih obročev. Ročaji so ločeni z vložki, ki pomagajo uravnotežiti pritisk in sredino. Po notranjem premeru se ne razlikujejo od cevi, s katerimi je treba delati.
V zasnovi naprave je električni trimer, katerega glavni namen je poravnati konce cevi. Ta naprava je vrtljivi disk, opremljen z dvostranskimi noži, ki ima tudi zaklepni mehanizem, ki zagotavlja varno delovanje. Glavni delovni grelni element je jekleni disk z neoprijemljivim premazom, ki vsebuje grelne elemente v notranjosti. Zasnova številnih modelov takšnih naprav pogosto vsebuje temperaturne regulatorje in senzorje za nadzor temperature.
Ročni varilni stroj (železo)
Glede na to, da navadni potrošnik verjetno ne bo imel naloge namestitve dolgih omrežij, ne bi smel kupiti obsežne varilne naprave.
Večina potrošnikov za sestavljanje cevi običajno uporablja napravo, kot je varilni likalnik. Če ga ocenimo po zasnovi in značilnostih delovanja, se v tem pogledu malo razlikuje od tradicionalnega gospodinjskega aparata. Od njegovih značilnosti je mogoče razlikovati le drugačno zasnovo.
Glavni elementi njegove zasnove so grelna plošča, termostat in ergonomski ročaj. Če natančno pogledate, lahko v grelni plošči najdete dve luknji, ki sta potrebni za pritrditev parnih varilnih elementov, ki se razlikujejo po premeru. Odlikuje jih predvsem prisotnost teflonske prevleke, zahvaljujoč kateri se plastika ne drži vroče površine.
Posebnosti
Ko izberete stroj za varjenje cevi iz PE, morate jasno razumeti, kakšno delo bo z njim opravljeno. Lastnosti želene opreme bodo v veliki meri odvisne od načina varjenja, ki ga nameravate najpogosteje uporabljati.
Obstajajo štiri glavne metode spajkanja polietilenskih izdelkov.
- Čelno varjenje - ta metoda je najpogostejša in temelji na povezovanju ogrevanih koncev cevi med seboj ali na fitinge s posebnim zrcalom za varjenje. Čelno spajanje vam omogoča, da dobite dokaj kakovosten spoj po dostopni ceni opreme, vendar metoda ni primerna za spajanje izdelkov z debelino stene manj kot 4,5 mm.Uporaba sočelnega varjenja zahteva temeljito čiščenje spojenih površin, največjo natančnost pri obrezovanju izdelkov in pravilen pritisk na cevi med njihovim spajanjem.
- Pritrditev cevi v vtičnico (ali metoda spojke) je zanesljiva, vendar manj pogosta in dražja metoda, ki temelji na povezovanju izdelkov s posebno spojko. Obstajajo tudi možnosti za povezavo dveh cevi različnih premerov neposredno med seboj. Ta metoda se ne uporablja za polaganje cevovodov, ki se nahajajo na prostem.
- Elektrofuzijsko (ali termistorsko) varjenje cevi - ta metoda je podobna spajanju v vtičnico, vendar spojka, ki se uporablja v njej, vsebuje kovinski grelni element, ki prispeva k bolj enakomernemu segrevanju povezanih izdelkov in električne spojke. Vsaka električna sklopka ima posebno črtno kodo, ki kodira parametre električnega toka, ki so potrebni za to sklopko, zato so naprave te vrste pogosto opremljene s skenerjem črtne kode. Termistorska metoda je še bolj zanesljiva (in dražja) od metode sklopke, zato se uporablja predvsem v primerih, ko je treba zagotoviti zelo stabilno povezavo (na primer pri polaganju cevovodov na območjih pogostih potresov). Ta metoda se uporablja za povezovanje cevi s premerom 20 mm ali več s katero koli debelino stene, zahteve za natančnost držanja tehnoloških parametrov v njej pa so veliko nižje kot pri čelnem spajkanju.
- Ekstruzijsko varjenje je metoda, podobna električnemu varjenju, pri kateri se ogreti polietilen skozi poseben ekstruder dovaja v območje varjenja, ki tvori povezavo med cevmi.Trdnost nastalega spoja običajno ne presega 80% trdnosti polietilena, zato se metoda ekstrudiranja običajno uporablja predvsem za povezovanje cevi z drugimi plastičnimi izdelki in namestitev cevi s premerom 630 mm ali več na mestih, ki niso verjetna. biti izpostavljen velikim obremenitvam.


Vrste
Vse varilne naprave za polietilen so sestavljene iz štirih glavnih modulov - generatorja (običajno deluje na principu pretvornika s transformatorjem ali stikalnim napajalnikom), modula za krmiljenje moči, modula za nadzor temperature in tehnološke enote, v kateri poteka sam postopek povezave. poteka. Vsak od štirih zgoraj obravnavanih načinov varjenja se izvede z ustreznim orodjem.











Obstoječe stroje za vsakega od 4 načinov lahko nadalje razdelimo v 3 kategorije glede na stopnjo avtomatizacije.

Polavtomatske naprave so glede na vrsto uporabljenega pogona razdeljene na mehanske in hidravlične. Pri napravah z mehanskim pogonom se sila, potrebna za centriranje in držanje cevi med varjenjem, ustvari s pomočjo operaterja, zato se uporabljajo le pri delu s cevmi s premerom manj kot 160 mm. Hidravlični pogon ne zahteva uporabe sile s strani operaterja in se uporablja za varjenje izdelkov katerega koli premera, vključno s tistimi, ki so večji od 160 mm.


Druga pomembna značilnost varilnega aparata je premer cevi, ki jih lahko poveže, saj so standardne velikosti PE cevi v območju od 16 do 1600 mm. Na primer, za vodovod v stanovanjih se običajno uporabljajo cevi s premerom od 20 do 32 mm, za namestitev glavnih cevovodov pa bo morda že potrebna naprava, ki lahko spajka cevi s premerom 90/315 mm ali več.
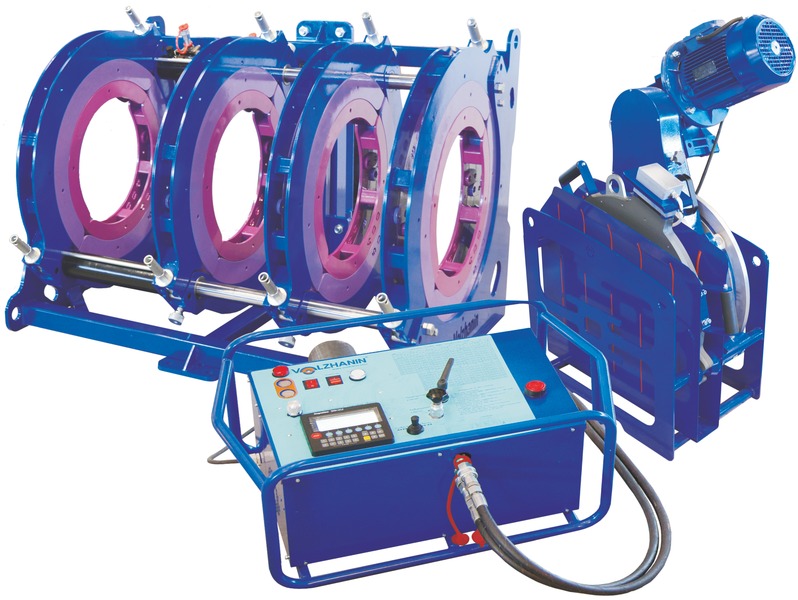
Trenutno so najbolj priljubljene naprave Georg Fischer (Švica), Rothenberger (Nemčija), Advance Welding (Velika Britanija), Eurostandard, Technodue in Ritmo (Italija), Dytron (Češka), KamiTech in Nowatech (Poljska). Obstajajo tudi ruski proizvajalci polietilenskih varilnih naprav, na primer tovarna Volzhanin, ki proizvaja opremo za izdelke za sočelno spajkanje s premerom od 40 do 1600 mm in naprave za elektrofuzijo, ki lahko povezujejo cevi s premerom do 1200 mm.
Merila za izbiro varilnega orodja
Pri odločanju o vprašanju z želenim razredom varilne opreme je treba najprej biti pozoren na obseg načrtovanega dela. Tukaj so zelo pomembni naslednji parametri:
- Razpon premerov cevi za delo.
- Poraba energije.
- Cena naprave.
Omeniti velja, da obstaja jasna povezava med temi parametri. Torej, s povečanjem zunanjega premera cevi je treba upoštevati modele z večjo močjo. Na splošno velja, da mora biti indikator moči, katerega enota je vati, 10-krat večji od premera, izračunanega v milimetrih. Z drugimi besedami, če naj bi varili cevi z zunanjim premerom 30 mm, se lahko omejite na model, katerega moč je 300 vatov. Omeniti velja, da podane številke niso dokončne in točne, zato so tukaj dovoljene napake znotraj 30%.
Torej, če ima model varilne opreme veliko porabo energije, potem to lastniku omogoča varjenje cevi večjega premera.Vendar pa bo nakup takšne opreme zahteval velike stroške.
5 ELITECH SPT 800

Bogata oprema Država: Rusija (proizvedeno na Kitajskem) Povprečna cena: 1 638 rubljev. Ocena (2019): 4,5









Ta proračunski spajkalnik za polipropilenske cevi je mogoče videti ne le v rokah začetnikov, ampak tudi strokovnjakov. Model lahko deluje s 6 velikostmi cevi, od 20 do 63 mm. Strokovnjaki opozarjajo na visokokakovostne šobe, prevlečene s teflonom. Z močjo grelca 800 W se naprava hitro segreje do 300°C. Tudi grelec se dokaj hitro ohladi. Proizvajalec je svoj izdelek dopolnil s 6 šobami, stojalom, zanesljivim kovinskim ohišjem in kompletom orodij (izvijač, imbus ključ).
Če analiziramo ocene potrošnikov, obstaja več prednosti in slabosti naprave. Po eni strani si model zasluži pohvalo za svojo moč, hitro segrevanje in hlajenje, gladke šive, dostopno ceno. Pritožbe se nanašajo na neudobno stojalo, šibko ohišje, nekvalitetno teflonsko prevleko.
Proizvajalci varilnih strojev za polipropilenske cevi, kratek pregled modelov.
Pri izbiri katere koli opreme je eden od odločilnih meril ugled proizvajalca. In čeprav strojev za ročno varjenje polipropilenskih cevi ne moremo imenovati preveč zapletenih in visokotehnoloških naprav, obstajajo tudi določene avtoritete na tem področju.
Torej, "trendsetterji" pri proizvodnji takšne opreme veljajo za "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Nič manj zanesljive in povpraševane niso naprave Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort.Glavna stvar je, da je kupljena oprema res originalna, ne ponaredek, in jo spremlja tovarniška garancija proizvajalca.
Za zaključek tradicionalno majhen pregled priljubljenih modelov in povprečne ravni cen zanje.
| Ime modela, ilustracija | Kratek opis modela | Povprečna raven cene, rub. (april 2016) |
|---|---|---|
"BRIMA TG-171", Nemčija - Kitajska  | Moč 750 W, premer varjenja - do 63 mm, elektromehanski termostat, temperatura ogrevanja - do 300 °C. Čas ogrevanja - ne več kot 15 minut. V kompletu je šest parov šob od 20 do 63 mm. | 3900 |
"ENCOR ASP-800", Rusija - Kitajska  | Moč 800 W, premer varjenja - do 63 mm, elektromehanski termostat, temperatura ogrevanja - do 300 °C. Stabilno stojalo na platformi. Komplet vsebuje šest parov šob od 20 do 63 mm s teflonsko prevleko. | 2200 |
Elitech SPT 1000, Rusija - Kitajska  | Naprava z cilindričnim grelnim elementom. Moč - 1000 vatov. Premer varjenja - od 16 do 32 mm. Komplet šob (4 premere) s teflonsko prevleko je vključen v dobavo. Ergonomska oblika ohišja in ročaja, ki vam omogoča delo na težko dostopnih mestih. Elektromehanski termostat. | 2700 |
"Sturm TW7219", Nemčija - Kitajska  | Model visoke moči - 1900 W, z možnostjo vklopa polne in polovične moči (en ali dva grelna elementa). Šest parov konic, prevlečenih s teflonom. Največji premer varjenja je 62 mm. Čas ogrevanja - približno 12 minut. Podaljšan paket dostave, ki ne zahteva nakupa dodatne opreme. | 3300 |
Dytron Polys P-1a, Češka republika  | Visokokakovostna profesionalna oprema. Moč - 650 vatov. Cilindrični grelec z visoko preciznim kapilarnim termostatom.Premer varjenja - do 32 mm. Patentirane konice za čevlje s 3 premerom, prevlečene z visokokakovostnim modrim teflonom. Šest temperaturnih nastavitev. Samodejna zaščita pred pregrevanjem. Teža - le 1,3 kg, kar olajša delo na težko dostopnih mestih. | 11200 v minimalni konfiguraciji - naprava, stojalo in tri šobe. |
Rothenberger ROWELD P 40T, Nemčija  | Moč - 650 vatov. Največji premer varjenja je 40 mm. Grelnik v obliki meča z možnostjo vgradnje dveh parov tulca-trna. Komplet vsebuje 4 pare šob od 20 do 40 mm, visokokakovostno teflonsko prevleko. Značilnosti te naprave - vgrajeni termostat je zasnovan posebej za polipropilenske cevi in je programiran za visoko natančno vzdrževanje stabilne temperature 260 ° C. Masa naprave je 2,8 kg. | 14500 |
KERN varilec R63E, Nemčija  | Model profesionalnega razreda. Relativno nizka moč, 800 W, in hkrati - možnost varjenja cevi s premerom do 63 mm. Priloženih šest parov konic s teflonsko prevleko. Visoko precizna elektronska namestitev nastavljene temperature z mikroprocesorskim krmilnikom, digitalnim prikazovalnikom. | 13500 |
Za zaključek - video o drugem varilnem stroju za polipropilenske cevi
Metoda čelnega varjenja
Ta metoda vam omogoča, da polietilenske cevi povežete z zvarom s posebno opremo za čelno varjenje. Zvar (ali "spoj") je po natezni trdnosti enak sami polietilenski cevi. Z varjenjem z ogrevanim orodjem se povežejo PE cevi s premerom od 50 mm do vključno 1600 mm. Standardni tehnološki načini varjenja so zasnovani za delovanje pri temperaturi zraka od -10°C do +30°C.Če temperatura zraka na ulici presega standardne temperaturne intervale, je treba varjenje polietilenskih cevi izvesti v zavetju, da se izpolnijo tehnološki parametri. Čelno varjenje tlačnih HDPE cevi je razdeljeno na dve glavni fazi: pripravljalna dela in samo varjenje. Pripravljalna faza vključuje:
- preverjanje delovanja in priprava za delovanje varilne opreme,
- priprava prostora za namestitev varilne opreme,
- izbor potrebnih parametrov za varjenje,
- pritrditev PE cevi in centriranje v sponke varilnega stroja,
- mehanska obdelava koncev varjenih površin cevi ali delov.
Pri pripravi opreme se izberejo obloge in sponke, ki ustrezajo premeru cevi, ki jo je treba variti. Delovne površine grelnika in orodja za obdelavo PE cevi je treba očistiti umazanije in prahu. Delovanje opreme se preverja med vizualnim pregledom enot in sestavnih delov varilnega stroja, pa tudi med kontrolno vključitvijo. Na varilnem stroju se preverja nemoten tek premične sponke centralizatorja in delovanje obdelovalca. Postavitev varilne opreme se izvede na vnaprej pripravljeno in očiščeno mesto ali traso cevovoda, potem ko so na njej shranjene PE cevi. Varilno mesto je po potrebi zaščiteno s tendami za zaščito pred padavinami, peskom in prahom. V mokrem vremenu je priporočljivo namestiti varilno opremo na lesene ščite. Priporočljivo je, da prosti konec polietilenske cevi zaprete z inventarnimi čepi, da preprečite prepih znotraj cevi med varjenjem.
Montaža varjenih tlačnih HDPE cevi in delov, vključno z namestitvijo, centriranjem in pritrjevanjem koncev, ki jih je treba variti, se izvaja v sponkah centralizatorja varilnega stroja. Objemke varilnega aparata za PE cevi so zategnjene tako, da preprečijo zdrs cevi in odpravijo, kolikor je mogoče, ovalnost na koncih. Pri sočelnem varjenju PE cevi velikega premera, ker imajo dovolj veliko lastno težo, se pod proste konce položijo nosilci, ki poravnajo cev in preprečijo premikanje zvarjenega konca cevi. Zaporedje postopka varjenja:
- najprej izmerite silo, potrebno za premikanje premične sponke s fiksno cevjo,
- med konce cevi je nameščen grelec, segret na zahtevano temperaturo,
- izvedite postopek refluksa tako, da pritisnete konce PE cevi na grelec, da ustvarite potreben tlak,
- konci nekaj časa stisnemo (po varilni tehnologiji za to polietilensko cev) do pojava primarnega bruha z višino 0,5 do 2,0 mm,
- po pojavu primarnega bruha se tlak zmanjša in vzdržuje toliko časa, da se segrejejo konci cevi,
- po koncu postopka segrevanja se premična objemka centralizatorja umakne 5-6 cm nazaj in grelec se odstrani iz varilnega območja,
- po odstranitvi grelnika približajte konce polietilenskih cevi, da ustvarite tlak, potreben za padavine,
- padavinski tlak se vzdržuje toliko časa, da se spoj ohladi, nato pa se izvede vizualni pregled nastalega zvara glede na velikost in konfiguracijo zunanjega roba,
- nato označite nastali zvar.
Vrste aparatov
Po načelu povezovanja delov so varilne enote razdeljene na 2 vrsti:
- za elektrofuzijsko povezavo;
- za vtičnico in zadnjico.
Po načelu delovanja so vse vrste opreme razdeljene na ročne in mehanske. Vsaka varilna oprema, ne glede na vrsto, ima 4 glavne enote: generator, temperaturni regulator, napajalni modul in tehnološko enoto, kjer so deli povezani. Slednji ima drugačno strukturo (odvisno od vrste varjenja).
Priročnik
Ročni majhni varilni stroji imajo obliko plošče s konicami za pritrditev koncev delov HDPE. Za povezavo pripravljenih površin je potreben človeški napor, zato premer cevi ne sme presegati 125 mm. Za domačo uporabo je izbrana ročna naprava, ki jo je najlažje obvladati, ima nizko ceno.
Mehanski
Te naprave so zasnovane za profesionalce. Vključujejo naslednje:
- centralizator s konicami za vpenjanje delov;
- končni rezalnik z nabrušenimi noži za obdelavo cevi;
- grelni element (varilno ogledalo);
- kompresijska naprava.
Stiskanje priključenih cevi zagotavlja mehanik, zato je njihov premer neomejen. Varjenje z mehansko gnano napravo je naprednejša metoda: olajša delo operaterja in naredi spoj bolj zanesljiv.
hidravlični
V hidravlični opremi se stiskanje izdelkov izvaja s hidravličnim pogonom. Takšne naprave so zasnovane za čelno varjenje in so 3 vrste:
- Priročnik. Vse operacije se izvajajo ročno. Uporabljajo se za varjenje cevovodov s povprečnim in nizkim tlakom.
- Polavtomatsko. Ročno delo vključuje samo polaganje cevi. Povezava poteka samodejno.
- Samodejno.Premike vseh enot enote od začetka do konca procesa nadzoruje računalnik, operater le vnese potrebne parametre.
Sodobni stroji delujejo z visoko natančnostjo. Lahko preberejo potrebne informacije iz črtne kode, natisnjene na HDPE ali na električnih sklopkah, na koncu postopka izdajo protokol poročanja, navedejo napake.
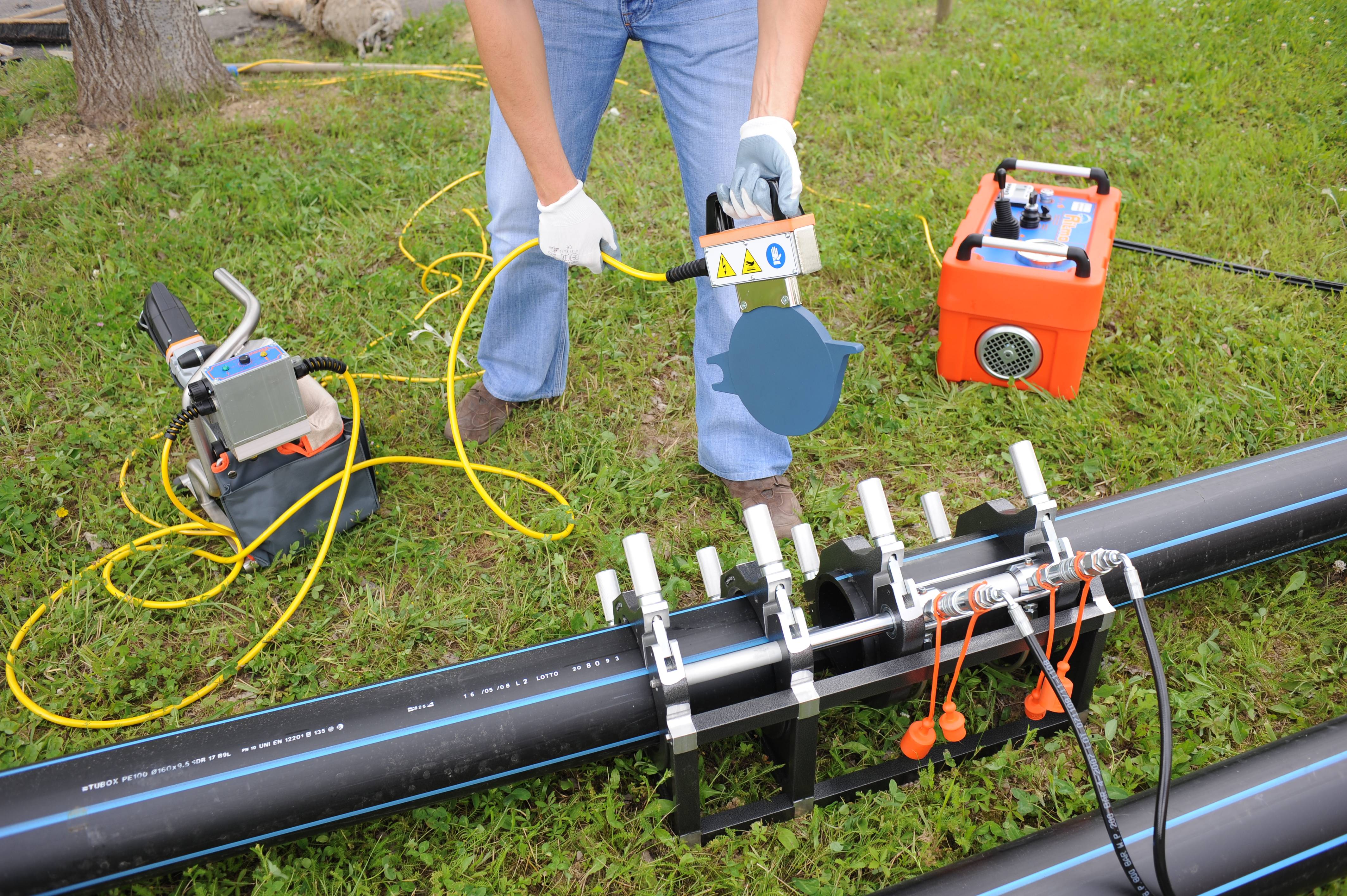
Oprema za elektrofuzijo
 Tehnologija elektrofuzijskega varjenja je naslednja. V fazi proizvodnje se v vsako sklopko z notranje površine položi grelni element z dvema vodnikoma do zunanje površine.
Tehnologija elektrofuzijskega varjenja je naslednja. V fazi proizvodnje se v vsako sklopko z notranje površine položi grelni element z dvema vodnikoma do zunanje površine.
Cevi, ki jih je treba priključiti, se vstavijo v spojko. S posebnim kablom sta povezana izhoda sklopke in varilnega stroja. Po tem se element znotraj sklopke segreje.










Zaradi tega se odsek polipropilenske cevi in sklopke topi v območju grelnega elementa. Ko je naprava izklopljena, pride do povratne polimerizacije povezanih delov izdelka. Rezultat je monolitna povezava.
lahko dela z izdelki skoraj katerega koli premera. Lahko varijo polipropilenske cevi, pa tudi izdelke iz nizkotlačnega polietilena (HDPE).
Glavni element je mikroprocesor enota z reguliranim napajanjem. Shrani varilni protokol za spremljanje delovanja in ustvari potreben tok za doseganje zahtevane temperature ogrevanja.
V določenem trenutku, odvisno od premera izdelka in drugih pogojev, izklopi napravo. Naprava lahko deluje na prostem v temperaturnem območju -20…+60 °C.
Na primer, aparat Rothenberger ROWELD ROFUSE PRINT s svojo majhno težo in dimenzijami (majhna škatla, ki tehta približno 20 kg) omogoča povezavo HDPE in polipropilenskih cevi s premerom do 1200 mm.
Podatke o njih je mogoče vnesti ročno ali prebrati s črtne kode, ki jo na cevi namesti proizvajalec. Naprava je enostavna za uporabo in je opremljena s podrobnimi navodili.
Kako izbrati pravo napravo?
Aparati za varjenje plastike so kot spajkalnik in so običajno razdeljeni na 2 vrsti - ročno in mehansko.
Ročni aparat
Predstavlja grelno ploščo s konicami za konce cevi in ročaj. Po principu delovanja je podoben likalniku in električnemu spajkalniku.

Za stiskanje izdelkov, ki jih je treba spojiti, je potreben človeški trud. Primerno za PE cevi s premerom največ 12,5 cm. V skladu s tem ni primeren za velike količine dela, zato ga je vredno izbrati za domačo uporabo.
Mehanski
Mehanska spajkalna naprava je podporni okvir z diski za pritrditev cevi in instrumentni blok. Grelni element z grelnimi elementi v notranjosti segreva konce priključenih cevi, mehanika pa zagotavlja močno stiskanje teh mest.
Uporablja se za varjenje izdelkov, ki so izpostavljeni visokim obratovalnim obremenitvam. Premer izdelkov je neomejen.
Strokovnjaki bi morali izbrati to možnost.
Koristni nasveti za pravilno izbiro:
Bodite pozorni na paket
Naprava s ključem za šobe je primerna za delo z enim, največ dvema premeroma. Če je obseg dela večji, izberite opremo s šobami različnih premerov;
Moč enote
Strokovnjaki imajo eno skrivnost.Najmanjša moč opreme se izračuna s preprosto formulo - največji premer cevi, s katerim morate delati, se pomnoži z 10.







Na primer, če boste doma varili cevi s premerom 50 mm, potem je najmanjša moč enote = 50 × 10 = 500 W;
Katerega proizvajalca izbrati?
Najvišja ocena je za izdelke čeških podjetij (na primer TM "Daitron"). Toda cena izdelkov - grize. Zato - kot alternativa - turški proizvajalci. Obstajajo dobri modeli domače proizvodnje.
Zaključki in koristen video na to temo
Primerjava in koristni nasveti za izbiro varilnih strojev:
Ta videoposnetek prikazuje korak za korakom postopek sestavljanja varilca za pp cevi z lastnimi rokami:
Izbira primernega varilnega stroja za polietilenske cevi ni tako težka. Bolje je dati prednost izdelkom znanih proizvajalcev v sprejemljivi cenovni kategoriji. Z natančnim upoštevanjem tehnologije varjenja je mogoče doseči zanesljivo povezavo.
Povejte nam, kako ste izbrali varilni stroj za montažo polimernega cevovoda doma ali v državi. Delite razloge za svojo izbiro. Pustite v spodnjem bloku, objavite fotografijo na temo članka, postavite vprašanja.



